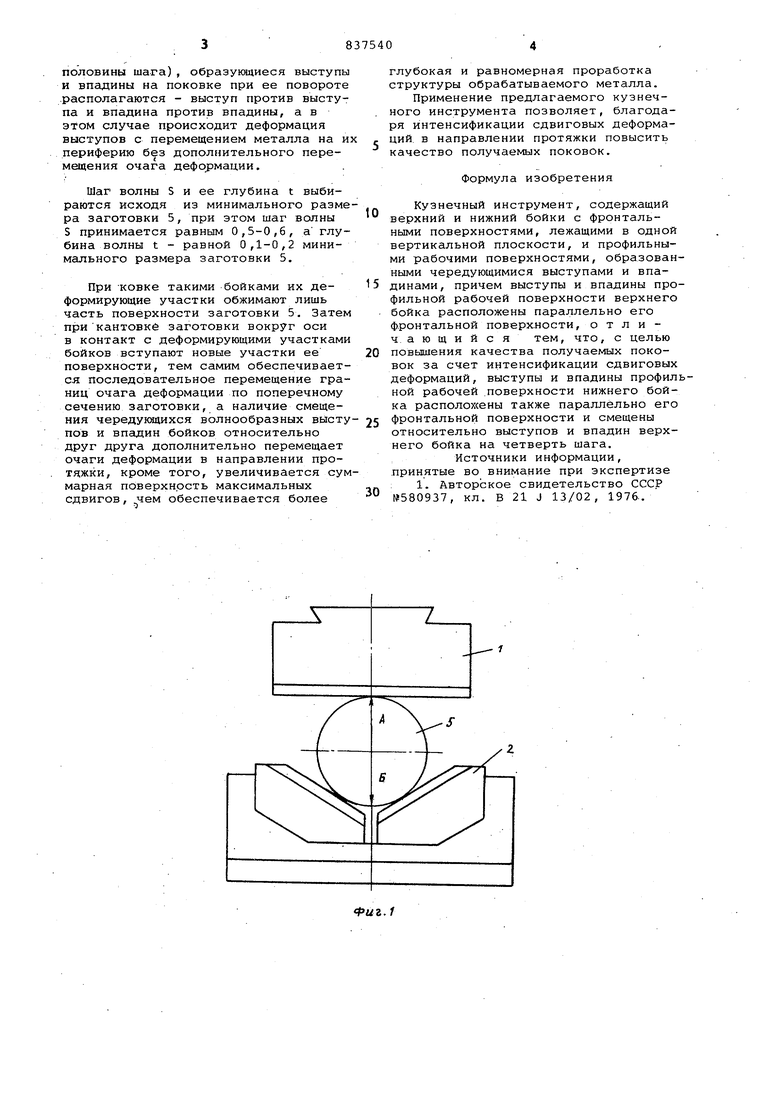
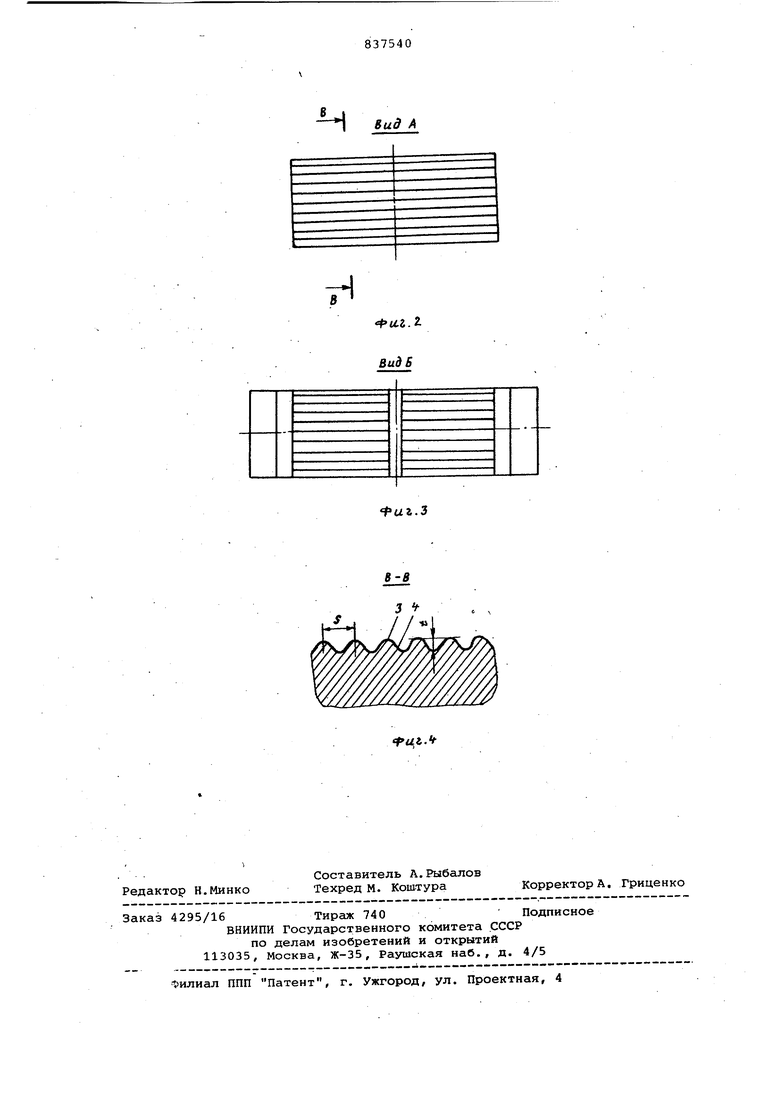
Изобретение относится к обработке металлов давлением, а именно к конструкциям кузнечного инструмента. Известен кузнечный инструмент, содержащий верхний и нижний бойки с фронтальными поверхностями, лежащими в одной вертикальной плоскости и профильными рабочими поверхностями, образованными чередующимися выступами и впадинами, причем выступы и впадины профильной рабочей поверхности верхнего бойка расположены параллельно его фронтальной поверхности . Однако на кузнечном инструменте получаются поковки невысокого качест ва из-за невысоких сдвиговых дефорг маций по объему обрабатываемой поковки . Цель изобретения - повышение качества получаемых поковок за счет интенсификации сдвиговых деформаций. Цель достигс1ется тем, что в кузне ном инструменте, содержащем верхний и нижний бойки с фронтальными поверх ностями, лежащими в одной вертикальной плоскости, и профильными рабочими поверхностями, образованными чередующимися выступами и впадинами, причем рыступы и впадины продольной рабочей поверхностью верхнего бойка расположены параллельно его фронтальной поверхности, выступы и впадины профильной рабочей поверхности нижнего бойка расположены также параллельно его фронтальной поверхности и смещены относительно выступов и впадин верхнего бойка на четверть шага. Такая форма рельефа возможна при любом сочетании верхнего и нижнего бойков: оба плоские; верхний плоский, нижний вырезной; оба вырезные. На фиг. 1 показан инструмент, общий вид на фиг. 2 - вид А на фиг.1; на фиг. 3 - вид Б на фиг.1; на фиг.4 сечение В-В на фиг.2. Кузнечный инструмент содержит верхний 1 и нижний 2 бойки. Рабочая поверхность каждого бойка выполнена волнообразной с выступами 3 и впадинами 4, продольные оси которых расположены параллельно продольной оси симметрии. Чередующиеся выступы 3 и впадины 4 одного бойка смещены на четверть шага относительно выступов и впадин другого бойка. При смещении выступов и впадин одного бойка относительно выступов и впадин другого бойка на величину, большую чем четверть шага (например.
половину шага), образующиеся выступы и впадины на поковке при ее повороте .располагаются - выступ против выступа и впадина против впадины, а в этом случае происходит деформация выступов с перемещением металла на и периферию без дополнительного перемещения очага деформации. .
Шаг волны S и ее глубина t выбираются исходя из минимального размера заготовки 5, при этом шаг волны S принимается равным 0,5-0,6, а глубина волны t - равной 0,1-0,2 минимального размера заготовки 5.
При -ковке такими бойками их деформирующие участки обжимают лишь часть поверхности заготовки 5. Затем прикантовке заготовки вокруг оси в контакт с деформирующими участками бойков вступают новые участки ее поверхности, тем самим обеспечивается последовательное перемещение границ очага деформации по поперечному сечению заготовки, а наличие смещения чередукицихся волнообразных вЫступов и впадин бойков относительно друг друга дополнительно перемещает очаги деформации в направлении протяжки, кроме того, увеличивается суммарная поверхность максимальных сдвигов, чем обеспечивается более
глубокая и равномерная проработка структуры обрабатываемого металла.
Применение предлагаемого кузнечного инструмента позволяет, благодаря интенсификации сдвиговых деформаций в направлении протяжки повысить качество получаемых поковок.
Формула изобретения
Кузнечный инструмент, содержащий верхний и нижний бойки с фронтальными поверхностями, лежащими в одной вертикальной плоскости, и профильными рабочими поверхностями, образованными чередующимися выступами и впадинами, причем выступы и впадины профильной рабочей поверхности верхнего бойка расположены параллельно его фронтальной поверхности, отличающийся тем, что, с целью
0 повышения качества получаемых поковок за счет интенсификации сдвиговых деформаций, выступы и впадины профильной рабочей поверхности нижнего бойка расположены также параллельно его
с фронтальной поверхности и смещены относительно выступов и впадин верхнего бойка на четверть шага.
Источники информации, принятые во внимание при экспертизе
1 Авторское свидетельство ССС.Р №580937, кл. В 21 J 13/02, 1976..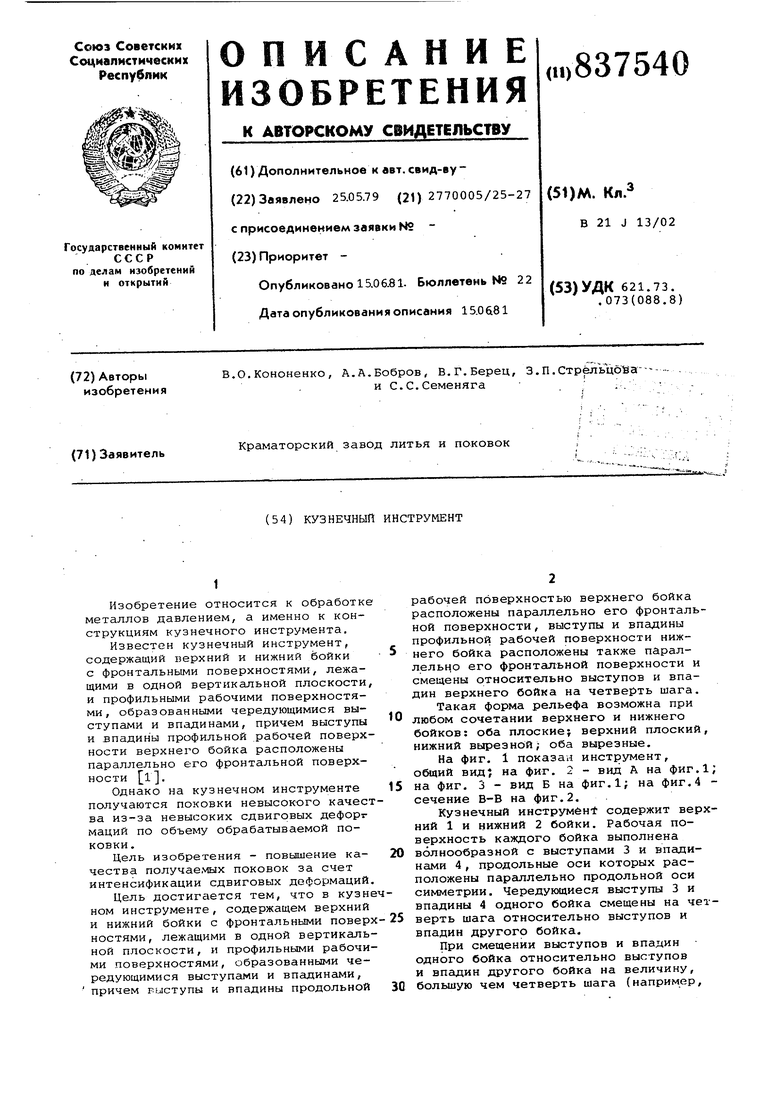
| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечный инструмент | 1987 |
|
SU1455470A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| Кузнечный вырезной боек | 1979 |
|
SU1049157A1 |
| Кузнечный инструмент | 1986 |
|
SU1386348A1 |
| Кузнечный инструмент | 1976 |
|
SU580937A1 |
| Заготовка для ковки | 1979 |
|
SU795689A1 |
| ЗАГОТОВКА ДЛЯ КОВКИ ИЗДЕЛИЙ | 1970 |
|
SU276707A1 |
| Инструмент для ковки заготовок | 1978 |
|
SU902968A1 |
| Кузнечный инструмент для протяжки | 1985 |
|
SU1359992A1 |
| ИНСТРУМЕНТ ДЛЯ КОВКИ | 1973 |
|
SU393018A1 |
6 I Вид
rl
.i Buds
.З
