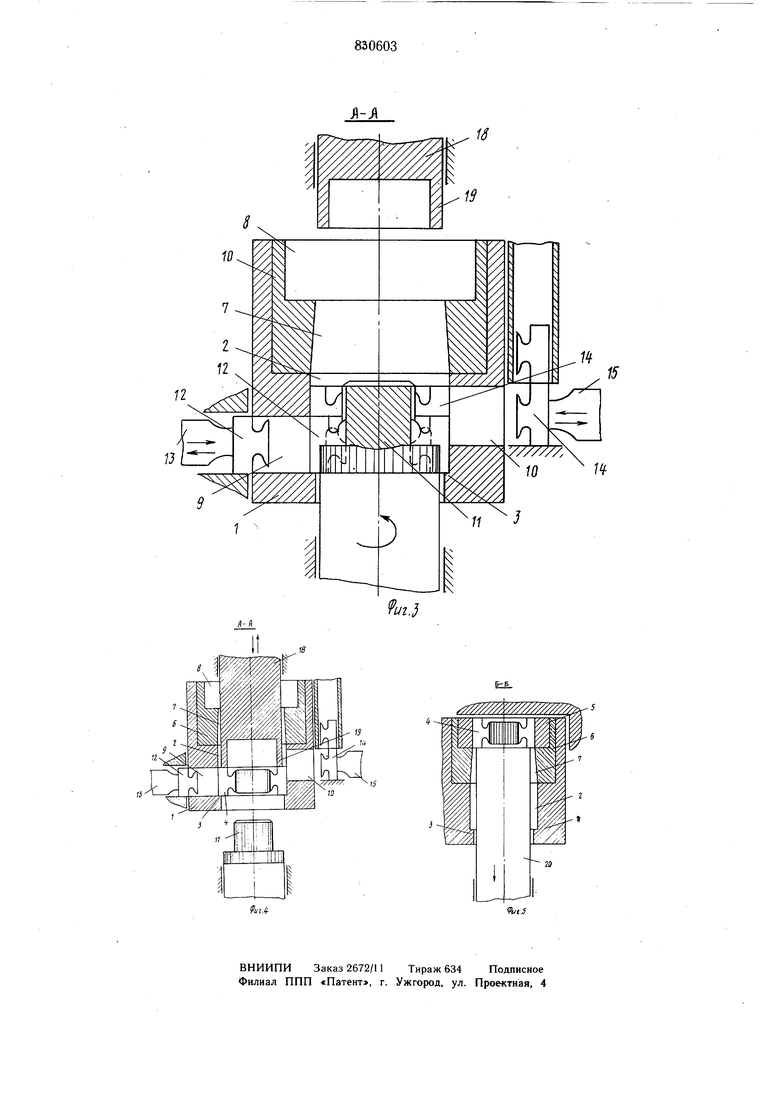
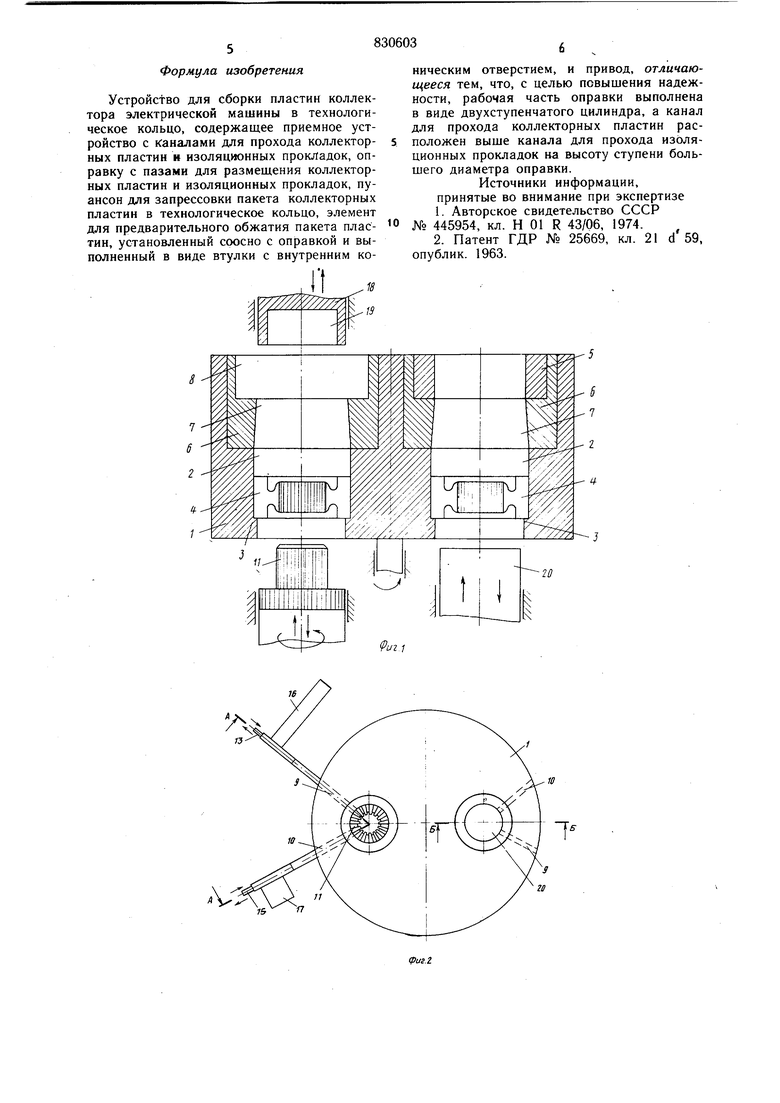
(54) УСТРОЙСТВО ДЛЯ СБОРКИ ПЛАСТИН КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ В ТЕХНОЛОГИЧЕСКОЕ КОЛЬЦО ных пластин в пакет изоляционных прокладок; на фиг. 5 - сечение Б-Б- на фиг. 2. Устройство Д4Я сборки пластин коллектора электрической машины в технологическое кольцо содержит поворотную плиту 1 (фиг. 1), связанную с механизмом ее поворота (не показан). Поворотная плита 1 снабжена, например, двумя приемными устройствами 2 с кольцевыми выступами 3 для сборки пакета пластин 4. Диаметр приемного устройства 2 больше, чем диаметр пакета пластин 4 на величину, необходимую для свободного перемещения пластин относительно друг друга в вертикальном направлении и поворота пакета пластин 4 в процессе его набора. Величина кольцевого выступа3 должна быть достаточной для удержания собранного пакета пластин в приемном устройстве 2. Вторая половина рабочей части коллекторной пластины, выступающая за кольцевым выступом 3, необходима для транспортировки пакета при его запрессовке в --„ технологическое кольцо 5. На поворотной плите 1 над приемным устройством 2 соосно с ним установлен элемент для предварительного обжатия пакета пластин 4, выполненный в виде втулки 6 с коническим отверстием 7 и гнезда 8 для установки технологических колец 5. Поворотная плита 1 имеет два канала 9 -и 10 (фиг. 2) для прохода коллекторных пластин и изоляционных прокладок. Под поворотной плитой 1 (фиг. 1) в зоне сборки пакета пластин приемного устройства 2 соосно с ним расположена оправка 11, связанная с механизмом поворота и перемещения в вертикальном направлении (не указан). Оправка II выполнена в виде двухступенчатого цилиндра, а канал 10 для прохода коллекторных пластин расположен выше канала 9 для прохода изоляционных прокладок на высоту ступени большего диаметра оправки 11. По образующей цилиндра сборочной оправки 11 расположены пазы для размещения изоляционных прокладок, количество которых соответствует числу изоляционных прокладок. Пазы оправки 11 по ширине выполнены больше, чем толщина изоляционной прокладки 12,а также снабжены заходными фасками для свободного ввода изоляционных прокладок из канала 9. Устройство снабжено также механизмом подачи изоляционных прокладок 12 (фиг. 2) с толкателем 13, механизмом подачи коллекторных пластин 14 с толкателем 15, магазином изоляционных прокладок 16 и магазином коллекторных пластин 17, пуансоном t Ct / 18 (фиг. 1), снабженным выступом 19 внутренний диаметр и высота которого больще прннии гтиямртп и выгптя кптпппго ппгткгпр диаметра и высоты меньшего цилиндра оправки 11. Наружный диаметр пуансона 18 меньше минимального диаметра конического отверстия 7 втулки 6. Под поворотной плитой 1 в зоне запрессовки пакета пластин 4 соосно с приемным устройством 2 расположен пуансон 20 для запрессовки пакета пластин 4 (фиг. 5) в технологическое кольцо 5. Устройство для сборки пластин коллектора в технологическое кольцо работает следуюш,и.м образом. Оправка 11 (фиг. 3) вводится в приемное устройство 2 так, чтобы нижние торцы пазов большого цилиндра находились ниже канала 9, а верхний торец большого цилиндра ниже канала 10 с целью исключения зашемления пластин в процессе их ввода в пазы сборочной оправки 11. Из магазина 16 (фиг. 2) толкателем 13 изоляционные прокладки 12 (фиг. 3) через канал 9 вводятся в пазы оправки 11. При этом они фик- - - сируются в пазах оправки 11, например половиной своей длины, а второй половиной выступают над верхним торцом большого цилиндра, тем самым создавая пазы для коллекторных пластин 14. После ввода изоляционной прокладки 12 оправка 11 поворачивается на. коллекторный шаг. При набо-ре минимум двух изоляционных прокладок между ними вводится коллекторная пластина 14 толкателем 15 из магазина 17. Паз, образованный изоляционными прокладками 12, по размеру во много раз превышает толщину заходной части (зона ласточкиного хвоста) коллекторной пластины 14, что обеспечивает ее свободный вход с учетом всех допусков и погрешностей изготовления оправки 11 и поворотного механизма. Коллекторные пластины 14 устанавливаются на верхний торец большего цилиндра оправки 11 и крепежной частью упираются о меньший цилиндр оправки И. Таким образом, после полного набора всех пластин получается два пакета, смещенных, например, на половину длины коллекторных пластин - пакет изоляционных прокладок 12 и пакет коллекторных пластин 14 (фиг. 3). Далее пуансон 18 опускается (фиг. 4) и торцом выступа 19 вводит пакет коллекторных пластин 14 в пакет изоляционных прокладок 12. При Этом одновременно оправка 11 опускается вниз и выходит за пределы поворотной плиты 1. После образования пакета пластин 4 пуансон 18 занимает исходное положение, а пакет пластин 4 (фиг. 4) остается в приемном устройстве на торцовом выступе 3. Затем происходит поворот плиты 1 на следующую позицию так, чтобы приемное устройство с пакетом пластин 4 расположилось над пуансоном 20 (фиг. 1). Пуансон 20 (фиг. 5) транспортирует пакет пластин через втулку 6, в которой происходит предварительное обжатие пакета в , i .uuwn 1 v,i/iuiiv v. i riv, iicirvv i ci D коническом отверстии 7, а затем запрессовывает в технологическое кольцо 5. Пуансон 20 занимает исходное положение и готовый пакет в технологическом кольце 5 поступает на дальнейшую операцию. Предлагаемое изобретение позволяет повысить надежность устройства за счет исключения возможности заклинивания коллекторных и изоляционных пластин при их-введении в оправку.
Формула изобретения
УстройсФво для сборки пластин коллектора электрической машины в технологическое кольцо, содержащее приемное устройство с каналами для прохода коллекторных пластин и изоляционных прокладок, оправку с пазами для размещения коллекторных пластин и изоляционных прокладок, пуансон для запрессовки пакета коллекторных пластин в технологическое кольцо, элемент для предварительного обжатия пакета пластин, установленный соосно с оправкой и выполненный в виде втулки с внутренним коническим отверстием, и привод, отличающееся тем, что, с целью повыщения надежности, рабочая часть оправки выполнена в виде двухступенчатого цилиндра, а канал для прохода коллекторных пластин расположен выще канала для прохода изоляционных прокладок на высоту ступени большего диаметра оправки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 445954, кл. Н 01 R 43/06, 1974.
2.Патент ГДР № 25669, кл. 21 d 59, опублик. 1963.
16

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пластин коллектора электрической машины в технологическое кольцо | 1988 |
|
SU1497675A2 |
| Станок для сборки в пакет пластин и изоляционных прокладок коллекторов электрических машин | 1979 |
|
SU877671A1 |
| Устройство для сборки коллекторного пакета | 1981 |
|
SU1003220A1 |
| Устройство для сборки в пакет пластин коллекторов электрических машин | 1978 |
|
SU750622A1 |
| Устройство для сборки коллекторного пакета | 1986 |
|
SU1534587A1 |
| Устройство для сборки коллекторного пакета | 1972 |
|
SU445954A1 |
| Станок для сборки в пакет пластин коллекторов электрических машин | 1977 |
|
SU729711A1 |
| Устройство для сборки пластин коллектора в технологическое кольцо | 1977 |
|
SU684660A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |