Изобретение относится к литейному производству и предназначено для производства заготовок крупного сечения из металлов и сплавов методом горизонтального непрерывного литья.
Тянущее устройство является одной из составляющих установок непрерывного горизонтального литья заготовок, включающих плавильную печь, миксер, кристаллизатор, пилу для резки слитка на мерные длины и штабелеукладчик. При этом известные литейные установки выполнены по жесткой схеме, в которой слиток прочно закреплен как минимум в трех точках - кристаллизаторе, тянущем устройстве и в гидрозажимах пилы, и предназначены для литья заготовок небольшого сечения. Важным звеном в этой схеме является тянущее устройство.
Известно тянущее устройство установки непрерывной разливки металлов горизонтального типа, содержащее подвижную головку с тянущими и реверсирующими зажимами. Для увеличения производительности тянущие и реверсирующие зажимы закреплены на подвижной головке вдоль горизонтальной оси установки один за другим и снабжены приводами фиксированных положений (aвторское свидетельство СССР N 825272, кл. B 22 D 11/128, 1981).
Известно тянущее устройство машины непрерывного литья заготовок, содержащее установленные на стационарной раме со стойками приводные нижние и верхние ролики и механизм прижима роликов. При этом верхние ролики расположены на траверсе и выполнены с возможностью перемещения в вертикальной плоскости (aвторское свидетельство СССР N 1440606, кл. B 22 D 11/128, 1988).
Наиболее близким по технической сущности к предлагаемому изобретению является устройство для вытягивания прутков на многоручьевой установке непрерывного горизонтального литья, выполненное также с жесткими направляющими. Устройство содержит станину со стойками, тянущую и стопорную головки с зажимами и гидропривод. Улучшение качества прутков и повышение производительности достигается тем, что гидроцилиндр привода размещен в центральной полости тянущей головки соосно кристаллизатору (aвторское свидетельство СССР N 442884, кл. B 22 D 11/12, 1974).
При использовании известных тянущих устройств в установках непрерывного горизонтального литья для отливки слитков крупного сечения, например диаметром 50 мм и более, на участке кристаллизатор-тянущее устройство происходит следующее. Из кристаллизатора слиток выходит с температурой выше 500oC, и охладить его одинаково по периметру не удается. Та сторона слитка, которая имеет наименьшую температуру, имеет наибольшую термическую усадку, в результате чего слиток деформируется (изгибается). Так как литейные установки выполнены по жесткой схеме, то закрепленный в трех точках слиток в результате деформации передает усилие на узлы крепления. Наиболее слабым узлом является графитовый кристаллизатор, срок службы которого резко понижается. Это является существенным недостатком установок при литье заготовок крупного сечения с использованием тянущих устройств, выполненных по жесткой схеме.
Таким образом, на участке кристаллизатор-тянущее устройство при охлаждении происходит деформация слитка в различные стороны и постоянное отклонение слитка от оси под действием термических напряжений. На практике, чтобы как-то уменьшить воздействие слитка на кристаллизатор при отливке заготовок крупного сечения, тянущее устройство располагают подальше от кристаллизатора, на 3-5 м и более, что приводит к увеличению производственных площадей и также является недостатком известных тянущих устройств.
Задачей изобретения является разработка конструкции тянущего устройства, позволяющего уменьшить действие термических напряжений на отливаемый слиток в литейной установке.
Технический результат заявленного устройства состоит в повышении эффективности процесса литья заготовок крупного сечения и увеличении срока службы кристаллизатора в процессе вытягивания из кристаллизатора слитков тянущим устройством.
Для достижения этого технического результата в тянущем устройстве установки непрерывного горизонтального литья заготовок крупного сечения, содержащем установленные на станине со стойками вытягивающий механизм с приспособлением для захвата слитка, стопорный механизм и привод, вытягивающий механизм выполнен в виде свободно подвешенного ярма с возможностью надевания его на слиток, а приспособление для захвата слитка расположено под слитком. Причем приспособление для захвата слитка выполнено в виде гидроцилиндра и клинового устройства. Вытягивающий и стопорный механизмы шарнирно прикреплены к стойкам с возможностью отклонения в радиальном направлении. Привод выполнен гидравлическим, в другом варианте - электрическим.
В установке непрерывного горизонтального литья заготовок крупного сечения, например круглых слитков диаметром 50 мм и более, содержащей разработанное тянущее устройство, слиток крепится в кристаллизаторе и тисках пилы, т. е. в двух точках. При этом тянущее устройство снабжено свободно подвешенным ярмом с возможностью надевания его на слиток. При этом ярмо, периодически воздействуя вдоль оси слитка, перемещает его на заданные расстояния. На слиток в тянущем устройстве действует только вес ярма, который не превышает 1-2% от веса слитка. С точки зрения механики, если на рычаг действуют три силы, как в известных устройствах, мы имеем рычаг первого или второго рода. Если на стержень действует только две силы, как в предлагаемом решении, то он лишается разрушительной способности.
Таким образом повышение эффективности процесса литья заготовок крупного сечения достигается изменением схемы сил, действующих на отливаемый слиток, т. е. вместо трех сил, как в известных решениях, в предлагаемом действуют только две. Это обеспечивает слитку некоторую подвижность при его термической усадке и предотвращает его воздействие на стенки кристаллизатора, что позволяет использовать в литейных установках графитовые кристаллизаторы и увеличивает срок службы кристаллизаторов.
Кроме этого сокращаются производственные площади, занимаемые установками непрерывного литья заготовок, так как возможно более близкое расположение тянущего устройства к кристаллизатору.
Ниже изобретение поясняется более подробно чертежами. При этом показаны:
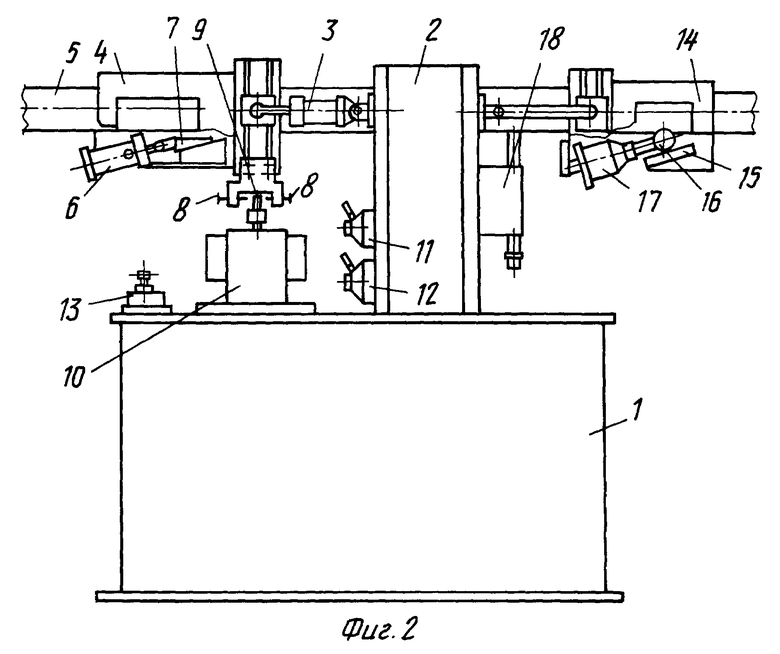
- на фиг. 1 - схема установки непрерывного горизонтального литья заготовок крупного сечения,
- на фиг. 2 - тянущее устройство.
Установка для отливки заготовок крупного сечения (фиг. 1) состоит из индукционной канальной печи 1, графитового кристаллизатора 2, вмонтированного в стенку печи 1, вытягивающего устройства 3 и отрезного станка 4. Слиток 5 фиксируется в графитовом кристаллизаторе 2 и в зажимах отрезного станка 4. В тянущем устройстве 3 слиток может отклоняться от оси в любую сторону.
Тянущее устройство (фиг. 2) состоит из станины 1, на которой закреплены две стойки 2, и вытягивающего механизма, выполненного в виде ярма 4, свободно надетого на слиток 5 и снабженного гидравлическим захватом слитка, состоящим из гидроцилиндра 6 и клинового устройства 7, которые расположены под слитком. Тянущее устройство содержит также гидравлический привод, рабочие гидроцилиндры 3 которого крепятся шарнирно к стойке 2 и приводят в движение ярмо 4, а регулируемые упоры 8 закреплены к ярму 4 и воздействуют на рычаг 9 гидравлической коробки 10. Для регулировки скорости перемещения ярма 4 при рабочем и холостом ходах используются дроссели 11, 12. В случае изменения движения слитка в гидравлической системе установлен четырехходовой кран 13. С целью предотвращения движения слитка при работе в сторону кристаллизатора на стойке 2 с помощью шарниров крепится стопорный механизм 14, который имеет пружинный или гидравлический прижим 17, воздействующий на ролик 16. Ролик опирается на наклонную плоскость 15 и слиток 5, что позволяет слитку перемещаться только в одном направлении и не допускать движения в обратном направлении.
При установке затравки перед началом литья слиток (затравка) упирается на регулируемый упор 18. В рабочем состоянии упор отводится от слитка.
Работает тянущее устройство следующим образом. При подаче давления в гидравлическую систему происходит перемещение гидроцилиндром 6 клинового устройства 7, в результате чего слиток прочно захватывается ярмом 4. Затем ярмо 4 вместе со слитком 5 начинает перемещаться влево с помощью рабочих гидроцилиндров 3 привода, расположенных по обеим сторонам ярма. Скорость перемещения слитка регулируется дросселем 11. При перемещении ярма 4 упоры 8 воздействуют на рычаг 9 гидравлической коробки реверса 10, при этом происходит изменение движения масла в гидросистеме. Происходит остановка движения слитка и освобождения слитка 5 гидроцилиндром 6 от захвата ярмом 4. Ярмо возвращается в исходное положение с заданной дросселем 12 скоростью. Время движения ярма в исходное положение есть время остановки слитка, которое является технологическим параметром и колеблется от нескольких секунд до нескольких десятков секунд. Данная система позволяет плавно регулировать это время. При подходе в крайнее правое положение ярмо 4 воздействует на рычаг 9 и цикл повторяется. Величина перемещения слитка за один цикл находится в пределах от нескольких миллиметров до нескольких десятков миллиметров. В предлагаемом устройстве шаг может изменяться плавно во всем диапазоне с помощью регулируемых упоров 8.
С использованием предлагаемой конструкции тянущего устройства непрерывного горизонтального литья были отлиты слитки:
круглого сечения диаметром 80 мм;
квадратного сечения 105 х 105 мм.
При этом срок службы графитового кристаллизатора по сравнению с известным решением увеличился в 3 раза.
Изобретение относится к литейному производству, конструкциям тянущих устройств и предназначено для производства заготовок крупного сечения из металлов и сплавов методом горизонтального непрерывного литья. Тянущее устройство установки непрерывного горизонтального литья заготовок крупного сечения содержит установленные на станине со стойками вытягивающий и стопорный механизмы и привод. При этом вытягивающий механизм выполнен в виде ярма, свободно надетого на слиток, и снабжен приспособлением для захвата слитка, расположенным под слитком. Изобретение позволяет повысить эффективность процесса литья заготовок крупного сечения и увеличить срок службы кристаллизатора в процессе вытягивания из кристаллизатора слитков тянущим устройством. 4 з.п. ф-лы, 2 ил.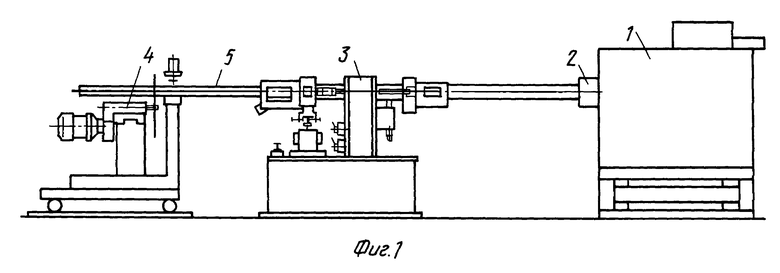
| Устройство для вытягивания прутков | 1970 |
|
SU442884A1 |
| Установка для горизонтальной непрерывной разливки металлов и сплавов | 1980 |
|
SU969442A1 |
| Тянущая клеть машины непрерывного литья металлов горизонтального типа | 1978 |
|
SU786137A1 |
| US 4294306 A, 13.10.81 | |||
| US 4450894, 29.05.84 | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |

