12
, тт-т-г-т
755 /8 / 75 Фиъ. 1
ге 5
КоВер
со
00 4
оо оо
00
14)
Изобретение относится к прессам для-подпрессовки древесного стружечного ковра в производстве плит и может быть применено в деревообрабатывающей промышленности.
Цель изобретения - повышение качества плит за счет обеспечения равнопрочного ковра по всей ширине и улучшения условий эксплуатации.
На фиг. 1 изображен пресс, обш;ая схема; на фиг. 2 - сечение А-А на фиг.1; на фиг.3 - вид Б на фиг.2 (место установки вставки).
Пресс включает станину 1, на которой смонтированы верхний 2 и нижний 3 прессующие узлы. Верхний прессующий узел состоит из ведущего барабана 4, натяжных барабанов 5 и прессующих роликов 6, охваченных верхней бесконечной прессующей лентой 7. Нижний прессующий узел 3 выполнен из ведущего барабана 8, натяжных барабанов 9, нижних прессующих роликов 10, охваченных нижней бесконечной прессующей лентой 11. Верхняя бесконечная прессующая лента 7 и нижняя бесконечная прессующая лента 11 образует формующий канал 12. Пресс выпол иен с установленными последовательно по ходу перемещения ковра камеры 13- -15 продува ковра греющими газами. При этом первая по ходу ковра камера 13 расположена в верхнем прессующем уяле 2 и охватывает своими боковыми стенками 16 формующий/канал 12. Дно камеры 13 вьшолнено в виде перфо рированной вставки 17, которая уложе на на нижнюю прессующую ленту 11. Ка меры 14 и 15 расположены в нижнем узле прессования 3. Дно камер 14 и 15 образовано нижними прессующими роликами 10. На боковых 18 стенках камер 14 и 15 установлены опоры 19, размещенные между нижними прессующими роликами 10. Прессующие ленты 7 и 11 выполнены газопроницаемыми. В пространстве между верхними прессующими роликам 6 и прессзтощей лентой 7 установлены газопроницаемые вставки 20, соединенные распоркой 21. Вставки изготовлены из материала с малым коэффициентом трения (например из фторопласта) и поверхности вставок конгруэнты контактирующим плоскостям - нижняя и боковые поверх ности вставки плоские, а поверхности, контактирующие с валками, очер
10
15
Ю
25
30
35
40
45
50
55
чены радиусом, равным радиусу этого валка.
В случае, если требуется строгая калибровка выходного размера ковра по толщине, то на горизонтальном участке прессующего канала устанавливается вставка, изготовленная за одно целое и имеющая облицовку из материала с низким коэффициентом трения (например из фторопласта), толщина облицовки до 1 мм.
Такая конструкция вставки, как отдельная, соединенная распоркой, так и выполненная за одно целое позволяет получить равнопрочный ковер за счет того,что боковые стороны ковра дополнительно сжимаются и не пружинят, кроме того, так как боковые ветви верхней прессующей ленты не отгибаются вверх, компоненты ковра не попадают в верхнее межленточное пространство и не налипают на прессующие валки.
Пресс работает следующим образом.
От индивидуального привода вращения (не показан) вращаются ведущие барабаны 4 и 8, а также натяжные барабаны 5 и 9 и прессующие ролики 6 и 10. Под действием вращения.
барабанов и роликов начинают перемещаться прессующие ленты 7 и 11 . Стружечный ковер, перемещаясь в формующем канале 12, поступает в первую камеру 13, где осухцествляется сушка путем продувки греющими газами. В камере 13 за счет подачи нагретого газа сверху вниз ковер прижимается давлением агента к перфорированной вставке 17, что предохраняет ковер от разрушения, затем ковер поступает в камеру 14, где осуществляется уплотнение ковра и происходит вьфав- нивание температуры и влажности ковра по сечению за счет движения агента снизу вверх, а также осзтцествляет- ся регулирование влажности ковра по площади с помощью боковых упоров 19, направляющих агент к центру. При этом кромки ковра имеют большую влажность, и, следовательно, брикет имеет большую эластичность и прочность. В камере 15 осуществляется выдержка ковра, где также происходит обработка ковра грею1 щми газами и где наличие вставок 20 между прессующими роликами и лентой ковра по всей площади устраняет попадание компонентов ковра в. межленточное пространство.
Формула изобретения
1 .Пресс для подпрессовки древесностружечного ковра в производстве плит по авт. св. К 1054097, о т л и - тем, что, с целью повышения качества плит за счет обеспечения равнопрочного ковра по всей ширине и улучшения условий эксплуатации, пресс снабжен пазопроницаемыми вставками, которые установлены меж-
ду верхними прессующими валками и оперты на прессующую ленту, при этом вставки соединены между собой распорками и имеют боковые поверхности, соответствующие по форме поверхностям прессующих валков.
2.Пресс по П.1, отличающийся тем, что вставка выполнена в виде единого элемента.
3.Пресс по пп. 1 и 2, о т л и- чающийся тем, что вставка облицована материалом с низким коэффициентом трения.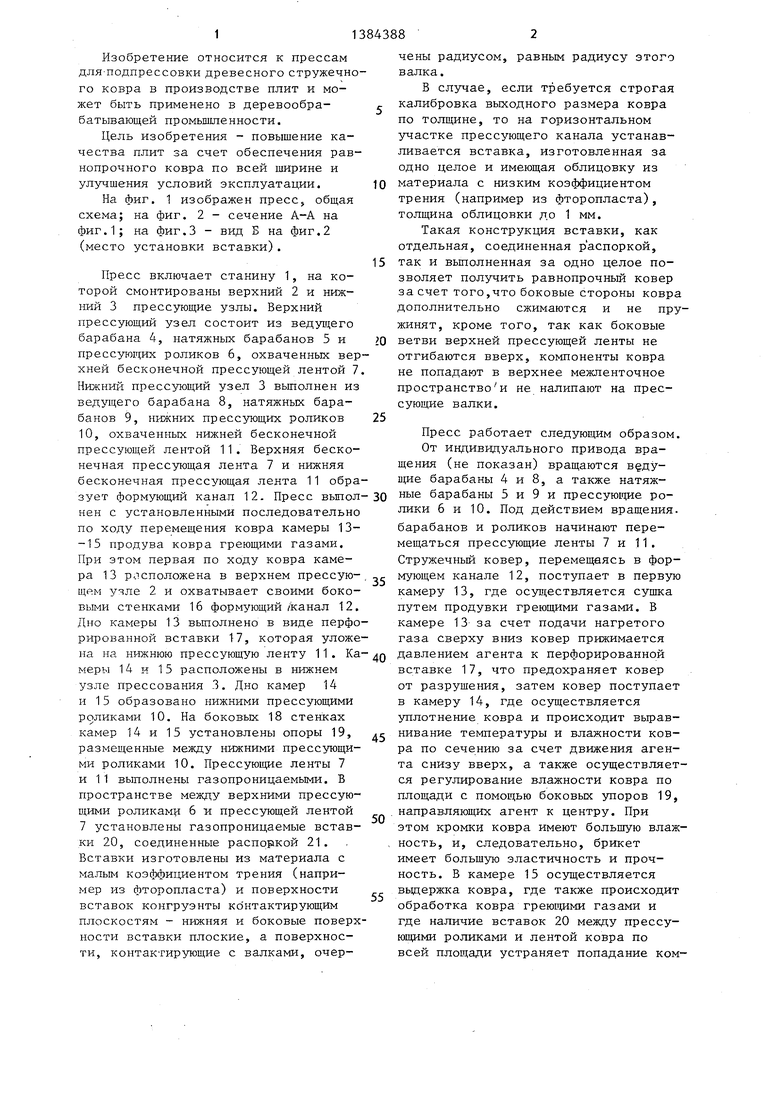

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для подпрессовки древесностружечного ковра в производстве плит | 1980 |
|
SU1054097A1 |
| Установка для непрерывного изготовления стружечных плит | 1975 |
|
SU537848A1 |
| Пресс непрерывного действия для изготовления древесных плит | 1977 |
|
SU666101A1 |
| Устройство для непрерывного изготовления плит типа древесностружечных | 1974 |
|
SU532327A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ, ДРЕВЕСНОВОЛОКНИСТЫХ И ТОМУ ПОДОБНЫХ ПЛИТ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2044635C1 |
| Пресс непрерывного действия для изготовления древесно-стружечных плит | 1981 |
|
SU1043024A1 |
| Установка для непрерывного изготовления плитных материалов | 1976 |
|
SU571386A1 |
| Пресс непрерывного действия | 1974 |
|
SU518374A1 |
| Пресс непрерывного действия | 1976 |
|
SU596480A1 |
| УСТРОЙСТВО И СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1990 |
|
RU2068339C1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение качества плит за счет обеспечения равнопрочного ковра по всей ширине. Пресс включает последовательно установленные по ходу перемещения ковра камеры 13, 14,15. Дно первой по ходу ковра камеры 13 выполнено в виде перфорированной вставки 17. Прессующие ленты 7и 11 выполнены газопроницаемыми. 8пространстве между верхними прессующими роликами 6 установлены газопроницаемые вставки 20, соединенные распоркой.Структурный ковер,перемещаясь в формирующем канале 12,поступает в первую камеру 13, где осуществляется сушка путем продувки греющими газами. В камере 13 за счет подачи нагретого газа сверху вниз ковер прижимается давлением агента к перфорированной вставке 17, что предохраняет ковер от разрушения, затем ковер поступает в камеру 14 и уплотняется. 2 з.п. ф-лы, 3 ил. (Л
А
Фиг. 2
BudS
Ю
Фиг. 3
| Пресс для подпрессовки древесностружечного ковра в производстве плит | 1980 |
|
SU1054097A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
