(54) ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический прошивной пресс | 1976 |
|
SU664845A1 |
| Вертикальный гидравлический пресс | 1983 |
|
SU1098830A1 |
| Горизонтальный гидравлический пресс | 1985 |
|
SU1581599A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМИРОВАНИЯ СТРУЖЕЧНО-ЦЕМЕНТНЫХ ПЛИТ | 2003 |
|
RU2263025C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ ТВЕРДЫХ ОТХОДОВ В БОЧКЕ И РАСПРЕССОВКИ ЗАПОЛНЕННОЙ БОЧКИ С КРЫШКОЙ В БРИКЕТ | 2010 |
|
RU2453437C2 |
| Вертикальный гидравлический пресс | 1981 |
|
SU1009809A1 |
| Гидравлический пресс | 1975 |
|
SU582102A1 |
| Гидравлический брикетировачный пресс | 1973 |
|
SU451544A1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2448835C1 |
| НИЖНЯЯ ПОПЕРЕЧИНА ГИДРАВЛИЧЕСКОГО ЭТАЖНОГО ПРЕССА | 1999 |
|
RU2173264C2 |
I
Изобретение относится к обработке металлов давлением, а именно к конструкции вертикальных гидравлических прессов.
Известен вертикальный гидравлический пресс, содержащий верхнюю и нижнюю поперечины, стянутые колоннами с неподвижной плитой с центральным отверстием, в направляющих которой размещен ползун рабочие цилиндры, плунжеры которых закреплены к верхней поперечине, и возвратные цилиндры, смонтированные на неподвижной плите 1.
Недостатком данного пресса является невозможность изготовления изделий трубчатой формы, и удаления их из зоны прессования без увеличения высоты здания цеха.
Цель изобретения - обеспечение возможности изготовления изделий трубчатой формы и удаление их из зоны прессования без увеличения высоты здания цеха, что расширит технологические возможности пресса и позволит наряду со штамповкой изделий производить прессование вверх трубчатых изделий большого диаметра и длины.
Указанная цель достигается тем, что в вертикально гидравлическом прессе.
содержащем верхнюю и нижнюю поперечины, стянутые колоннами с неподвижной плитой с центральным отверстием, в направляющих которой размещен ползун, рабочие цидиндры, плунжеры которых закреплены Ё вертикальном гидравлическом прессе, содержащем верхнюю и нижнюю поперечины, стянутые колоннами с неподвижной плитой с центральным отверстием, в направляющих которой размещен ползун, рабочие ццлиндры, плунжеры которых закреплены
fО к верхней поперечине, и возвратные цилиндры, смонтированные на неподвижной плите, верхняя поперечина выполнена в виде двух балок, образующих между собой проем, к каждой из которых прикреплены соответствующие плунжеры рабочих цилиндров, при
;s этом ползун выполнен полым.
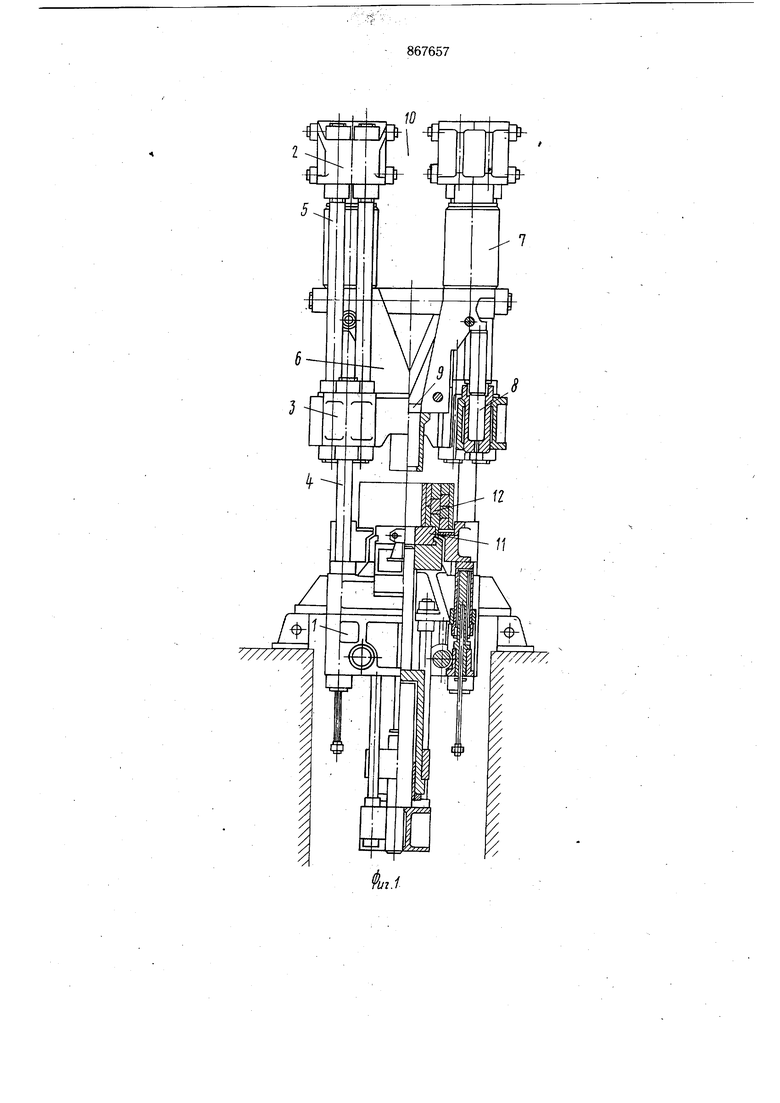
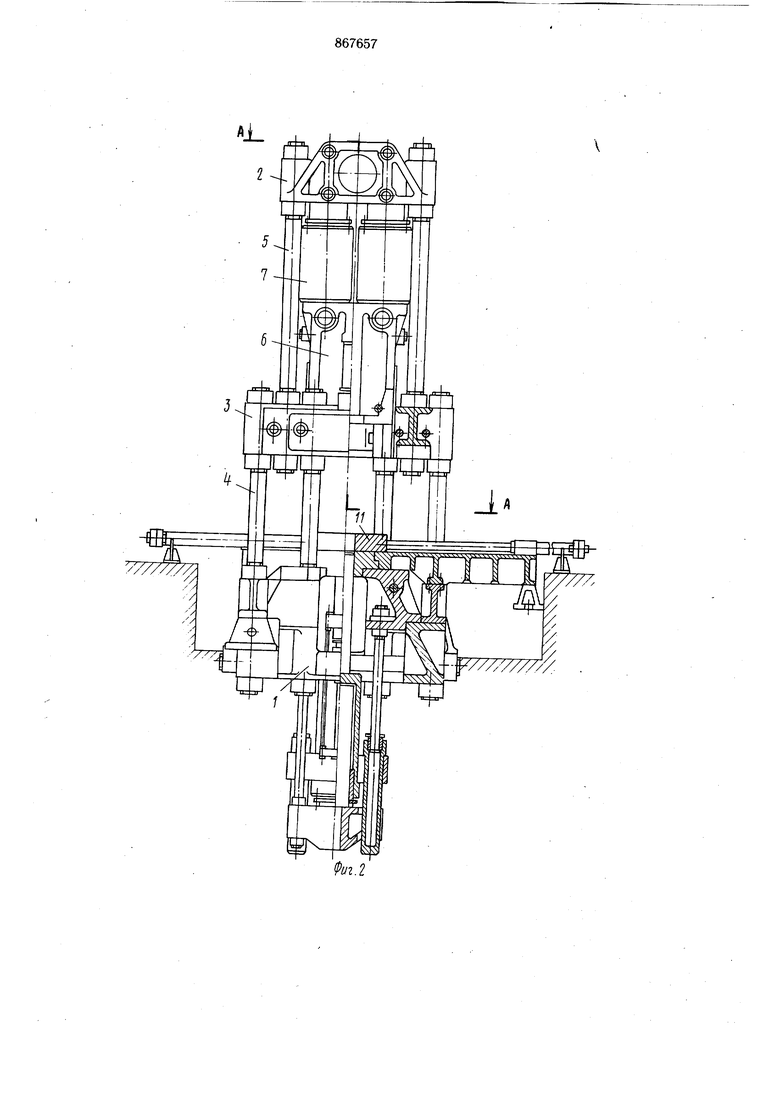
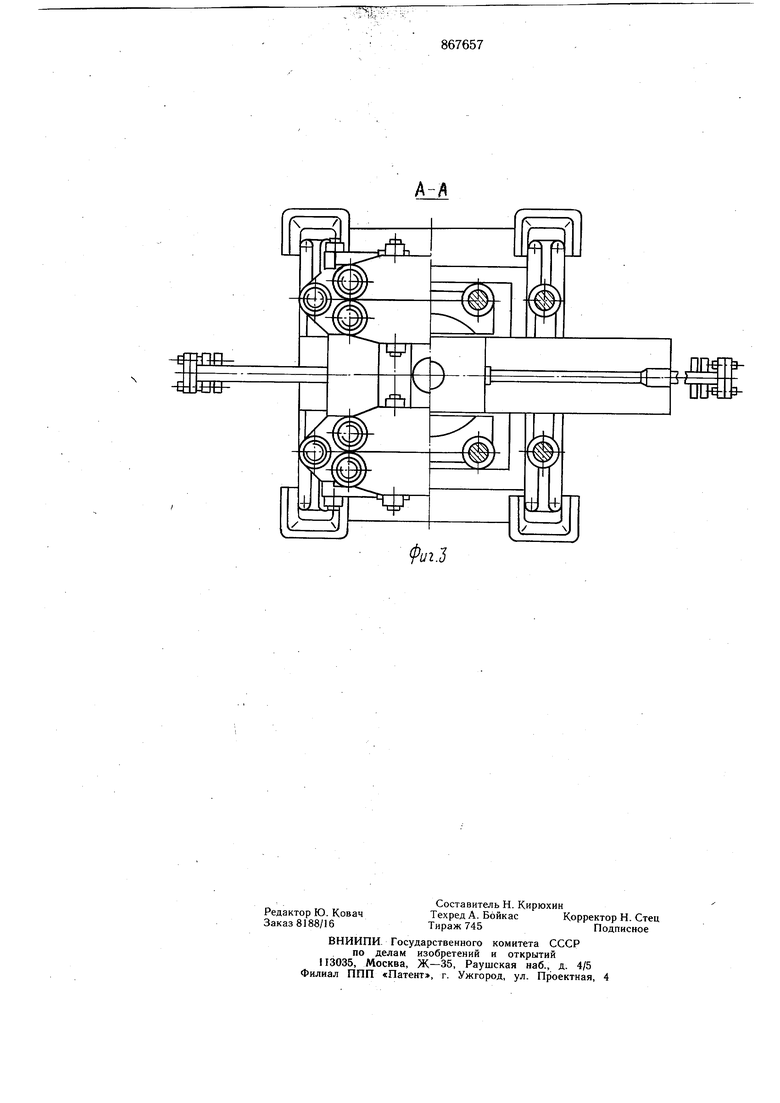
На фиг. 1 представлен пресс, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 2.
Вертикальный гидравлический пресс содержит станину, включающую нижнюю по20перечину 1, верхнюю поперечину, выполненную из двух несвязанных между собой балок 2, промежуточную плиту 3, связанную с нижней и верхней поперечинами колоннами 4 и 5. В направляющих промежуточной плиты 3 размещен ползун 6, на который опираются днища рабочих цилиндров 7, а их плунжеры крепятся к соответствующим балкам 2 верхней поперечины. Подъемные цилиндры 8 установлены в промежуточной плите 3 и их плунжеры упираются в ползун пресса, который имеет сквозное центральное отверстие 9.
Балки верхней поперечины станины расположены так, что между ними образован сквозной проем 10.
На столе 11 пресса в режиме штамповки закрепляется нижний полущтамп, а на ползуне 6 - верхний полущтамп. В режиме прессования на столе пресса закрепляется контейнер 12 со смазочной щайбой и матрицей, а на ползуне 6 - пресс-щтемпель, на нижней прощивной системе закрепляется игла (не показано).
Пресс работает следующим образом.
В режиме щтамповки пресс работает по общеизвестной технологии. Для прессования труб производится переналадка пресса. Штампы убираются, на столе пресса закрепляется контейнер 12, на ползуне 6 -
пресс-щтемпель, на нижней прощивной системе - игла.
Прессование труб может производиться - как из полых заготовок, так и из сплошных заготовок.
Прессование труб из полых заготовок осуществляется следующим образом.
В контейнер помещают нагретую заготовку, смазочную щайбу и матрицу. Ходом нижней прощивной системы игла вводится в отверстие заготовки и ходом ползуна 6 производится выпрессовка трубы вверх. После прессования дополнительным ходом иглы производится отделение пресс-остатка от трубы. Труба удаляется из пресса вверх через проем 10 с помощью мостового крана.
Игла перемещается вниз, контейнер поднимается и пресс-остаток с матрицей из пресса удаляются.
При прессовании труб из сплошных заготовок последнюю помещают в контейнер 12,
затем устанавливают осадочную плиту и
ходом иглы производят прощивку заготовки,
после чего операции по прессованию трубы
производят описанным выше способом.
Наличие свободной центральной зоны,
а также сквозного проема между балками верхней поперечины станины позволяет производить на прессе прессование трубчатых изделий вверх, а также их удалять из зоны прессования без увеличения высоты здания цеха.
I
Формула изобретения
Вертикальный гидравлический пресс, содержащий верхнюю и нижнюю поперечины, стянутые колоннами с неподвижной плитой с центральным отверстием, в направляющих которой размещен ползун, рабочие цилиндры, плунжеры которых закреплены к верхней поперечине, и возвратные цилиндры, смонтированные на неподвижной плите, отличающийся тем, что, с целью расщирения технологических возможностей путем обеспечения возможности изготовления изделий трубчатой формы и удаления их из зоны прессования без увеличения высоты
0 здания цеха, верхняя поперечина выполнена в виде двух балок, образующих между собой проем, к каждой из которых прикреплены соответствующие плунжеры рабочих цилиндров, при этом ползун выполнен полым.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 341290, кл. В 30 В 1/32. 17.03.71.
