(54) КУЗНЕЧНЫЙ ИНСТРУМЕНТ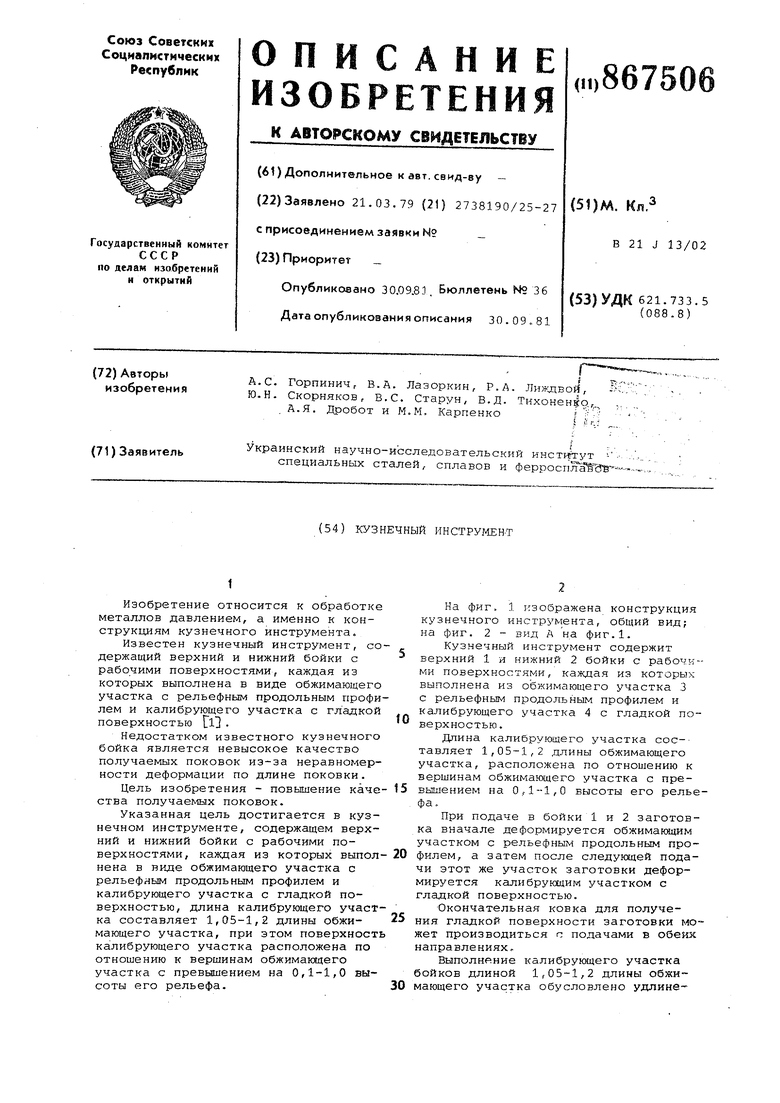
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ радиальной ковки | 1988 |
|
SU1637926A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| Кузнечный инструмент | 1979 |
|
SU837540A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| Кузнечный инструмент | 1988 |
|
SU1579792A1 |
| Способ изготовления поковок | 1980 |
|
SU854534A1 |
| Кузнечный инструмент | 1976 |
|
SU580937A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки | 1980 |
|
SU847585A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
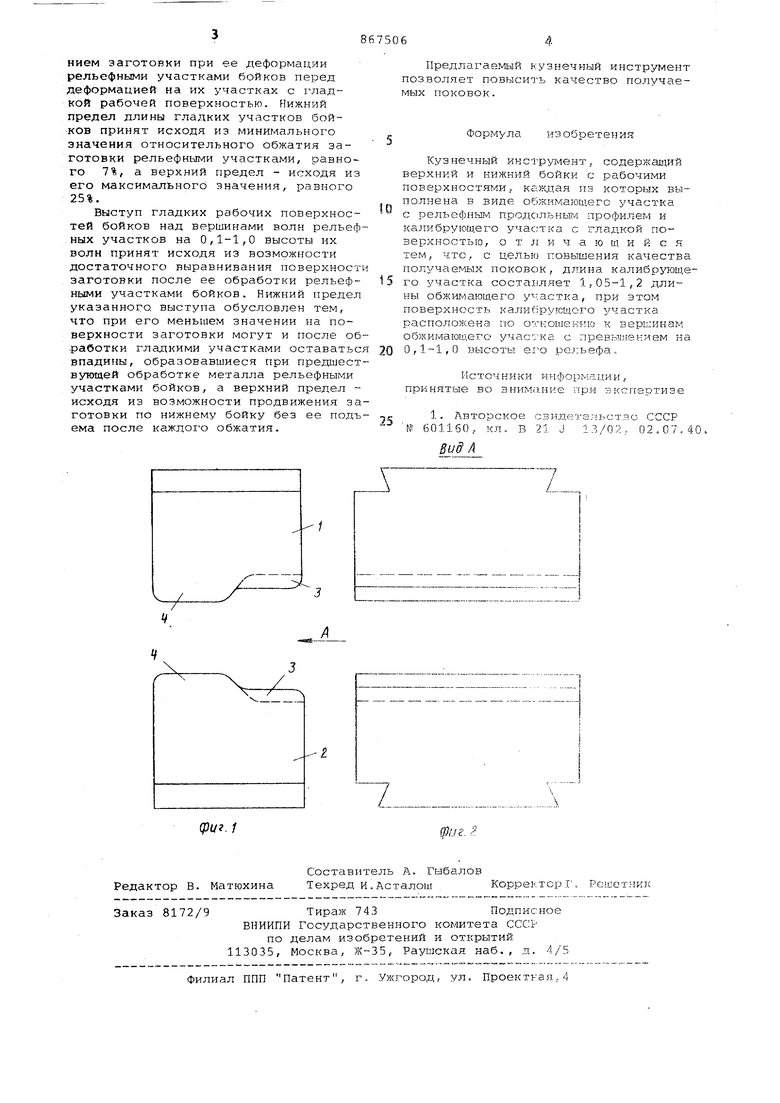
Изобретение относится к обработке металлов давлением, а именно к конструкциям кузнечного инструмента. Известен кузнечный инструмент, со держащий верхний и нижний бойки с рабочими поверхностями, каждая из которых выполнена в виде обжимающего участка с рельефным продольным профи лем и калибрующего участка с гладкой поверхностью Ull Недостатком известного кузнечного бойка является невысокое качество получаемых поковок из-за неравномерности деформации по длине поковки. Цель изобретения - повышение каче ства получаемых поковок. Указанная цель достигается в кузнечном инструменте, содержащем верхний и нижний бойки с рабочими поверхностями, каждая из которых выпол нена в виде обжимающего участка с рельефным продольным профилем и калибрующего участка с гладкой поверхностью, длина калибрующего участ ка составляет 1,05-1,2 длины обжимающего участка, при этом поверхност калибрующего участка расположена по отношению к вершинам обжимающего участка с превышением на 0,1-1,0 высоты его рельефа. На фиг. 1 изображена конструкция кузнечного инструмента, общий вид; на фиг. 2 - вид А на фиг.1. Кузнечный инструмент содержит верхний 1 и нижний 2 бойки с рабочими поверхностями, каждая из которых выполнена из обжимающего участка 3 с рельефным продольным профилем и калибрующего участка 4 с гладкой поверхностью. Длина калибрующего участка составляет 1,05-1,2 длины обжимающего участка, расположена по отношению к вершинам обжимающего участка с превышением на 0,,0 высоты его рельефа. При подаче в бойки 1 и 2 заготовка вначале деформируется обжимакицим участком с рельефным продольным профилем, а затем после следующей подачи этот же участок заготовки деформируется калибрующим участком с гладкой поверхностью. Окончательная ковка для получения гладкой поверхности заготовки может производиться с подачами в обеих направлениях. Выполнение калибрующего участка бойков длиной 1,05-1,2 длины обжимающего участка обусловлено удлинением заготовки при ее деформации рельефными участками бойков перед деформацией на их участках с гладкой рабочей поверхностью. Нижний предел длины гладких участков бойков принят исходя из минимального значения относительного обжатия заготовки рельефными участками, равного 7%, а верхний предел - исходя из его максимального значения, равного 25%,
Выступ гладких рабочих поверхностей бойков над вершинами волн рельефных участков на 0,1-1,0 высоты их волн принят исходя из возможности достаточного выравнивания поверхности заготовки после ее обработки рельефными участками бойков. Нижний предел указанного, выступа обусловлен тем, что при его меньшем значении на поверхности заготовки могут и после обработки гладкими участками оставаться впадины, образовавшиеся при предшествующей обработке металла рельефными участками бойков, а верхний предел исходя из возможности продвижения заготовки по нижнему бойку без ее подъема после каждого обжатия.
Ч/
ХN 7 X,..
Г1ре,цлагаег-1ый кузнечный инструмент позволяет повысить качество получаемых поковок.
Формула изобретения
Кузнечный инструЕмент, содержаадай верхний и нижний бойки с рабочими поверхностями, каждая из которых выполнена в виде оежимагощего участка с рельефныг - продольны / профилем и калибрующего участка с гладкой поверхностьга, отличающийся тем, что, с целью повышения качества получаемых поковок, длина калибруьэщ,его участка составляет 1.05-1,2 длины обжим:ающего участка, при этом поверхность калибрующего участка расположена по отношению к вершинам обжимающего с ггревышекием на 0,1-1,0 высоты eio рельефа.
Источники информации, принятгэте во внимание viprn экспертизе
