(54). УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывного литья | 1980 |
|
SU931282A1 |
| Установка непрерывного литья заготовок | 1980 |
|
SU865502A1 |
| Установка для непрерывного литья заготовок | 1974 |
|
SU566673A1 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ КРУПНЫХ СЛИТКОВ С ПОСЛЕДОВАТЕЛЬНО РАСПОЛОЖЕННЫМИ КРИСТАЛЛИЗАТОРАМИ | 1991 |
|
RU2080207C1 |
| ТЯНУЩЕЕ УСТРОЙСТВО | 1997 |
|
RU2134180C1 |
| Установка непрерывного литья металлов | 1983 |
|
SU1091993A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| Машина непрерывного литья заготовок | 1983 |
|
SU1152704A1 |
| Способ непрерывного литья полых мерных заготовок и устройство для его осуществления | 1988 |
|
SU1533824A1 |
| Затравка для установки непрерывного литья | 1982 |
|
SU1069935A1 |
1
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известна установка для непрерывного литья заготовок, содержащая заливочное устройство, проходной водоохлаждаемый кристаллизатор, разрушаемый стержень, затравку и-устройство для вытягивания заготовок, причем стержень снабжен армирующими обоймами, контактирующими с продольными направляющими пазами, выполненными на рабочей поверхности кристаллизатора, причем стержень делит полость кристаллизатора на несколько частей, сообщающихся между собой через отверстия в стержне, расномерно расположенные по его длине 1.
Наиболее близкой к изобретению является установка для непрерывного литья полых заготовок, включающая кристаллизатор, разрушаемый стержень и затравку со знаковой частью.
Б этой установке по периметру знаковой части затравки, для обеспечения связи заготовки с подвижным столом, устанавливаются при помощи шпилек специальные сменные элементы в виде металлических уголков, имеющих обратный конус относительно направления вытягивания 2.
Недостатком конструкции затравочного узла является сложность, трудоемкость изготовления и сборки сменных злементов и шпилек для их крепления , а также невозможность их повторного использования.
Кроме того, значительную трудоем10кость составляет операция отсоединения отливки от тянущего устройства.
Целью изобретения является упрощение конструкций и снижение трудоемкости изготовления затравочного узла.
15
Поставленная цель достигается тем, что по периметру знаковой части затравки и /или/ стержня выполнены пазы, соединенные между собой со стороны подвижного стола, при этом затравка
20 жестко соединена с арматурой стержня, которая выходит за пределы его знаковой части.
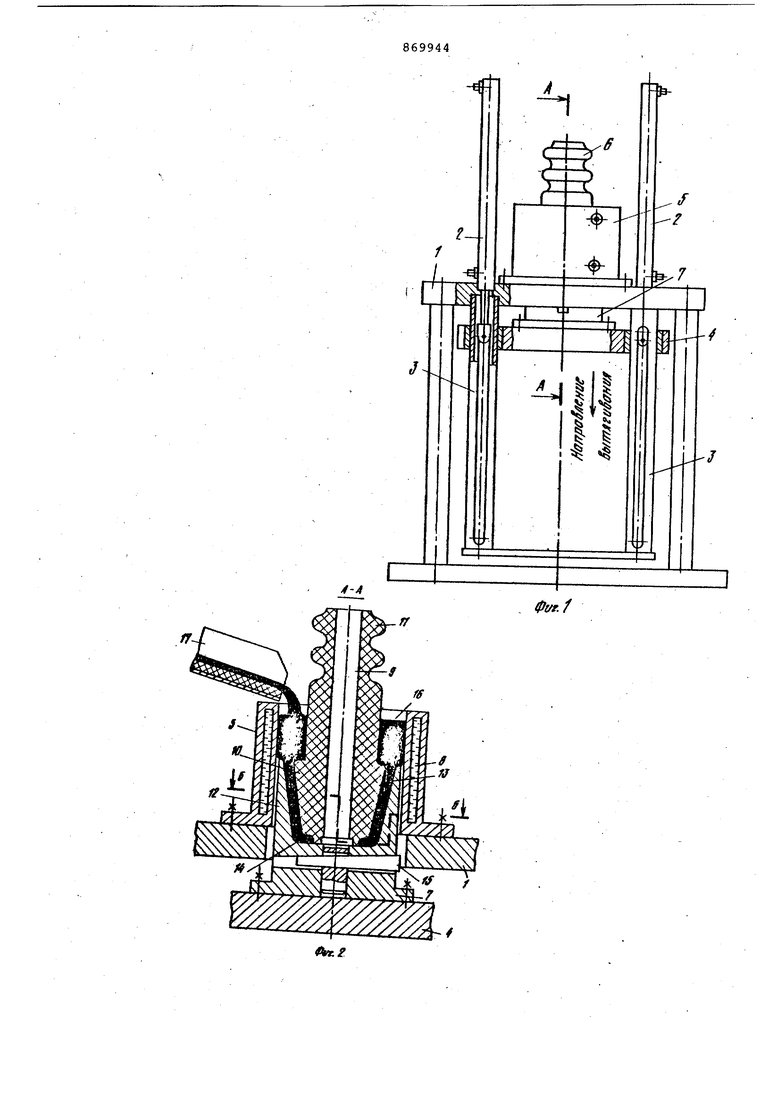
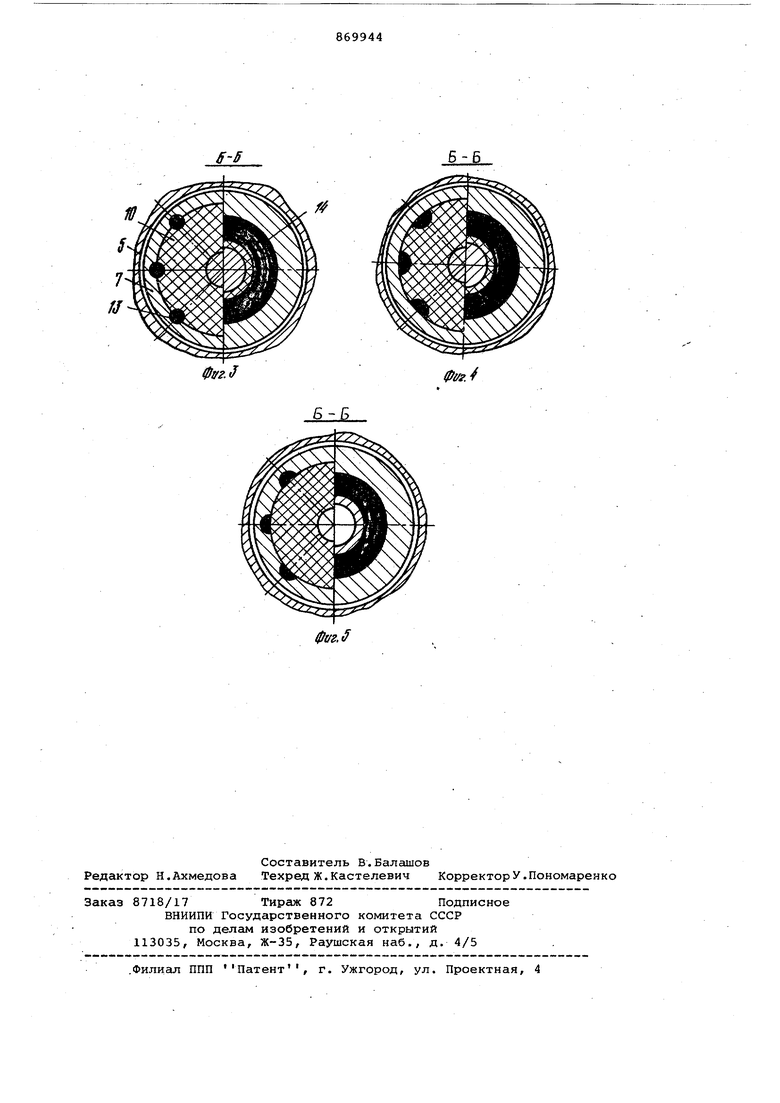
На фиг. 1 изображен общий вид установки; на фиг. 2 - разрез А-А;
25 на фиг. 3, 4, 5 - разрез по Б-Б (три варианта: 1) пазы выполнены по периметру знаковой части затравки и стержня; 2) пазы выполнены по периметру стержня; 3) пазы выполнены
30 по периметру знаковой части затравки) . Установка состоит из станины 1, на верхней плите которой установлены гидроцилиндры 2 и направляквдие 3 под вижного стола 4, кристаллизатора 5, разрушаемого стержня 6, затравки 7. Кристёшлизатор имеет охлаждаемую полость 8, Разрушаемый стержень имее арматуру 9 и состоит из знаковой час ти 1(3 и формообразующей части 11, За равка имеет знаковую часть 12. На ст ке знаковых частей стержня и затравки выполнены пазы 13 (по первому варианту фиг. 3). Со стороны подвижного стола пазы соединены между собой кольцевым коллектором 14. Арматура стержня соединяется с затравкой при помоии клина 15. Работает установка следующим образом. Расплавленный металл 16 по желобу 17 поступает в рабочую полость . кристаллизатора 5, заполняет кольцевой коллектор 14 и пазы 3. Затвердевший металл охватывает со всех сто рон знаковую часть стержня, что способствует равномерному распределению усилия вытягивания заготовки по рабо чей площади стержня и затравки. По мере опускания подвижного стола 4 вместе с затравкой 7 и стержнем 6 при помощи гидроцилиндров 2 по направляющим 3 происходит пополнение рабочей полости кристаллизатора 5 расплавом. Скорость опускания подвижного сто ла согласуется с процессом кристаллизации неталла. Применение предлагаемой установки для непрерывного литья позволяет значительно упростить конструкцию затравочного узла, снизить трудоемкость и себестоимость изготовления заготовок, а также повысить производительность труда на 4-6%. . Формула изобретения 1.Установка для непрерывного литья, содержащая кристаллизатор, разрушаемый армированный стержень, затравку со знаковой частью,закрепленную на подвижном столе, отличающаяся тем, что, с целью упрощения конструкции, по периметру знаковой части затравки и /или / стержня выполнены пазы, соединенные между собой со стороны подвижного стола, при этом затравка жестко соединена с арматурой стержня. 2.Установка по п. 1, отличающаяся тем, что, с целью равномерного распределения тянущего усилия, арматура стержня выходит за пределы его знаковой части. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 566673, кл. В 22 D 11/14, 1974. 2.Отчет БПИ 6632756. Исследование и разработка технологии полунепрерывного литья станкостроительных заготовок сложного профиля.Минск, 1977, с. 45.
l/f.f
ff
S-Б
Б-Б
6-Б
Фт.
