Изобретение относится к обработке металлов давлением, в частности к кузнечным инструментам для изготовления поковок прямоугольного сечения.
Цель изобретения - повышение производительности процесса ковки.
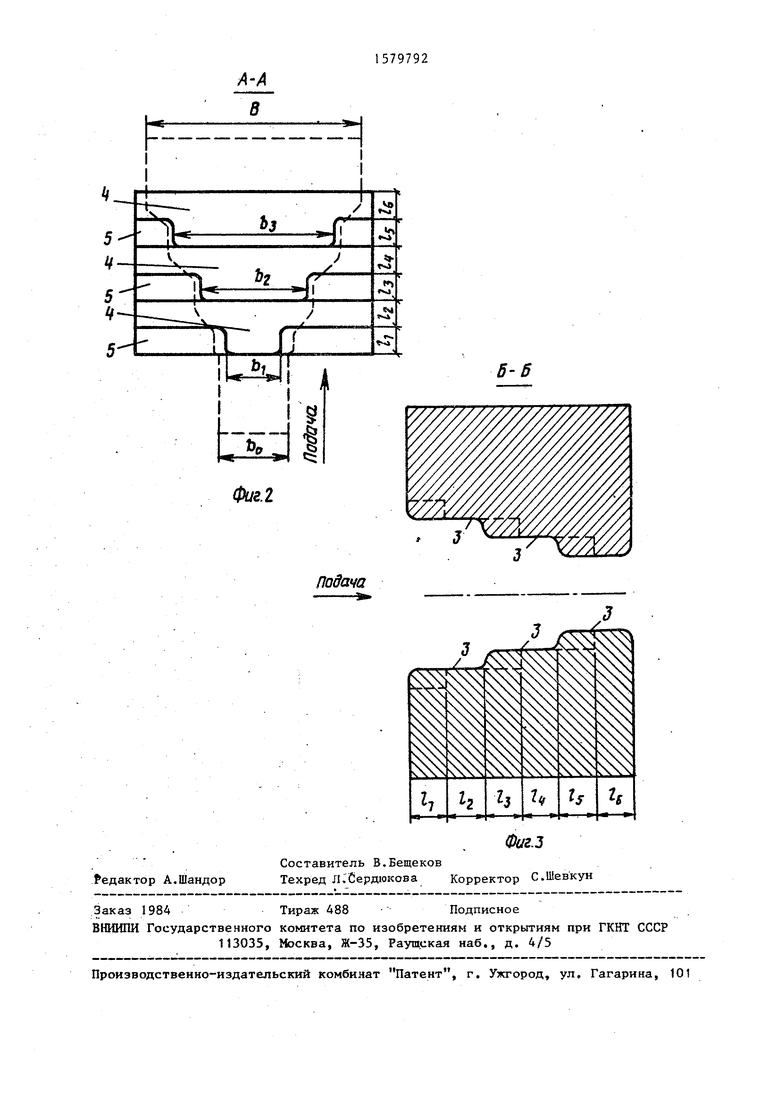
На фиг,1 представлен инструмент, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Инструмент содержит верхний 1 и нижний 2 вырезные бойки. Оба бойка выполнены многоступенчатыми 3 с равным количеством ступеней.
На фиг.1-3 изображены бойки с тремя ступенями. Длины первой и второй «. ступе ни равны 1, + 12 lj+ 14- Длина третьей ступени больше предыдущих за счет увеличения калибрующей части ступени 16; 16 1,3-2,01.
Если lg меньше 1,314, то на поковке могут оставаться следы от вдавленных центральных участков. Увеличивать калибрующий участок 3 6 больше чем 2,0 14 нецелесообразно, так как возрастают габариты кузнечного инструмента. На каждой ступени выполнены выступы 4, ширина которых увеличивается в направлении уменьшения раствора бойков Ъ, (фиг. 2). Выступы образованы боковыми вырезами 5 (фиг.З, пунктирные линии) с глубиной, равной перепаду высот ступеней. Длина выступов на всех ступенях одинакова 1 , 1} 15Ширина заготовки должна превышать ширину выступа первой ступени b в 1,4-1,8 раз. Эта величина экспериментально установлена и зависит от марки материала, степени деформации, для широкого класса сталей и сплавов обычно находится в пределах 1,4-1,8.
При конструировании бойков выбирают необходимую ширину выступа первой ступени бойка, а с учетом уширения% полосы определяют ширину выступов второй и третьей ступеней.
Инструмент используют следующим образом.
Прямоугольная заготовка шириной подается в раствор бойков на вы- ступ первой ступени шириной Ц .-Величина подачи равна значению . Подача при работе предлагаемым инструментом постоянна и равна S ч 1 L
1 - 1
„ 1„ 1,
4 JL5 Ри пеРвом обжатии высту- пы первой ступени вдавливаются в за- готовку. Осуществляется подача S и заготовка обжимается на всей длине первой ступени. На участке Ц происходит вдавливание выступов первой сту
пени, а на участке
Ч
раздача заготовки. Заготовка на участке 12 значительно уширяется, так как течение металла в направлении подачи сдерживается выступом второй ступени. За- тем осуществляется подача на величину S и заготовка деформируется на первой ступени и выступе второй ступени (участок Ц), При последующих подачах заготовка проходит вторую и третью ступени бойков.
На участках 1,,Ц,15 происходит вдавливание выступами соответствующих ступеней, а на участке 12,1ц. - v ра эдача заготовки. На участке 6 происходит калибрование заготовки до прямоугольного сечения.шириной В.
Формула изобретения
Кузнечный инструмент, преимущественно для поковок прямоугольного сечения, содержащий верхний и нижний вырезные бойки с многоступенчатыми поверхностями, с равным количеством ступеней, отличаюийся тем, что, с целью повышения производительности процесса, кажая ступень бойков выполнена с выступом, образованным двумя боковыми вырезами с глубиной, равной разнице высоте ступеней, при этом выступы выполнены с шириной, увеличивающейся в направлении уменьшения раствора бойков.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| Кузнечный инструмент | 1979 |
|
SU837540A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| Способ обработки заготовок | 1989 |
|
SU1697963A1 |
| Кузнечные вырезные бойки | 1975 |
|
SU673369A1 |
| Способ изготовления ступенчатой цилиндрической поковки | 1990 |
|
SU1791070A1 |
| Заготовка для ковки | 1979 |
|
SU795689A1 |
| Инструмент для радиальной ковки | 1983 |
|
SU1144753A1 |
| Способ изготовления ступенчатых поковок | 1981 |
|
SU996021A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
Изобретение относится к обработке металлов давлением и, в частности, к инструменту для ковки. Цель изобретения - повышение производительности процесса ковки. Инструмент содержит верхний и нижний вырезные бойки с многоступенчатыми рабочими поверхностями. Ширина выступов увеличивается в направлении уменьшения раствора бойков, а их глубина равна перепаду высот ступеней. При деформировании заготовки бойками происходит более интенсивное течение металла в поперечном направлении, что обеспечивает преимущественное течение металла центральной части заготовки. 3 ил.
I Б
нФиг.1
Подача
| Кузнечный инструмент | 1982 |
|
SU1138220A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
