(54) УСТРОЙСТВО ДЛЯ НАМОТКИ СТЕКЛОНИТИ НА ОПРАВКУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для производства стеклопластиковых изделий методом намотки | 1975 |
|
SU729075A1 |
| Устройство для намотки нитевидного материала | 1986 |
|
SU1361095A1 |
| Способ намотки стеклонити | 1973 |
|
SU561701A1 |
| Устройство для непрерывной намотки нити | 1983 |
|
SU1137046A1 |
| ЗАПРАВКИ ПЕРВИЧНЫХ СТЕКЛОНИТЕЙ НА ВРАЩАЮЩУЮСЯ ОПРАВКУУСТРОЙСТВО | 1968 |
|
SU211066A1 |
| Установка для получения непрерывного стекловолокна | 1985 |
|
SU1301795A1 |
| Устройство для намотки нитевидного материала | 1985 |
|
SU1284922A1 |
| Устройство для намотки нити | 1986 |
|
SU1375550A1 |
| Устройство для непрерывной намотки нитевидного материала | 1986 |
|
SU1370042A1 |
| Машина для перемотки нитей с бобин в мотки-либиты для изготовления авровых тканей | 1989 |
|
SU1643389A1 |
1
Изобретение относится к производству изделий из стеклопластиков методом намотки на вращающуюся оправку первичных стеклоносителей, .вытягиваемых непосредственно из электропечей (так называемым одностадийный метод), а также стеклоносителей и жгутов, предварительно наработанных на бобину.
Известно устройство для намотки стеклонити на оправку, содержащее держатель оправки, механизм заправки нити на оправку с заправочной бобиной, раскладчик и привод со схемой управления 1.
Известное устройство обладает рядом недостатков и не может быть применено в промышленной установке, где в определенном замкнутом технологическом цикле перемещается поток оправок, а именно в установках, которые работают по односта-дийному методу. Кроме того известное устройство требует наличия больщой зоны обслужива ния.
Цель изобретения - обеспечение автоматизации намотки на оправку.
Указанная цель достигается тем, что механизм заправки ниги имеет каретку, на которой закреплена заправочная бобина, Г-образный рычаг, установленный с возможностью охватывания оправки, и рычаг для завода нити в раскладчик, соединенный посредством концевых выключателей со схемой управления приводом.
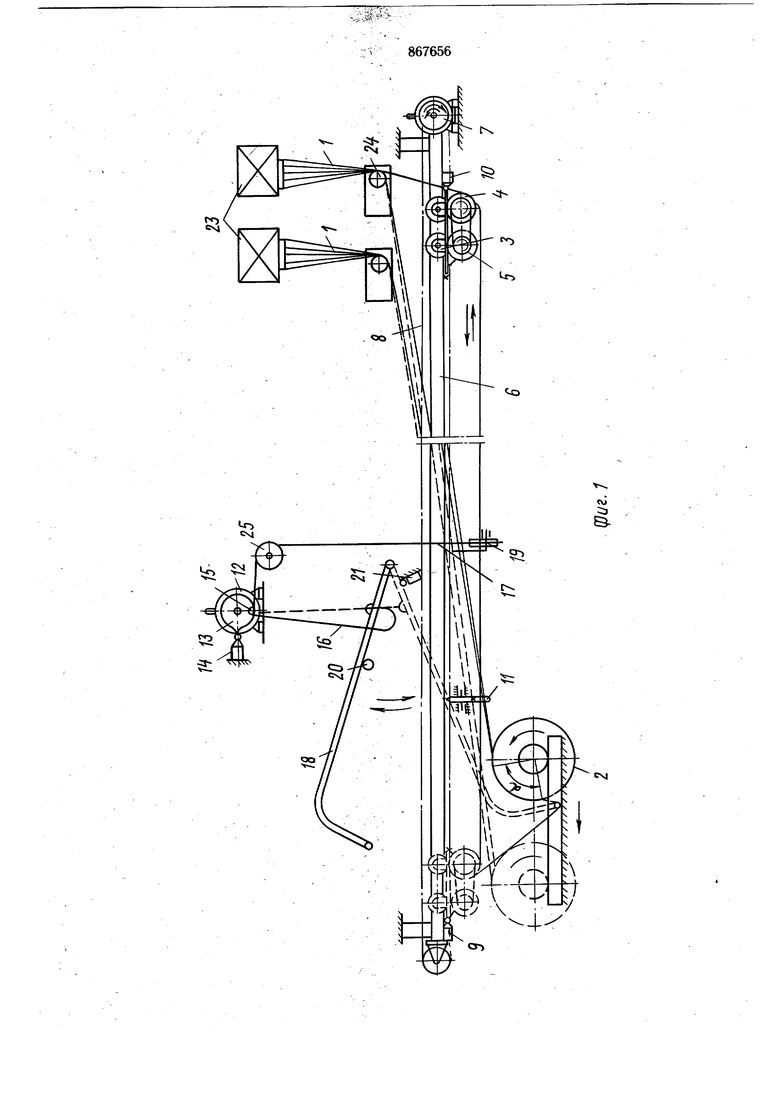
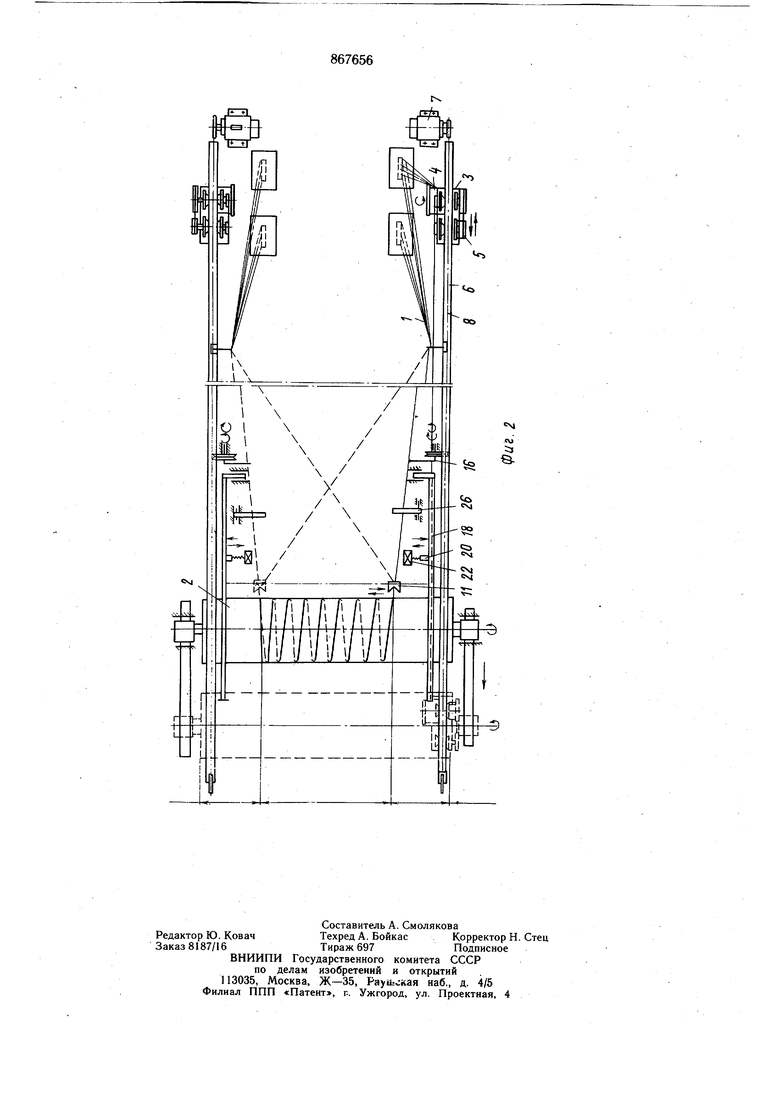
На фиг. 1 изображено предлагаемое уст5 ройство, вид сбоку; на фиг. 2 - то же, вид сверху.
Устройство для намотки стеклонити 1 на оправку содержит держатель оправки 2, механизм заправки нити на оправку, имеющий каретку 3, на которой закреплена заправочная бобина 4, работающая от привода 5. Каретка 3 перемещается по направляющей 6 от привода 7 и цепной передачи 8. По концам направляющей 6 установлены концевые выключатели 9 и 10, соответствую15 щие крайним положениям каретки 3.
Объединенные одним циклическим приводом механизм заправки нити и раскладчик 11 предназначены для перезаправки нити с заправочной бобины 4 на оправку 2 с последующим заводом заправленной нити 20 в зону раскладки для захвата ее нитеводителем.
Общий циклический привод выполнен в виде мотор-редуктора 12, на валу которого
установлен диск 13 с кулачком, воздействующий на путевой выключатель 14. На диске 13 установлен ролик 15, на котором закреплены концы тросов 16 и 17.
При вращении диск 13 соединен тросом 16 с Г-образным рычагом 18, а тросом 17 - с рычагом 19 для завода нити в раскладчик 11.
В верхнем положении Г-образный рычаг 1 удерживается фиксатором 20, а в нижнем положении воздействует на путевой выключатель 21. Фиксатор 20 взаимодействует с электромагнитом 22.
Стеклонить 1 при вытягивании из электропечи 23 огибает ролик 24.
Перевод стеклонити 1 из зоны заправки в зону раскладки осуществляется рычагом 19 через систему блоков 25. С нитераскладчиков 11 нить сбрасывается копиром 26.
Устройство работает сл;едующим образом.
Первичная стеклонить 1 вытягивается из стеклоплавильной печи 23 и, огибая ролик 24, заправляется на бобину 4 каретки 3. Включается привод 5 вращения бобины, после чего каретка 3 с бобиной 4 с помощью привода 7 транспортируется по направляющей 6 к оправке 2.
В зоне заправки концевым выключателем 9 подается сигнал на отключение привода перемещения каретки. От того же сигнала электромагнитом 22 втягивается фиксатор 20 и освобождает падающий Г-образный рычаг 18, который опускается под действием собственного веса и увлекает за собой стеклоиить 1, огибая ею оправку. После достижения необходимого угла охвата стеклонить 1 захватывается вращающейся оправкой 2.
Падающий Г-образный рычаг 18 в своем нижнем положении воздействует на путевой выключатель 21, который дает сигнал на включение привода 12. При этом диск 13 приводит в движение тросы 16 и 17, выполняющие роль гибких щатунов. С помощью троса 16 осуществляется подъем Г-образного рычага 18, а с помощью троса 17 через систему блоков 25 и рычага для завода нити осуществляется перевод нити из зоны заправки в зону раскладки, где нитеводитель раскладчика 11 подхватывает стеклонить 1 и обеспечивает ее укладку на оправку 2 в определенной последовательности. Происходит иамотка стеклонити 1 на вращающуюся оправку 2.
Падающий Г-образный рычаг 18 в крайнем верхнем положении фиксируется подпружиненным фиксатором 20, рычаг 19 для завода нити возвращается в исходное положение пружиной (не показано).
Все движения подъема падающего Г-образного рычага 18 и рычага 19 для завода
нити осуществляется за один оборот диска 13, после чего последний воздействует на путевой выключатель 14, который отключает привод подъема рычага 18 и привод 5 вращения бобииы 4, и включает привод 7 перемещения каретки 3.
Каретка 3 транспортируется к стеклоплавильным печам 23 и в исходном положении останавливается по команде путевого выключателя 10.
Заправка и намотка оборванной стеклонити 1 на оправку 2 от соответствующей печи 23 производятся без остановки процесса намотки остальных стеклонитей.
Для осуществления непрерывности процесса выработки и намотки стеклонитей 1 устройство намотки обеспечивает также и перезаправку нити с одной оправки на другую после .окончания намотки изделия. При этом стеклонить 1 копиром 26 сбрасывается с нитеводителя раскладчика 11 и под действием сил натяжения переходит из зоны раскладки в зону заправки.
Оправка 2, непрерывно наматывая стеклоиить 1, перемещается на позицию полимеризации, а ее место заинмает следующая оправка. Затем включается электромагнит 22, освобождающий фиксатор 20 падающего Г-образиого рычага 18,. который под действием собственного веса перемещается вниз, увлекая за собой пучок стеклонитей. В дальнейшем все операции производятся аналогично, с той лишь разницей, что каретка 3 с бобиной 4 в процессе перезаправки стеклонитей не участвует.
Таким образом, предлагаемое устройство позволяет автоматнзировать процесс намотки стеклонитей на вращающуюся оправку получаемых из многих электропечей.
Формула изобретения
Устройство для намотки стеклонити на оправку, содержащее держатель оправки, механизм заправки нити на оправку с заправочной бобиной, раскладчик и привод со схемой управления, отличающееся тем, что, с целью автоматизации процесса намотки, механизм заправки нити имеет; каретку, на которой закреплена заправочная бобина, Г-образный рычаг, установленный с возможностью охватывания оправки, и рычаг для завода нити в раскладчик, соединенный посредством концевых выключателей со схемой управления приводом.
Источники информации, принятые во внимание при экспертизе
M
:э Q.
