Г
Изобретение относится к обработке металлов давлением и может быть применено при изготовлении поковок больших сечений из слитков весом до нескольких сотен тонн.
Известен кузнечный боек, содержащий основание.и рабочую часть с выпуклой криволинейной поверхностью и переходным участком с вогнутыми криволинейными поверхностями Cl3 .
Известная конструкция бойка не обеспечивает, качественной проработки центральной зоны поковки. Кроме того применение бойка с криволинейной поверхностью, находящейся в произвольном соотношении с радиусом обрабатываемого слитка, может привести к образованию дефектов в слитке из-за образования сдвигов и расслоений при деформировании.
Цель изобретения - повышение проработки осевой зоны крупногабаритных слитков.
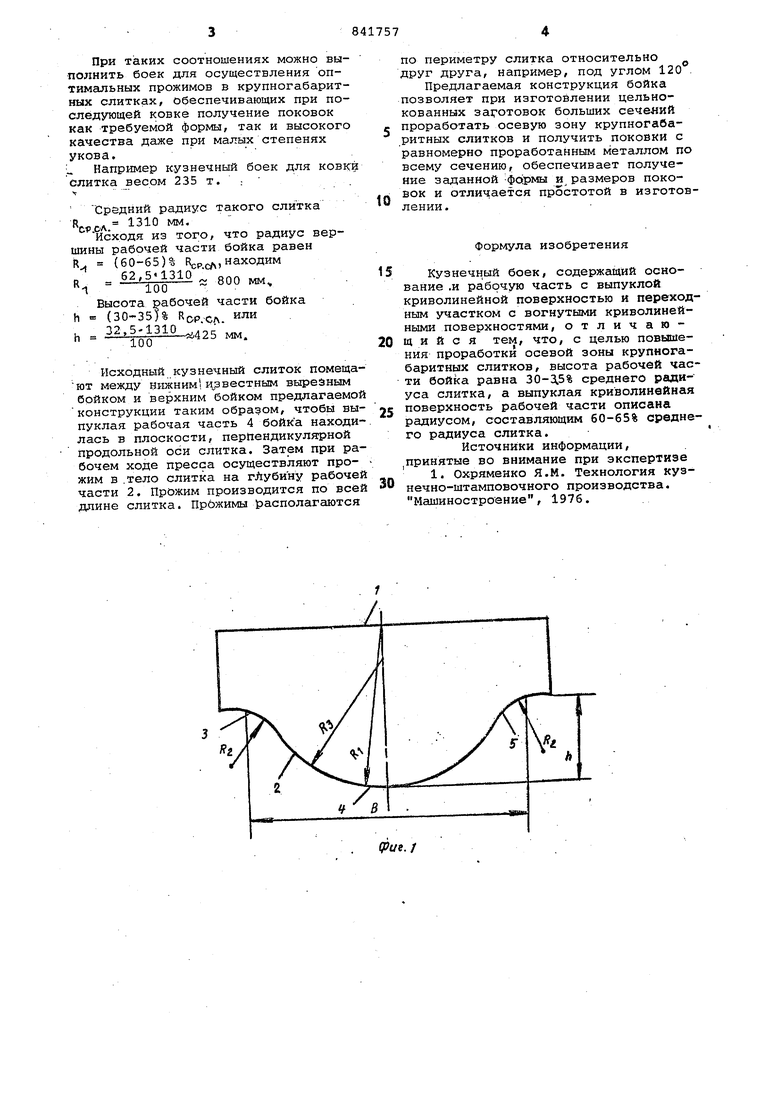
Поставленная цель достигается тем что высота рабочей части,бойка равна 30-35% среднего радиуса слитка, а выпуклая криволинейная поверхность рабочей части описана радиусом, составляющим 60-65% среднего радиуса слитка.
Предлагаемый боек позволяет осуществлять прожим слитка такой глуби- ны, при которой происходит расчленение жестких зон и очага деформации. Вогнутая часть бойка предотвращает образование острых углов на поверхности слитка и образование зажимов при последующей ковке.
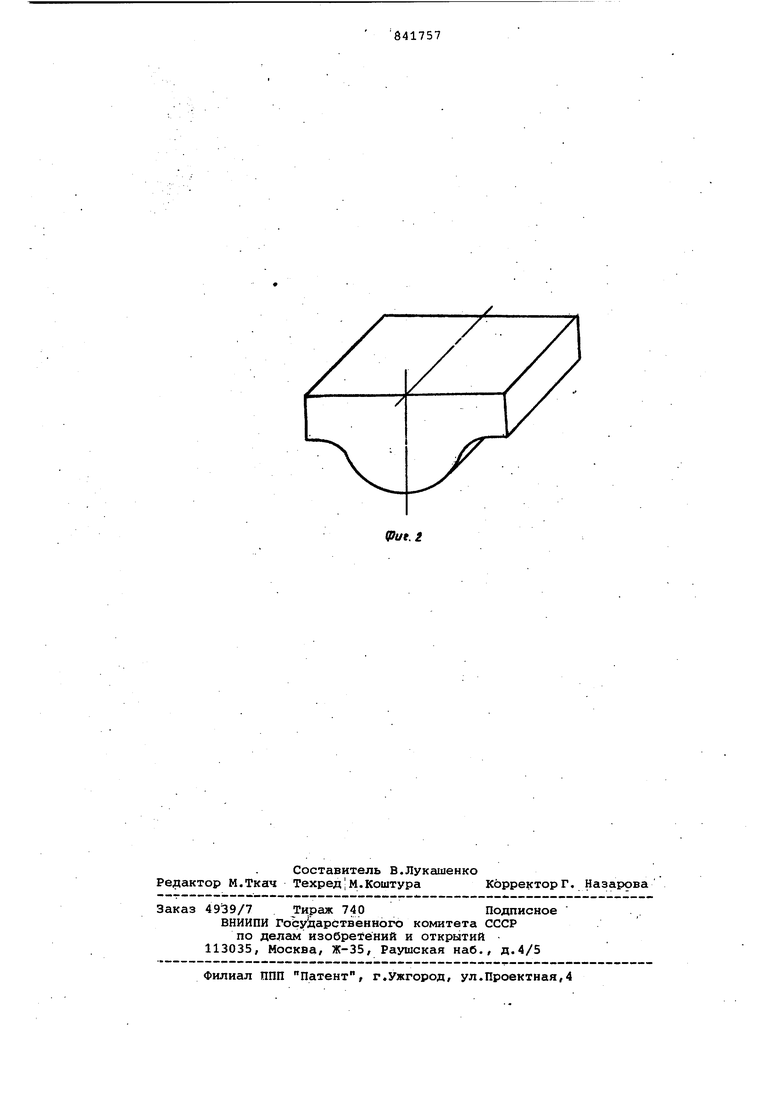
На фиг.1 изображен кузнечный боек,
0 поперечный разрез-, на фиг.2 - боек в аксонометрии.
Кузнечный боек содержит основание 1 и рабочую часть 2 с переходным участком 3. Рабочая часть состоит из выпуклой части 4 и вогнутой части 5.
5
Основание бойка может быть выполнено таким образом, что боек крепится непосредственно к прессу или плоским с отверстиями, обеспечиваквди0ми его крепление к любому плоскому бойку, как приставку. В зависимости от выбранной конструкции основания зависит общая высота бойка.
5
Рабочая часть бойка 2 выполняется, плавно переходящей из выпуклой вершины 4 в вогнутую часть 5,- при этом .радиус выпуклой части 4 составляет 60-65%, высота рабочей части 30-35%
0 от среднего радиуса слитка.
При TiaKHX соотношениях можно выполнить боек для осуществления оптимальных прожимов в крупногабаритных слитках, обеспечивающих при последующей ковке получение поковок как требуемой формы, так и высокого качества даже при малых степенях укова.
; Например кузнечный боек для ковкщ слитка весом 235 т. .
Средний радиус такого слитка
v. 1310 мм.
Исходя из того, что радиус вершины рабочей части бойка равен R, (60-65)% Rgp, находим
S .ЧЙ -«°°-.
Высота рабочей части бойка h (30-35)% КСРСЛ и
h 32, ,,s Исходный кузнечный слиток помеща ют между нижним известным вырезным бойком и верхним бойком предлагаемой конструкции таким образом, чтобы выпуклая рабочая часть 4 бойка находилась в плоскости, перпендикулярной продольной оси слитка. Затем при рабочем ходе пресса осуществляют прожим в .тело слитка на гЛубину рабочей части 2. Прожим производится по всей длине слитка. Прожимы t acпoлaгaютcя
по периметру слитка относительно друг друга, например, под углом 120 .
Предлагаемая конструкция бойка позволяет при изготовлении цельнокованных saipoTOBOK больших сечений проработать осевую зону крупногабаритных слитков и получить поковки с равномерно проработанным металлом по всему сечению, обеспечивает получение заданной -формы к размеров поковок и отличается простотой в изготовлении.
Формула изобретения
Кузнечный боек, содержеодий основание .и рабочую часть с выпуклой криволинейной поверхностью и переходным участком с вогнутыми криволинейными поверхностями, отличающийся тем, что, с целью повышения проработки осевой зоны крупногабаритных слитков, высота рабочей части бойка равна 30-3,5% среднего радиуса слитка, а выпуклая криволинейная поверхность рабочей части описана радиусом, составляющим 60-65% среднего радиуса слитка.
Источники информации, принятые во внимание при экспертиза
1. Охряменко Я.М. Технология кузнечно-штамповочного производства. Машиностроение, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Кузнечный инструмент | 1981 |
|
SU1017427A1 |
| Кузнечный вырезной боек | 1979 |
|
SU867510A1 |
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| Способ изготовления ступенчатой цилиндрической поковки | 1990 |
|
SU1791070A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| СПОСОБ КОВКИ КРУПНЫХ ВАЛОВ | 1992 |
|
RU2036745C1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |