Фиг.1
ми 4. Между неподвижными поперечинам 2 и 3 размещена подвижная поперечина 5 с пресс-штемпелем 6, а также смонтированные по оси прессования контейнер 7 для заготовок и мундштук 8с матрицей 9. Подвижная поперечина 5 связана с плунжерами рабочего цикла 10 и цилиндрами 11 обратного хода. На переднем по ходу прессования торце передней неподвижной поперечины 2 в вертикальных направляющих пазах размещены сверху механизм 12 отделения пресс-шайбы, а сни-зу - подвижный упор 14 с приводами. На заднем по ходу прессования торце передней неподвижной поперечины
жестко закреплены в горизонтальной плоскости два кронштейна 15 Г-образ- ной формы, образующие Т-образный открытый паз 16 для размещения затвора 17 мундштука 8. Затвор 17 мундштука 8 выполнен в виде двух опорных балок переменного сечения, размещенных в направляющих Т-образного паза 16 с возможностью их противонаправленного перемещения от приводных цилиндров. Пресс оснащен также механизмами задачи слитка и пресс-шайбы и ножницами для отделения пресс-остатка (размещены за пределами пресса и на чертежах .не показаны) . 1 з.п. ф-лы, 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения и передачи пресс-шайбы к горизонтальному прессу | 1982 |
|
SU1090470A1 |
| Горизонтальный гидравлическийТРубОпРОфильНый пРЕСС | 1979 |
|
SU820963A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| Матричный узел пресса для прессования изделий периодического сечения | 1988 |
|
SU1690880A1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ МЕТАЛЛА С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ЭКСТРУЗИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105621C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
| ТРУБОПРОФИЛЬНЫЙ ПРЕСС | 2001 |
|
RU2205081C2 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1988 |
|
SU1709686A1 |
| ПРУТКОВО-ПРОФИЛЬНЫЙ ПРЕСС | 2001 |
|
RU2231408C2 |
Изобретение относится к обработке металлов давлением, в частности к конструкциям мощных горизонтальных гидравлических прессов, и может быть использовано на металлургических предприятиях для прессования сплошных и полых профилей прямым и обратным методами. Цель изобретения - уменьшение габаритов и веса пресса, а также улучшение условий обслуживания. Горизонтальный гидравлический пресс содержит установленные на станине 1 переднюю 2 и заднюю 3 неподвижные поперечины, стянутые колоннами 4. Между неподвижными поперечинами 2 и 3 размещена подвижная поперечина 5 с пресс-штемпелем 6, а также смонтированные по оси прессования контейнер 7 для заготовок и мундштук 8 с матрицей 9. Подвижная поперечина 5 связана с плунжерами рабочего цилиндра 10 и цилиндрами 11 обратного хода. На переднем по ходу прессования торце передней неподвижной поперечины 2 в вертикальных направляющих пазах размещены сверху механизм 12 отделения пресс-шайбы, а снизу - подвижный упор 14 с приводами. На заднем по ходу прессования торце передней неподвижной поперечины жестко закреплены в горизонтальной плоскости два кронштейна 15 Г-образной формы, образующие Т-образный открытый паз 16 для размещения затвора 17 мундштука 8. Затвор 17 мундштука 8 выполнен в виде двух опорных балок переменного сечения, размещенных в направляющих Т-образного паза 16 с возможностью их противонаправленного перемещения от приводных цилиндров. Пресс оснащен также механизмами задачи слитка и пресс-шайбы и ножницами для отделения пресс-остатка (размещены за пределами пресса и на чертежах не показаны). 1 з.п. ф-л, 6 ил.
Изобретение относится к области обработки металлов давлением, в частности к конструкциям мощных горизонтальных гидравлических прессов, и может быть использовано на металлургических предприятиях для прессования сплошных и полых профилей прямым и обратным методами.
.Цель изобретения - уменьшение габа ритов и веса пресса, а также улучшение условий обслуживания, упрощение технологии изготовления и повышение долговечности.
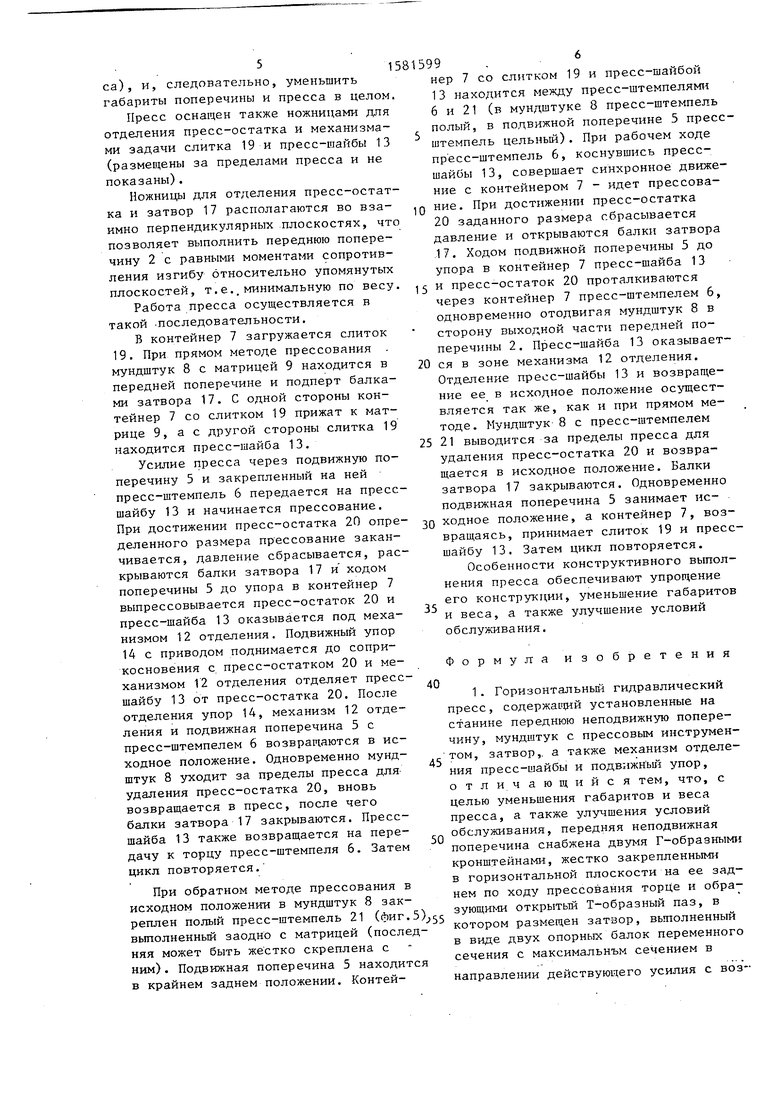
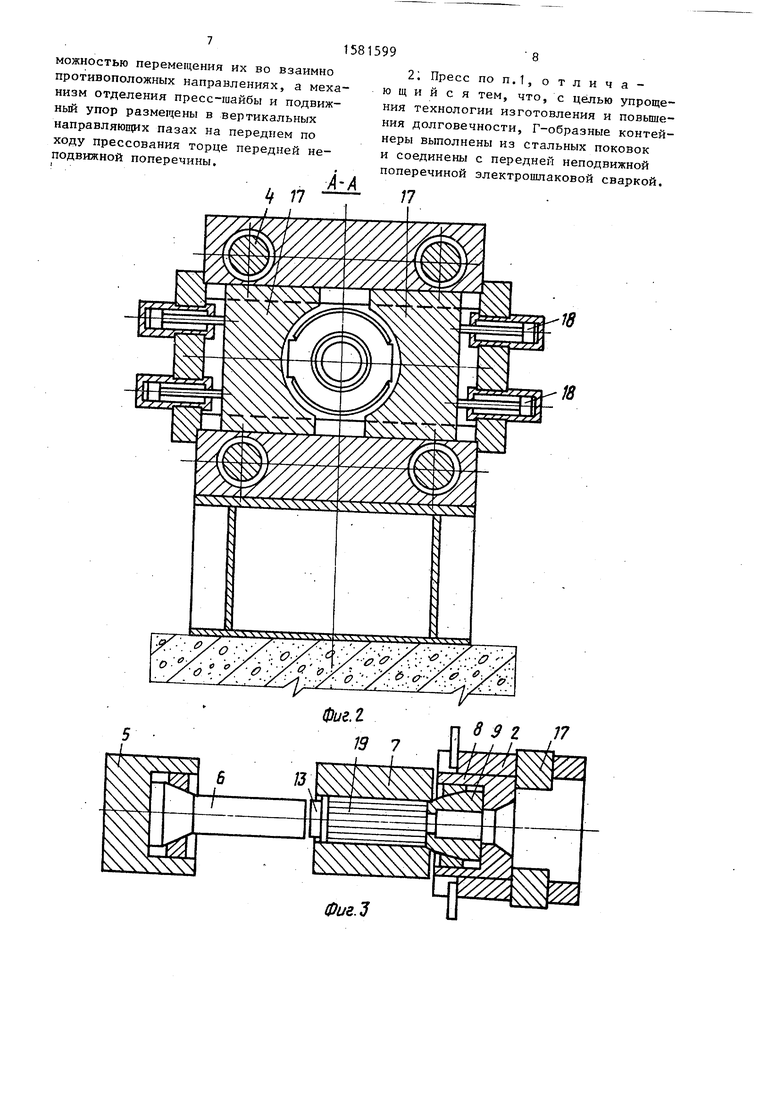
На фиг.1 представлен общий вид пресса; на фиг.2 - разрез А-А на фиг.1; на фиг.З - инструментальная наладка для прямого метода прессования; на фиг.4 - положение инструментов в момент отделения пресс-шайбы при прямом методе прессования; на фиг.5 - инструментальная наладка для обратного метода прессования; на фиг.6 - положение инструментов в момент отделения пресс-шайбы при обрат- ном методе прессования.
Горизонтальный гидравлический пресс содержит установленные на станине 1 переднюю 2 и заднюю 3 неподвижные поперечины, стянутые колонна- ми 4. Между неподвижными поперечинами 2 и 3 размещена подвижная поперечина 5 с пресс-штемпелем 6, а также смонтированные по оси прессования контейнер 7 для заготовок и мундштук 8 с матрицей 9.
Подвижная поперечина 5 связана с плунжерами рабочего цилиндра 10 и цилиндрами 11 обратного хода.
р
5
На переднем по ходу прессования торце передней неподвижной поперечины 2 в вертикальных направляющих пазах размещены сверху механизмы 12 отделения пресс-шайбы 13, а снизу - подвижный упор 14 с приводами.
На заднем по ходу прессования торце передней неподвижной поперечины жестко закреплены в горизонтальной плоскости два кронштейна 15 Г-образ- ной формы, образующие Т-образный открытый паз 16 для размещения затвора 17 мундштука 8. Кронштейны 15 выполнены из материала повышенной прочности, например в виде поковок из стали 35, и соединены с литой поперечиной 2 электрошлаковой сваркой. Такое исполнение упрощает технологию изготовления узла размещения затвора и повышает долговечность его работы. Затвор 17 мундштука 8 выполнен в виде двух опорных балок переменного сечения, размещенных в направляющих Т-образного паза 16 с возможностью их противонаправленного перемещения от приводных цилиндров 18. Каждая опорная балка затвора выполнена с минимальной расчетной высотой h на опорных концах и с максимальной расчетной высотой ц в центральной части, воспринимающей максимальный изгибающий момент от усилий прессования. Такое исполнение узла крепления и затвора позволяет снизить изгибающий момент, приходящийся на поперечину 2 (благодаря максимальному приближению опорных поверхностей кронштейнов 15 к осям колонн 4 пресса), и, следовательно, уменьшить габариты поперечины и пресса в целом
Пресс оснащен также ножницами для отделения пресс-остатка и механизмами задачи слитка 19 и пресс-шайбы 13 (размещены за пределами пресса и не показаны).
Ножницы для отделения пресс-остатка и затвор 17 располагаются во взаимно перпендикулярных плоскостях, чт позволяет выполнить переднюю поперечину 2 с равными моментами сопротивления изгибу относительно упомянутых плоскостей, т.е.. минимальную по весу
Работа пресса осуществляется в такой последовательности.
В контейнер 7 загружается слиток 19. При прямом методе прессования . мундштук 8 с матрицей 9 находится в передней поперечине и подперт балками затвора 17. С одной стороны контейнер 7 со слитком 19 прижат к матрице 9, а с другой стороны слитка 19 находится пресс-шайба 13.
Усилие пресса через подвижную поперечину 5 и закрепленный на ней пресс-штемпель 6 передается на пресс шайбу 13 и начинается прессование. При достижении пресс-остатка 20 определенного размера прессование заканчивается, давление сбрасывается, раскрываются балки затвора 17 и ходом поперечины 5 до упора в контейнер 7 выпрессовывается пресс-остаток 20 и пресс-шайба 13 оказывается под механизмом 12 отделения. Подвижный упор 14 с приводом поднимается до соприкосновения с пресс-остатком 20 и механизмом 12 отделения отделяет пресс- шайбу 13 от пресс-остатка 20. После отделения упор 14, механизм 12 отделения и подвижная поперечина 5 с пресс-штемпелем 6 возвращаются в исходное положение. Одновременно мундштук 8 уходит за пределы пресса для удаления пресс-остатка 20, вновь возвращается в пресс, после чего балки затвора 17 закрываются. Пресс- шайба 13 также возвращается на передачу к торцу пресс-штемпеля 6. Затем цикл повторяется.
При обратном методе прессования в исходном положении в мундштук 8 закреплен полый пресс-штемпель 21 (Лиг. 5)5 выполненный заодно с матрицей (последняя может быть жестко скреплена с ним). Подвижная поперечина 5 находится в крайнем заднем положении. Контей,
581599 нер
10
20
25
)5
7 со слитком 19 и пресс-шайбой 13 находится между пресс-штемпелями 6 и 21 (в мундштуке 8 пресс-штемпель полый, в подвижной поперечине 5 пресс- штемпель цельный). При рабочем ходе пресс-штемпель 6, коснувшись пресс- шайбы 13, совершает синхронное движение с контейнером 7 - идет прессование. При достижении пресс-остатка
20заданного размера сбрасывается давление и открываются балки затвора 17. Ходом подвижной поперечины 5 до упора в контейнер 7 пресс-шайба 13
15 и пресс-остаток 20 проталкиваются через контейнер 7 пресс-штемпелем 6, одновременно отодвигая мундштук 8 в сторону выходной части передней поперечины 2. Пресс-шайба 13 оказывается в зоне механизма 12 отделения. Отделение пресс-шайбы 13 и возвращение ее в исходное положение осуществляется так же, как и при прямом методе. Мундштук 8 с пресс-штемпелем
21выводится за пределы пресса для удаления пресс-остатка 20 и возвращается в исходное положение. Балки затвора 17 закрываются. Одновременно подвижная поперечина 5 занимает ис3Q ходное положение, а контейнер 7, возвращаясь, принимает слиток 19 и пресс- шайбу 13. Затем цикл повторяется.
Особенности конструктивного выполнения пресса обеспечивают упрощение его конструкции, уменьшение габаритов и веса, а также улучшение условий обслуживания.
Формула изобретения
40
пресс, содержащий установленные на станине переднюю неподвижную поперечину, мундштук с прессовым инструментом, затвор, а также механизм отделения пресс-шайбы и подвижный упор, отличающийся тем, что, с целью уменьшения габаритов и веса пресса, а также улучшения условий , обслуживания, передняя неподвижная поперечина снабжена двумя Г-образными кронштейнами, жестко закрепленными в горизонтальной плоскости на ее заднем по ходу прессования торце и образующими открытый Т-образный паз, в котором размещен затаор, выполненный в виде двух опорных балок переменного сечения с максимальнъм сечением в
45
направлении действующего усилия с возможностью перемещения их во взаимно противоположных направлениях, а механизм отделения пресс-шайбы и подвижный упор размещены в вертикальных направляющих пазах на переднем по ходу прессования торце передней неподвижной поперечины.
А-А 1 17
I i
1581599 8
Фиг.З
ФигМ
13
Фиг. 5
12 13 20
| Сомов Б.С | |||
| Трубопрофильные прессы | |||
| М | |||
| : Машиностроение, 1972, с.33, рис.15, с.34, рис.16, с.68, рис.33, с.107, рис.58. |
