Изобретение относится к сварочному производству, а именно к многоточечным машинам контактной сварки, и может быть использовано для сварки преимуп1ественно сотовых конструкций.
Цель изобретения - создание сварочного комплекса из нескольких машин и единой системы управления для экономии аппаратных средств и проит- водственных площадей.
На фиг,1 приведена структурная схема комплекса с двумя одинаковыми машинами А и Б; на фиг.2-4 - структурные схемы введенных блоков.
Каждая сварочная машина содержит блок 1 включения механизма подъема стола, который подает установленную в приспособления стола 2 деталь под закрепленные на каретке сварочные го ловки 3. Первые (основные) входы блоков I машин А и Б соединены между собой и с выходом блока 4 управления механизмом подъема стола. Вторые дополнительно введенные разрешающие в-ходы блока 1 подключены к выходам блока 5 формирования сигналов разрешения. Механизм подъема стола включается только при подаче сигналов на оба входа. Если на столе есть де- таль и она подана под сварочные головки, на выходе блока 1 появляется сигнал.
Выходные сигналы блоков машины А и Б пос гупают в дополнительно вве- денный в систему 6 управления блок 7 анализа. Этот блок выдает сигналы продолжения или остановки работы в программное устройство 8.
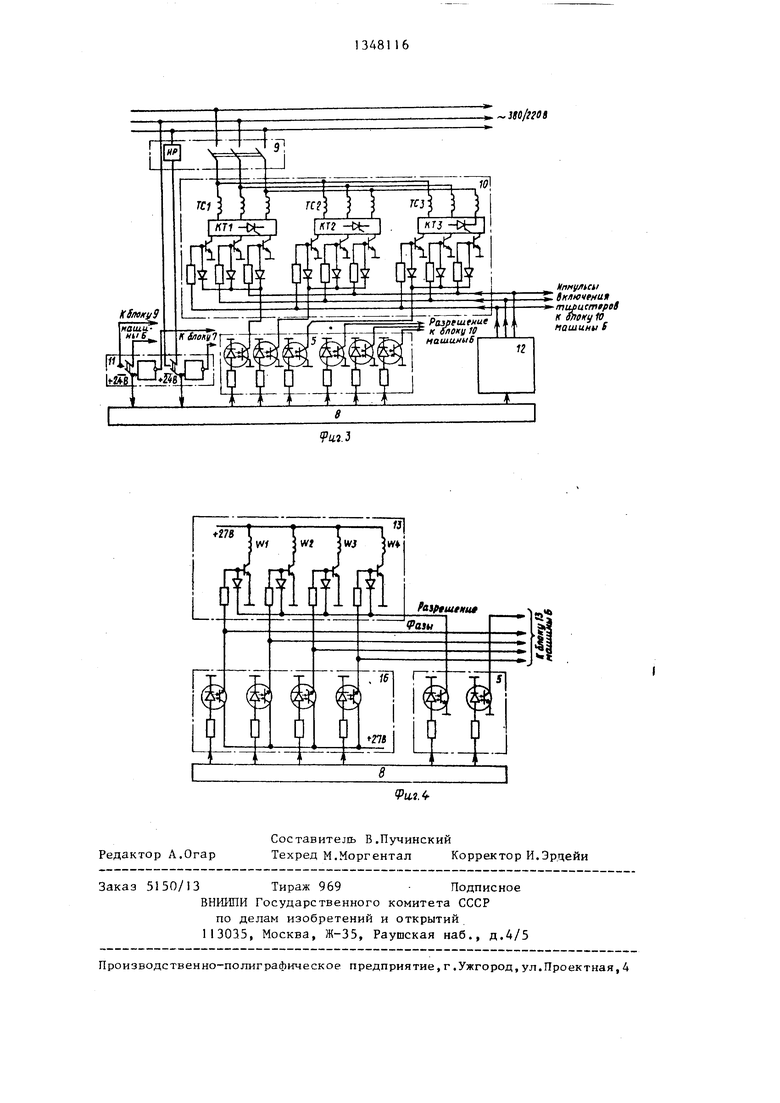
Ток в сварочные головки 3 подает- ся от сварочной сети (например, 380/220 В) через блоки 9 и 10 включения силового напряжения и сварочного тока. Блок 9 подает силовое напряжение на блок 10 при условии, что на дополнительный разрешающий вход блока 9 подан сигнал с дополнительно введенного блока 11 формирования сиг налов включения.
Управляет блоком 11 оператор, ко- торый имеет возможность вьшести из работы неисправную сварочнукт машину, а также ввести в работу новую или отремонтированную. Сигналы с блока 11 одновременно поступают на програм- мное устройство 8, которое учитьшает фактическое состояние комплекса.
При проведении сварки сигналы поступают с блока 12 управления свароч
10
15
20 530
35
40 45-
50 gg
162
ным током на все блоки 10, т.е. сварка производится всеми тзключенными машинами одновременно.
Поворот стола 2 и продольно-поперечное перемещение г оловок 3 осуществляются тремя идентичными каналами шаговых перемещений. Каждый канал состоит из шагового двигателя со своими блоками 13, 14 или 15 включения, непей разрешения и управления. Сигналы разрешения перемещения поступают из блока 5 отдельно на дополнительные входы каждого из блоков 13-15 сварочных машин А и Б. Блок 16 управления шаговыми двигателями имеет три выхода, к которьм подк.пючены основные входы блоков 13 - 15 обеих машин, т.е. на каждой машине в одно и то же время производятся одинаковые перемещения.
Таким образом, все перемещения головок 3 и стола 2, включение сварочного тока производятся по командам и под контролем системы 6 управления с программным устройством 8, где хранится программа сварки изделия.
Комплекс работает следующим образом .
Перед началом работы оператор при помощи блока 11 включает исправные сварочные машины и отключает неисправные или фактически отсутствующие. При этом на разрешающие входы блоков 9 исправных машин подаются сигналы включения, а соответствующие им информационные сигналы - в программное устройство 8.
На исправных машинах оператор устанавливает на столах 2 свариваемые детали и дает команду Пуск. По этой команде программное устройство 8 вводит состояние комплекса как сигналы с выходов блоков 11 и 7 формирования сигналов включения и анализа соответственно. При первом включении все устройства исправных машин должны-находиться в исходном положении, что контролируется по выходным сигналам блока I включения механизма подъема стола. Если это условие выполняется, то программное устройство 8 через блок 5 формирования сигналов разрешения и блоки 16, 12 и 4 управления шаговыми двигателями, сварочным током и механизмом подъема стола соответственно начинает выдавать программно-заданную последовательность сигналов разрешения и управления одповременно на все однсптменные устрон , ства включения исправных машин. Исполнение команд контролируеI СИ по сигналам блока 1, которые анализируются блоком 7 системы 6 управления. Если технологические опкрапии выполняются без нарушений и своевременно устанавливаются новые и снимаются сваренные детали, то они повторяются циклически. При обнаружении нарушени блок 7 анализа выдает на программное устройство 8 сигнал прекращения управления .
Процесс может быть продо. по команде Пуск после устранения неисправности или отключения отказаппюй машины при помощи блока 11.
Для установки головок 3 и стола 2 в исходное положение псполт чуется специальная программа. Если одно ит
устройств на данной машине находится в исходном положении, то блок 7 сигнализирует об этом прог раммному устройству 8, которое через блок 5 снимает сигнал разрешения с входа соответствующего устройства включения. На другой машине процесс устан(твки одноименного устройства продолжается так как с него сигнал разрсмиении не снят.
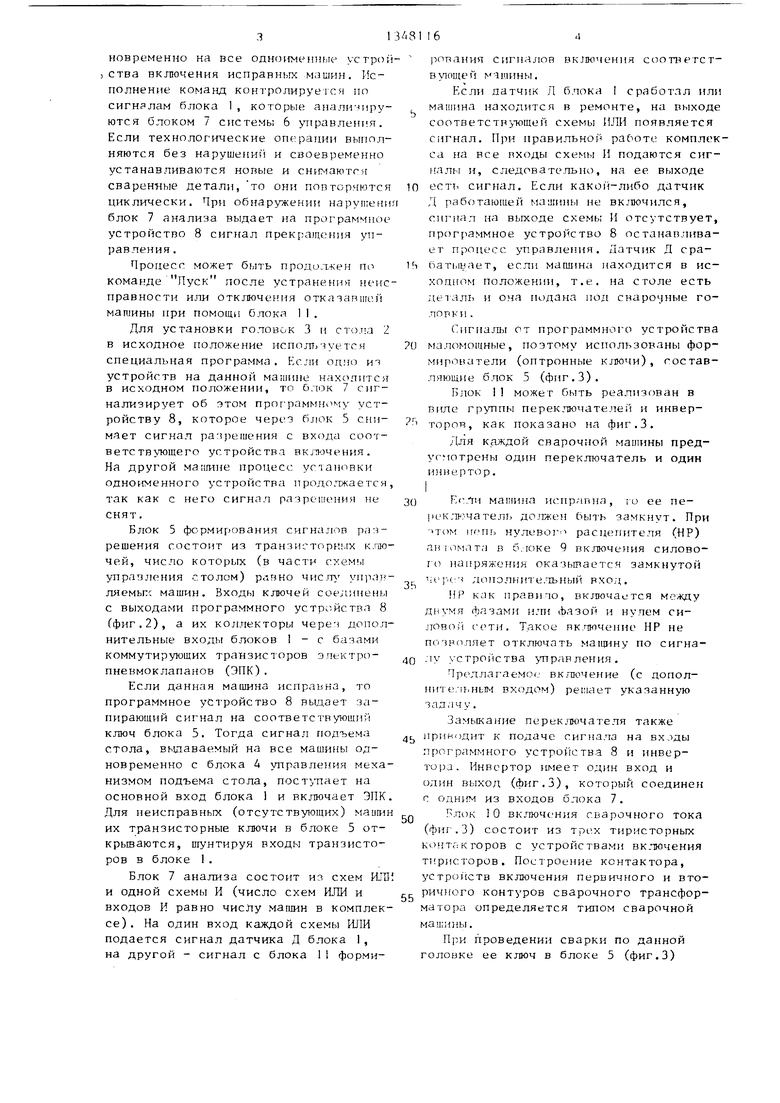
Блок 5 формирования сигналов разрешения состоит из транзисторн.гх к.пю- чей, число которых (в части схем .г управления столом) рлвно чис. yiipaj - ляемьп машин. Входы ключей соединены с выходами программного устрс.йства 8 (фиг.2), а их коллекторы через дополнительные входы блоков - с базами коммутирующих транзисторов электро- пневмоклапанов (ЭПК).
Если данная машина исправна, то программное устройство 8 выдает запирающий сигнал на соответствующий ключ блока 5. Тогда сигнал подъема стола, выдаваемый на все одновременно с блока 4 упраБле}{ия механизмом подъема стола, пост тгает на основной вход блока 1 и включает ЭПК Для неисправных (отсутствующих) маимн их транзисторные ключи в блоке 5 от- крьшаются, пгунтируя входы транзисторов в блоке 1.
Блок 7 анализа состоит из схем ШИ и одной схемы И (число схем ИЛИ и входов И равно числу машин в комплексе) . На один вход каждой схемы ИЛИ подается сигнал датчика Д блока 1, на другой - сигнал с блока 11 форми
ропания сигналов включен1 я соответст- в аощей машины.
Если датчик Л блока I сработал или машина находится в ремонте, на выходе соответств -юшей схемы ИЛИ появляется сигнал. При правильно работе комплекса на все входы схемы И подаются сигналы и, следовате.пьно, на ее выходе естт- сигнал. Если какой-либо датчик Д работаюшей машины не включился, сигнал на выходе схемь; И отсутствует, программное устройство В останавливает процесс управления. Датчик Д сра- пат|,1вает, если машина находится в исходном положении, т.е. на столе есть деталь и она подана под сварочные ГО- ЛОРКИ .
Сигналы от программного устройства маломощные, поэтому использованы формирователи (оптронные ключи), составляющие блок 5 (фиг.З).
Блок 1 может быть реализован в виде группы переключателей и инвер- торов, как показано на фиг.З.
71ля каждой сварочной машины предусмотрены один переключатель и один и)шертор.
I КсЛи машина исправна, го ее пер(Ч : : Чатель должен быть замкнут. При чтом ircnr, нулево - - расцепителя (ИР) ан1омлта в блоке 9 включения силового )1апряжения оказьтается замкнутой
ЗЬ
li i .f:-; дополнительный вход.
ИР как правиао, включается между днумя фазами или фазой и нулем си- J7oвoй с ети. Такое включение HP не позволяет отключать ма1цину по сигна- 40 лу ycTpoiicTBa тграв леьгия .
Предлагаемое включение (с дополнительным входом) решает указанную задачу.
Замькание переключателя также 45 приводит к подаче сигнала на программного устройства 8 и инвертора. Инвертор имеет один вход и один выход (фиг.З), который соединен с одним из входов блока 7. rj-jУ лок 10 включения сварочного тока
(фиг .З) состоит из трех тиристорных торов с устройствами включения тиристоров. Построение контактора, устройств включения первичного и вто- g ричного контуров сварочного трансформатора определяется типом сварочной машины.
При проведении сварки по данной головке ее ключ в блоке 5 (фиг.З)
закрыт сигналом с устройства 8. Тогда импульсы включения тиристоров, подаваемые с блока 12 на все одноименные (одной фазы) тиристоры одновременно, включают только те из них, на которые подан сигнал разрешения.
Если головка не вьшолняет данную сварку, то ее ключ в блоке 5 открывается сигналом с программного устройства 8. При этом импульсы включения по данной головке шунтируются через ее дополнительный вход в блоке 10 и ключ в блоке 5.
Блок 16 управления шаговым двигателем (фиг.Д) содержит группу формирователей (усилителей). Базы транзисторов включения обмоток шаговых двигателей соединены через разделительные диоды с дополнительным входом, К этому входу подключен ключ блока 5 (сколько шаговых двигателей на всех машинах - столько ключей).
Если привод работать не должен, то ключ в блоке 5 открывается и шунтирует через дополнительные входы блока 13 сигналы управления. Аналогично происходит управление шаговыми двигателями посредством блоков 14 и 1 5, Блок 5 формирования сигналов разрешения позволяет одной системе 6 управления одновременно управлять несколькими сварочными машинами, согласуя их фактическое число с возможностями системы 6 управления при помощи блока 11 формирования сигналов . включения.
Введение в блоки включения силового напряжения, сварочного тока, шаговых двигателей и механизма подье- ма стола дополнительных разрешающих входов, а в систему управления - блока формирования сигналов разрешения существенно расширяет функциональные возможности комплекса, а наличие блока анализа повьппает его эксплуатационные характеристики за счет снижения брака и времени поиска неисправности.
Изобретение обеспечивает экономию аппаратурных средств системы управления и производственных площадей,
Формула изобретения
Комплекс для многоточечной контактной сварки, состоящий из блока
включения сварочного тока, шаговых двигателей и механизма подъема стола, системы управления, включающей программное устройство и блоки управления шаговыми двигателями, сварочным током и механизмом подъема стола, о т- личающийс я тем, что, с целью экономии аппаратных средств и производственных площадей при одновременном управлении несколькими сварочными машинами от одной системы управления, он снабжен блоками формирования сигналов включения и разрешения, блоком анализа сигналов и блоком включения силового напряжения,
при этом блоки включения силового напряжения, сварочного тока, шаговых двигателей и механизма подъема стола в каждой сварочной машине имеют дополнительные разрешающие входы, выходы блока формирования сигналов
включения соединены с дополнительными входами блоков включения силового напряжения и входами блока анализа и программного устройства, выходы блока
формирования сигналов разрешения соединены с дополнительными входами устройств включения сварочного тока, шаговых двигателей и механизма подъема стола, а входы этого блока - с выходами программного устройства, блок анализа включен между выходами блока формирования сигналов включения и блока включения механизма подъема стола и входами программного устройства,
блоки управления шаговыми двигателями, сварочным током и механизмом подъема стола включены между выходами программного устройства и основ- ньми входами их устройств включе ия 380/2 208
fui.f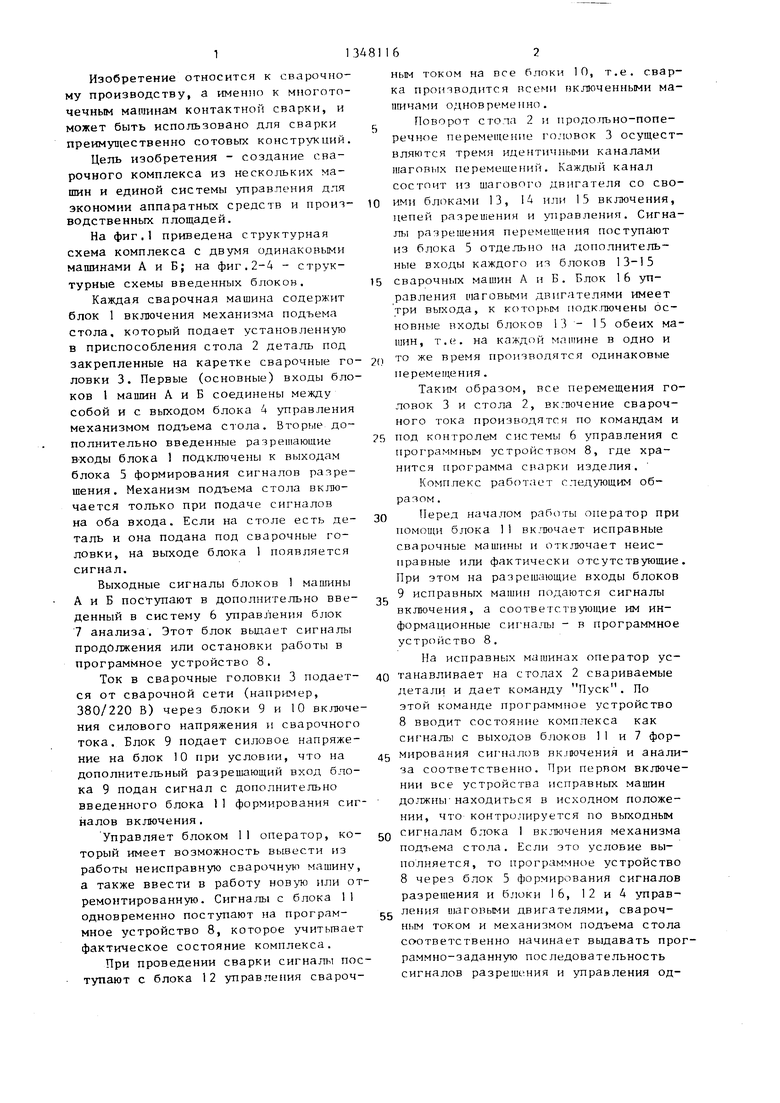
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИРОВАНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ УСТРОЙСТВА БЕЗОПАСНОСТИ ГРУЗОПОДЪЕМНОЙ МАШИНЫ | 2004 |
|
RU2277065C2 |
| Машина для многоточечной контактной сварки | 1979 |
|
SU867563A1 |
| Устройство для программного управления шаговым двигателем | 1985 |
|
SU1314312A1 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
| Устройство для программного управления сварочной машиной | 1973 |
|
SU488191A1 |
| СИСТЕМА ЭЛЕКТРОПИТАНИЯ КОРАБЕЛЬНОГО ИНФОРМАЦИОННО-УПРАВЛЯЮЩЕГО КОМПЛЕКСА | 2004 |
|
RU2267849C1 |
| Устройство контроля режимов сварки дугового автомата | 1983 |
|
SU1155402A1 |
| Устройство для перемещения и колебаний сварочной горелки | 1988 |
|
SU1547995A1 |
| УНИВЕРСАЛЬНО-РАСПРЕДЕЛЕННАЯ ГИБРИДНАЯ СИСТЕМА УПРАВЛЕНИЯ КОЛЛАБОРАТИВНЫМ МНОГОЦЕЛЕВЫМ РОБОТОМ С МАШИННЫМ ЗРЕНИЕМ | 2018 |
|
RU2710709C1 |
| УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО ПРИВОДА | 2004 |
|
RU2276405C1 |
Изобретение относится к сварочному производству и м.б. использовано для сварки преимущественно сотовых конструкций. Целью изобретения является создание сварочного комплекса из нескольких машин и единой системы управления для экономии п- паратных средств и производственных площадей. Для достижения цели в структуре блоков включения силового напряжения, сварочного тока, шаговых двигателей и механизма подъема стола каждой машины предусмотрены разрешающие входы, которые соединены с выходами блоков формирования сигналов включения и разрешения. Сигналь, с датчиков положения стола и сварочных головок каждой машины поступают на введенный в систему управления блок анализа. В программном устройстве хранятся программы перемещений сварочных головок, стола и включения тока. В процессе работы система управления, принимая сигналы блока -формирования сигналов включения, выдает сигналы разрешения и управления только на исправные машины, что обеспечивает их одновременную и синхронную работу. При возникновении неисправности блок анализа вьщает сигнал на программное устройство, которое останавливает работу. После устранения неисправности или отключения машины от сварочной сети при помощи блока формирования сигналов включения работа комплекса может быть продолжена. 4 ил. (Л 00 4 ЭО 9д 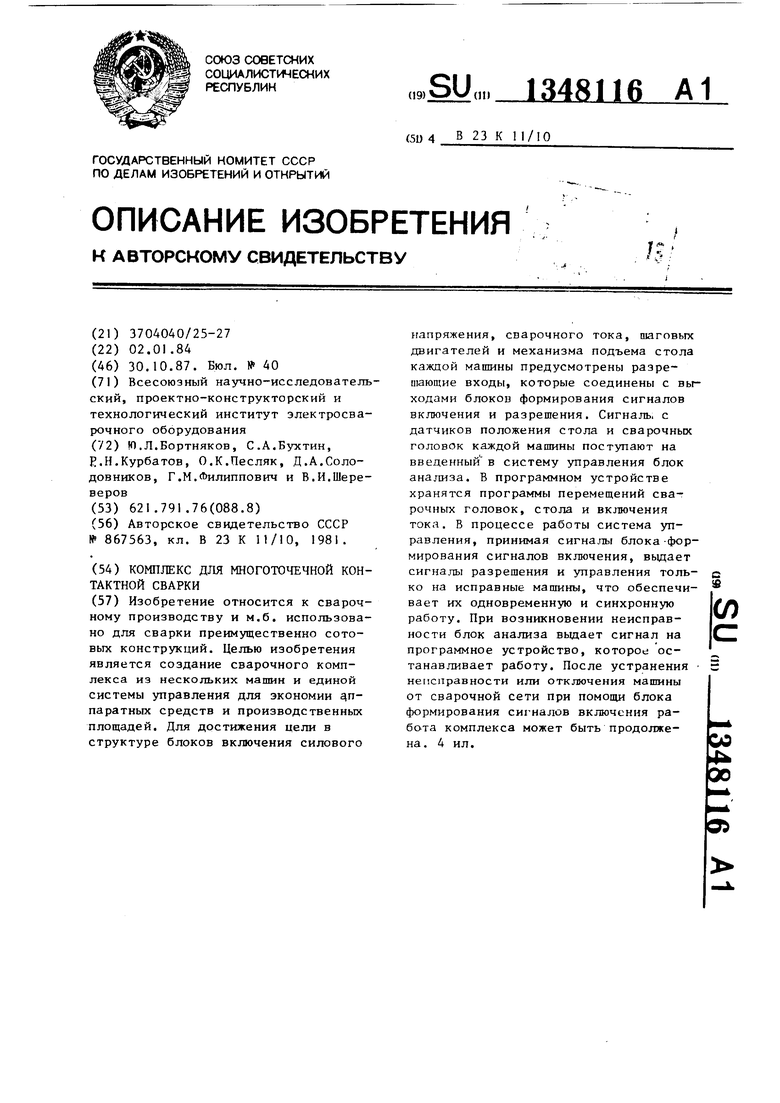
(риг. 2
т/ггов
Кпнульсы йкяючении mufutrrtpot К аяоку io нашинч S
Редактор А.Огар
Составитель В.Пучинский
Техред М.МоргенталКорректор И.Эрдейи
Заказ 5150/13Тираж 969Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Машина для многоточечной контактной сварки | 1979 |
|
SU867563A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
