;о
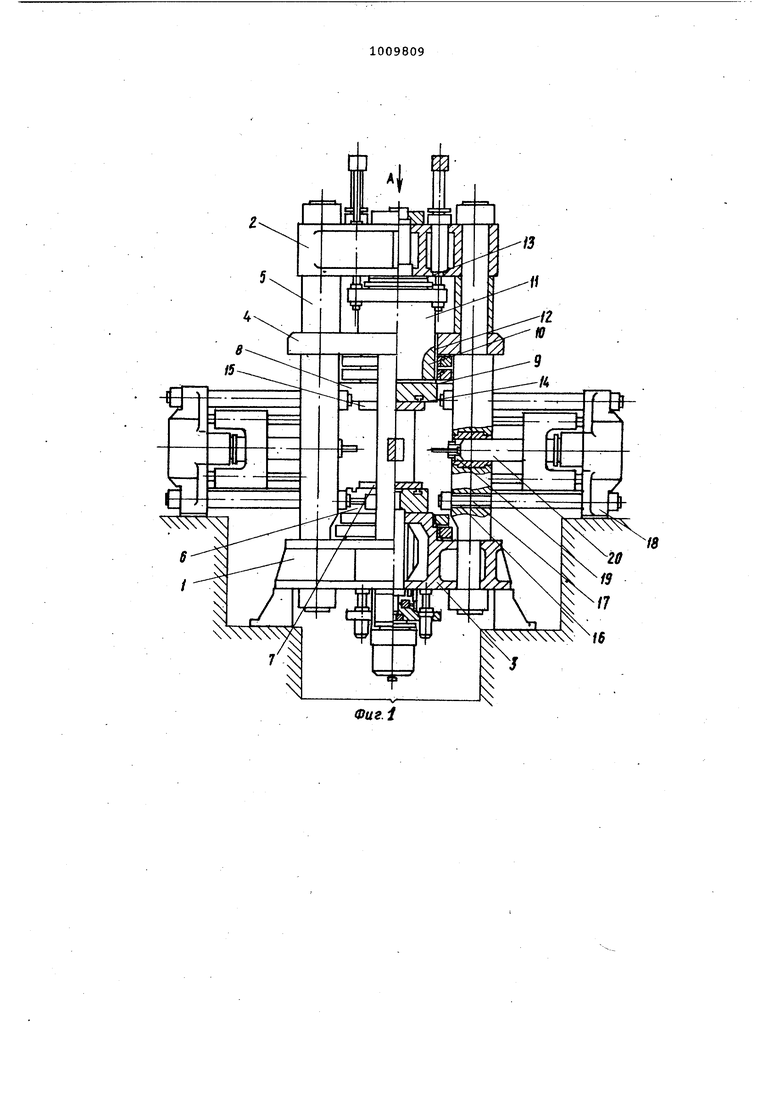
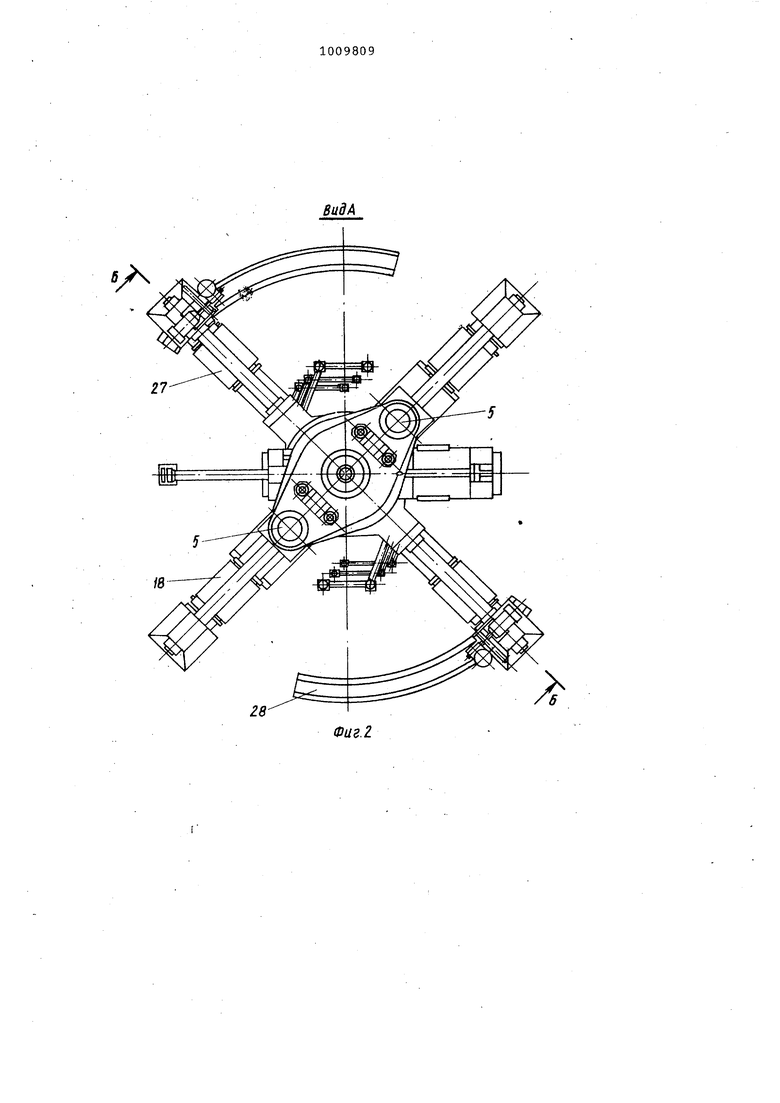
00 Изобретение относится к области обработки металлов давлением, а конкретно к штамповочным прессам для многополостной штамповки, оснащенных боковыми прошивными системами. Известен вертикальный гидравличес кий пресс, снабженный четырьмя горизонтальными прошивными системами, одна из которых может устанавливаться под различным углом относительно вертикальной оси пресса fl . Недостатком пресса является узост технологических возможностей вследствие ограниченности усилия прошивных систем, поскольку они закреплены на прессе консольно, что приводит к неблагоприятным условиям нагружения его базовых элементов. Кроме того, на этом прессе можно получать детали лишь с единственным асимг.1етричным отростком. Цель изобретения - расширение номенклатуры штампуемых деталей. Достигается это тем, что вертикальный гидравлический пресс, содержащий станину в виде связанных колон Нс1ми нижней и верхней поперечин и горизонтальные прошивные системы, снабжен закрепленной на колоннах промежуточной поперечиной, двумя сим метричными относительно вертикальной оси пресса приводными скобами и закрепленными на нижней и промежуточной поперечинах цапфами, при этом скобы шарнирно сочленены с цапфами с-возможностью поворота, а на каждой скобе закреплена соответствугащая прошивная система. На фиг. 1 изображен предлагаемый пресс, общий вид с разрезом на фиг. 2 - вид А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2. Вертикальный гидравлический пресс содержит станину 1, выполненную в виде верхней неподвижной поперечины 2, нижней неподвижной поперечины 3 и промежуточной неподвижной поперечины 4, стянутых между собой двумя колоннами 5. На нижней неподвижной поперечине 3 расположен выдвижной стол 6 с нижним штампом 7, а на колоннах 5 расположен ползун 8. Верхняя поверхность 9 ползуна 8 связана с корпусом 10 рабочего цилиндра 11, размещенным в расточке 12 промежуточной поперечины 4, а его плунжер 13расположен с упором в верхнюю поперечину 2. На нижней поверхности 14ползуна закреплен верхний штамп 15. В промежутке между промежуточной поперечиной и нижней поперечиной каждая колонна 5 выполнена прямоу. гольной формы и снабжена отверстиями 16 для крепления стяжек 17 горизонтальной прошивной системы 18 и окном 19 для прохода штанги 20 прошивной системы 18. На промежуточной поперечине 4 и нижней поперечине 3 неподвижно закреплены по две противолежащие относительно вертикальной оси симметрии пресса соот- : ветственно верхние 21 и нижние 22 цапфы, причем цапфы 21 и 22 и колонны 5 расположены под углом 45 относительно вертикальной оси пресса. На каждой паре верхней 21 и нижней 22 цапф шарнирно закреплена горизонтальная прошивная система 24 -со штангой 25. Неподвижная поперечина 26 прошивной систегФ 24 установлена с опорой на ролик 27, размещенный на секторе 28, закрепленном .на фундаменте 29 пресса, с возможностью поворота каждой скобы 23 независимо друг от друга на заданный угол в пределах от О до 90° от собственного привода 30. Работа пресса осуществляется следующим образом. Включением приводов 30 скобы 23 поворачиваются и устанавливаются горизонтальные прошивные системы 24 на заданные углы, определяемые конфигурацией штампуемого изделия. После этого в нижний штамп 7 укладыва-г ется нагретая заготовка (не показана) и ходом ползуна 8 штампы 7 и 15 смыкаются и нагружаются полным усилием пресса. Затем ходом штанг 20 к 25 соответствующих горизонтальных прошивных систем 18 и 24 осуществляется окончательное формообразование заготовки. После этого происходит обратный ход щтанг 20 и 25, подъем ползуна 8 с размыканием штампов 7 и 15 и удаление отштампованного изделия. После чего цикл прессования повторяется. Использование изобретения позволит расширить технологические возможности пресса за счет расширения номенклатуры штампуемых изделий, в частности позволит получать изделия с двумя ассиметричными отростками. Кроме того, выполнение силовой рамы в виде замкгнутой системы позволит увеличить усилие, прошивных систем, что в свою оче-. редь также расширит технологические возможности пресса, а также увеличит, жесткость конструкции.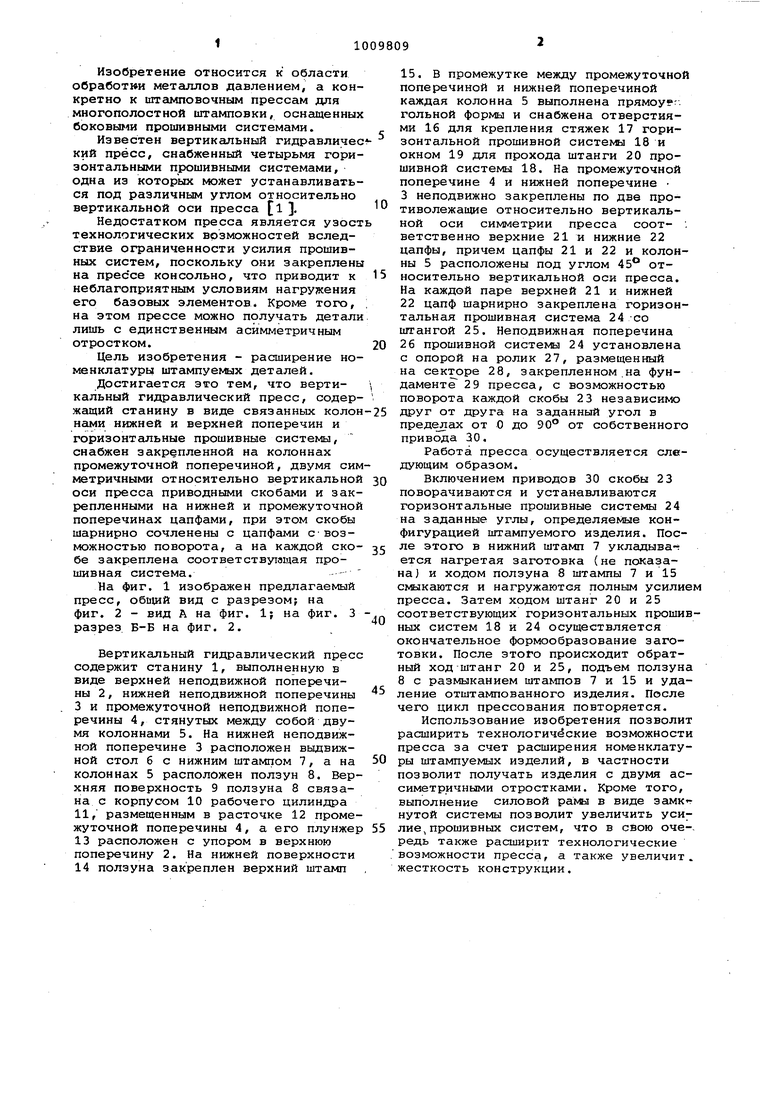
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС И СПОСОБ ШТАМПОВКИ С ОБКАТЫВАНИЕМ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2380231C2 |
| Вертикальный гидравлический пресс | 1976 |
|
SU911829A1 |
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| Гидравлический прошивной пресс | 1976 |
|
SU664845A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| Вертикальный гидравлический пресс | 1979 |
|
SU823174A1 |
| Вертикальный гидравлический пресс | 1979 |
|
SU867657A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| Вертикальный гидравлический пресс | 1978 |
|
SU719885A1 |
ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС,: содержащий станину в виде связанных колоннами нижней и верхней поперечин и горизонтальные прошивные системы, отличающийся .тем, что, с целью расширения номенклатуры штампуемых деталей, он снабжен закрепленной на колоннах промежуточной поп4| чиной, двумя симметричными относительно вертикальной . оси пресса приводными скобами и закрепленными на нижней и промежуточной поперечинах цапфами, при этом скобы шарнирно сочленены с цапфами с возможностью поворота, a на каждой скрбе закреплена соответствующая прошивная система.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мошнин Е.Н | |||
| Мопщое ковочное (И штамповочное оборудование в Англии и ФРГ | |||
| Кузнечно-штамповочное производ,ство, № 8, 1970, с | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
