Изобретение относится к сварочному производству, а именно к многоточечным машинам ког{тактной сварки, и может быть использовано для сварки, преимущественно, сотовых кон струкций. Известна сварочная машина для контактной многоточечной сварки, оснащенная каретками со сварочными головками с приводом шагового неремен1ения 1. Недостатком известной машины является конструктивно сложное выполнение узла изменения направления движения и необходимость выбора оператором оптимальных направлений перемещения кареток. Известна сварочная машина, оснащенная механизмом перемещения изделия, шаговым механизмом перемещения всей сварочной машины и системой программного управления 2. Недостатком известной машины является конструктивно сложное вьшолнение механизмов переме цения, необходимость перемещения всей сварочной машины относительно свариваемого изделия и механическая система програм много управления. Наиболее близкой к предлагаемой является машина, содержащая сварочные трансформаторы, сварочные пистолеты, стол для установки свариваемых изделий, механизм для установочного и щагового перемещения стола, а также систему программного управления 3. Недостатком машины является невозможность перемещения сварочных пистолетов относительно изделий, и отсутствие системы программного управления, что не позволяет сваривать изделия со сложной программой обхода злектродом изделия для установки большего количества сварных точек. Цель изобретения - повышение производительности и качества сварного соединения путем обеспечения оптимальной траектории перемещения сварочных часовок и стола. Поставленная цель достигается тем, что в систему программного управления введены блок начальной установки шаговых двигателей, блок определения направления их враще ния и блок фиксации шаговых двигателей, при этом блок начальной установки включен между выходами узла запирания и входами
схем совпадения, входы б;ижа определения вращения подключены к В1 хояам программного устройства и выходу генератора импз/лъсов, а выходы блока определе11ия нрэднения - ко входам распределителя импульсов, входы устройства фиксации подключены к программному устройству, а его выходы - ко входам узлс запирания.
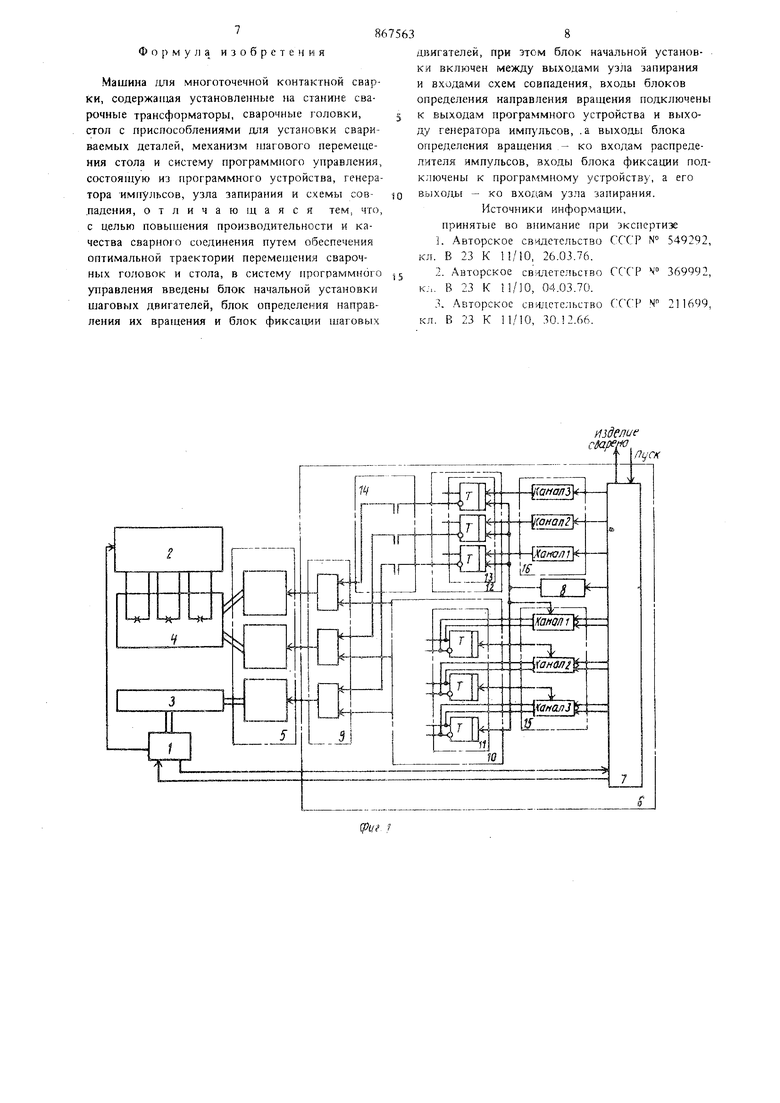
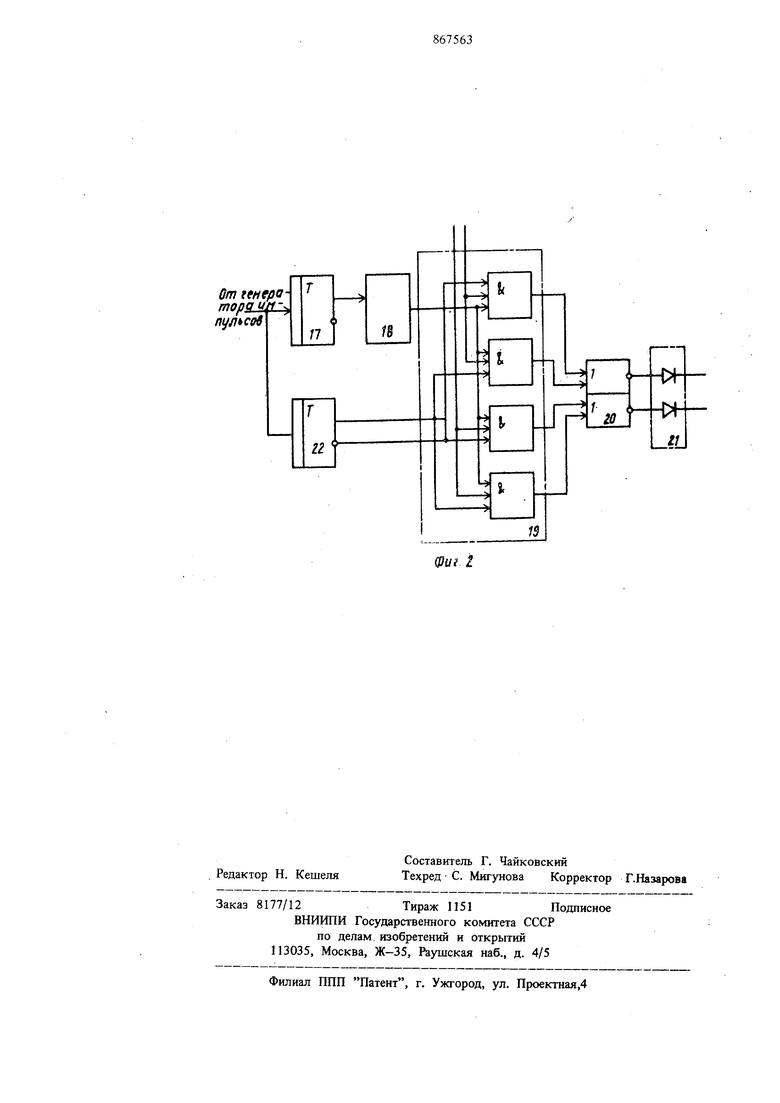
На фиг. приведена структ;,рная схема предлагаемой машины; на фиг. 2 - структурная схема одного из каналов устройства определения направления вращения шаговых элект родвигатедей.
)а содержит механизм 1 вертикального перемещения, который обеспечивает включения свароч ьгх траис(}1орматоров 2 5 1 одачу или нескольких coTOishTX конструкций, устаиояле51нь)х в приспособлениях стола 3, к сварочным головкам 4, iaKpciuieHHbiM па каретке.
Поворот стола п продольно-поггерочнос перемещение сварочных головок цля установки точек сварки на сотовой конструкции по задал- мои программе осущсствляего; от дигойь ;-;: двигателей 5. Орограм1«ное ncpeiv-emcjinc свароиых головок и стола с подачей команд на вклтче1 ие механизма вертикалыкм-;) исозмепеекия oбecпeч вaeт система 6 ппограммиого управления, которая состоит }гз ирО1рал|Мпого устройства 7, где хранится программа сааркк сотовых конструкции, reiFepaTOpa 8 нмпу гьсов, схем 9 совпадения расггределителя iG ммнульсов. внутри которого имеются входные триггеры 11 узла 12 загигознкя г зходттм.и триггерами 13.
Б систему программного управления noiitniиительно введен блок 14 начальной установки пгаговых двигателей, блок 15 опредслснк; иаг равления вра1цения игаговьЕх шнгагелей и С)лок 16 фу ксаиии нтаговь-х двигателей, ripiiICM последние два устройства нмегаг по : вдентич)ых в каждом устройстве каггала.
Устройство работает следуюктм образом.
После установки одьюй или неск:олы ;;;с сотовых конструкдий в приспособле гия us стол 4 оператор включает мап1ину М1{оготочеч ок контактной сварки, при этом контактные ВЬЕходь блока 14 начальной установки п агопь : двигателей разомкнуты в течение 2,5 с ov момента подачи напряжения на устройство многс;точечной контактной сварки. Этим обеспечивается начальная установка роторов ОНЕОСИТСЛЬио тиаговых двигателей 5, т.е. на статоров в течение 2,5 с подано напряже;т11е чрез схемы 9 совпадени 1 от распределителя 0 импульсов. Через 3,5 с контактньзе выхощ, блока 14 -нач-Ат кой установки шаговых двига1едей замыкаются м шаговые двигатели 5 обес7очиваются, так как часть входов схем 9 совпадения Ьудет подкдк1-1е а к инверсным вь ход;:м вкоднъгх триггеров 13 узла 12 запирания.
При подаче оператором ПУСК на вход рограмм1кзго устройства 7 на его эыходо, по; кЛ10че; кого к -епергтору 8 импульсов, локв1- тся разрешаюсшй :;игнал и 1 енератор 8 и лпул:асов начпет генерировать ик1 ульсьг упряилепкя,
Нрк Г ервом обращении логического О в огяче:кую 1 Г1ерекпя)чанзтся ахошиле триггеры :J уз;к 12 запирания. Это переключение обеспечивает подзгу на обмотки шаговых двигателей J напряжения от распределителя Ш )СОГ5 чгрсз схемы S ;;овпа,цеяия,
Гигяпл лсгическгя ; оступает в соответ:;тв -ги с : рО ранмой цсремзгце-гия к один из йхоао;; : a;i:;i:iOR блока 5 снрсделенпя наиравлсняя ирашсиии шаговьк ллиггтелей к в каксVJivi лналс ..,i-i:jaeTuJ С первым L-iv: ivJ bcO i ; уиравл;чия ( оисраторй о икг11ульсон. В результате :;тогз Но одноу Bxo,i;o3 каналов олока ;Э оппсдолсиий ;;и1п;м1ЛЕ;;--1к впнщсния
уС;;:.П;:;;ч v ;хг;л. ЬХ три.-геосн II рйспречел;;тс::я К; i;.vi:iy. з г;оло ке; кс,опеепечиваюiuc 1 ц 1оме цепчс ч-ола 1 ;t сиарс-п ;.; х гсгкшок 4
ii;e- iiuCTyn/yciii-ic и - кульсос упр ипле;п-;л (г; ( Н ;-;-,(ч; ;:; ,л.с:.11--с ( jKiCiUicii.c.Mi слк lU 5г-п;у::ьс():-5 рйс рсделпет;, ii(. ir; M)MOTi:;u ; ики ;;;)f:ix чккгиС i--i - lii.::-, .и:;;,:;: .;-:ем 9 :;с;впа;-,ения до .-;о;п:1:1 ;;м:ег(5 iii :рпграз-п ;ии: о усгройсг;;;. 7 Ий :С1;с;):мпр 8 --Niip.-: i,c:ji:;.
;;;i-c :0;-iiii n:n. i-CiicpiipOHai.: .i-.;i:v;i:)Ci:ii v ;;)u; ,;j ::|:-г( дв1-ла1елк
:i-iiLii ; i(: фи:-. i;;. UiiK ji iL Г f; лы-1Г.1те;1СК noмунан) :13 П 1О г;;:: ;чи(1-;) ,f:р(;й-лаа СИ-i-iaiiii ;i(:i iiMCCiCiii i7 Так к..г; к;;;;сль:Ч ч-л;:;;;; :1лок,; л1 ср;1ксп1.ии ;i a;i;Bbo: )O, .лик;:.сзси 1.)Ж1;г cXL:v/v г5ы;,ер:-;-ски в (;г-,1.;-г(м i-ic
чпдих )тих KiPiiLioi ;гоявл н тся .; зацсйжкой к; ро огчоркчио к BXi;;i:-i;jM. --е: ,;f:i:(;;io-i:-,:i;U:Tr: - к) .Сi;;-r :;г;-;-ге c6:vf:-i;, ;.гз-- ;Л1:1 Л hCOff -. Р:.опия к Ли:С КОК (Ьр1;:Са 1И1; jOlJpoii oi i,;:-,j;ii .vprvijp ч1-,ь;|,;:.: ;;srt
iofopoa,
C:ii об G: ключсг;; :11,-И;Кп: 1;;ч .)л-г;
дЫ-Па- fjICli 5 )СТУП.1. : . г:: . Л, Р p:j,-; К
J iLp;:ii р;;М.чи::е 3Ci; c;H; i j.o ;; i-.i::,ij;;;oe лодли-;- ;со аид}- ira ;;к ;;;;ис г-;: --,:;::; i;i;..i; I мерiixajibjiiro П1;рсмс:цсиия, ,-,. ,:;; oi//riec: ;зляет подъем стола 3, т.е.- подачу сотовых конструкций к сварочным головкам 4 и включение сварочных трансформаторов 2. После окочания цикла сварки с механизма 1 вертикального перемещения в программное устройство 7 поступает сигнал о необходимости следующего перемещения к машина многоточечной контактной сварки работает так же, как и при поступлении команды ПУСК.
Программное устройство 7 после всего цикла перемещений и сварки выдает снзнал ИЗДЕЛИЕ СВАРЕНО, оператор заменяет изделия и вновь подает команду ПУСК. Машина многоточечной контактной сварки работает аналогично.
Канал блока 15 определения направления вращения шаговых двигателей выполнен в виде последовательно соединенных входного тригера 17, схемы 18 формирования импульса определенной длительности, элементов 19 логического умножения, элемента 20 логического сложения, диодов 21, включенных своими анодами на вькоды элемента 20 логического сложения, а также триггеры 22 четности или нечетности прошедншх импульсов управления.
Канал работает следующим образом.
От программного устройства 7 на выходы сборки элементов 19 логического умножения поступают логические сигналы в те моме1 ты, когда необходимо произвести перемещение. Сигнал о начале движения, поступающий на верхние два элемента сборки элементов 19 логического умножения, сигнализирует об одном направлении вращения ротора шагового двигателя, а сигнал, поступающий на нижние два элемента сборки элементов 19 логического умножения - о другом направлении вращения.
Одновременно с поступлением одного из вьшленазванных сигналов на входы входного триггера 17 и триггера 22 четности и нечетности прошедших импульсов управления поступают импульсы управления от генератора 8 импульсов.
Поступление имгтульсов управления на вход входного триггера 17 обеспечивает переключение его лишь от переднего фронта первого из поступивших импульсов. Поступление импульсов управления на вход триггера 22 четности или нечетности прошедших импульсов обеспечивает работу триггера 22 четности или нечетности прошедших импульсов управления в режиме счета импульсов управления с переключением по заднему фронту импульсов.
Переключение вхо.чного триггера 17 вызывает появление импульса определенной длительности на выходе схемь 18 формирования импульсов определенной длительности, который nv crynaeT на Bxozibi сборки элементов 19 логического умножения. Выходной сигнал логической 1 появится лишь на выходе одного элемента сборки элементов 19 логического умножения и, поступая на вход элемента 20 логического сложения, вызывает ;1оявле1ше на
5 одном из выходов сигнала логического О.
Диоды 21, включенные на выходные элементы 20 логического сложения, служат для развязки выходов этого элемента с выходами одного из входных триггеров 11 рагпредели0 теля 10 импульсов (фиг. I).
Длительность сигнала логического О гч выходе элемента 20 логического сложения определена длительностью импульса на выходе схемы 18 формирования импульса опреде5 ленной длительности и меньше длительности импульса управления. Это позволяет, так как на выходные триггеры 11 распределителя 10 импульсов подаются импульсы от генератора 8 импульсов (фиг. I), установить входд ные триггеры 11 в нужное состояние до мо- .мента прохождения первого импульса управления.
В зависимости от числа прошедших импульсов управления изменится состояние триггера
5 22 четности или нечетности прошедших импульсов и сигнал от программного устройства 7, поступающего на верхние или нижние элементы сборки элементов 19 логического умножения, сигнал логического О может быть на разных выходах элемента 20 логичес0кого сложе1тия, что приведет к различ 1ой установке входных триггеров 11 распределителя 10 импульсов (фиг. 1), т.е. логический сигнал 1 до окончания прохождения первого импульса управления устанавливается либо на
5 прямом, либо на инверсном выходе, что приводит к изменению направления вращения роторов шагового двигателя.
Одновременное перемещение стола с изделиО ем или изделиями и сварочных головок позволяет снизить время перемещения от одной сварной точки к другой. Эти перемещения осуществляются от шаговых двигателей, что позволяет упростить конструктивно механизм шагового перемещения.
- Применение шаговых электродвигателей позволяет осуществлять перемещение сварочных головок стола по любым траекториям с высокой степенью тошости, что важно при
0 сварке дорогостоящих сотовых конструкций из материалов малых толщин для исключения деформации изделия и нанесения рисок на гранях сотовой конструкции.
Предлагаемая система nporpaMNraoro переме5 щения позволяет осуществ;гять перемещения
по оптимальным траекториям с выдачей команды на включение сварочного тока, оператор осуществляет лишь загрузку и разгрузку машины.
86
Фо 1мула изобретен Hi я
Машина идя многоточечной контактной сварки, содержания установленные на станине сварочные трансформаторы, сварочные головки, стол с приспособлениями для установки свариваемых деталей, механизм шагового перемещения стола и систему программного управления, состоящую из программного устройства, генератора имггульсов, узла запирания и схемы сов.падения, отличающаяся тем, что, с целью повышения производительности и качества сварною соединения путем обеспечения оптимальной траектории перемещения сварочных головок и стола, в систему программного управления введены блок начальной установки шаговых двигателей, блок определения направления их вращения и блок фиксации шаговых
двигателей, при этом блок начальной установки включен между выходами узла запирания и входами схем совпадения, входы блоков определения направления вращения подключены к выходам программного устройства и выходу генератора имгт)льсов, .а выходы блока определения вращения - ко входам распределителя импульсов, входы блока фиксации подключены к программному устройству, а его Вп1ходь - ко входам узла запирания.
Источники информации, принятые во в шмание при экспертизе
1.Авторское свидетельство СССР № 549292, кл. В 23 К 11/10, 26.03.76.
2.Авторское св 1детельство СССР № 369992, KJ,. В 23 К П/Ю, 04.03.70.
3.Авторское спяцстсльство СССР N 211699, кл. В 23 К 11/10, 30.12.66.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплекс для многоточечной контактной сварки | 1984 |
|
SU1348116A1 |
| Устройство слежения за стыком | 1987 |
|
SU1445880A1 |
| Устройство для управления шаговым двигателем | 1987 |
|
SU1607071A1 |
| Устройство для управления шаговым двигателем | 1983 |
|
SU1108600A1 |
| Устройство для автоматического контроля процесса сварки | 1984 |
|
SU1238921A1 |
| Устройство для контроля обрыва сварных соединений | 1986 |
|
SU1335939A1 |
| Устройство для регулирования величины деформации проводника при сварке давлением | 1988 |
|
SU1574405A1 |
| Устройство для управления шаговым двигателем | 1989 |
|
SU1646036A2 |
| Устройство для управления шаговым электродвигателем | 1977 |
|
SU1023614A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
изделие
ntjCK
-Т
Gm генероmofjgu -y
пульсов
