., Изобретение относится к металлургии, в частности к непрерывной разливке металлов. Известна затравка, состоящая из смежных элементов, шарнирно прикрепленных к головке затравки Cl. Смежные элементы позволяют быстро отсоединять слиток от затравки в случае прорыва, однако они не обеспечивают точного совмещения оси затравки с осью кристаллизатора. Наиболее .близкой к предлагаемой по технической сущности и достигаемому результату является затравка для установки непрерывного литья горизонтального типа, содержащая штангу, головку с пробкой и затравочным болтом, соединенные между собой шарнирно. Соосность кристаллизатора и тянущей клети по высоте регулируют перемещением в штанге стержня по оси и фиксируют болтовым соединением, перемещаемым в вертика льных пазах корпуса штанги 2. К недостаткам известной затравки относятся сложность регулирования соосности кристаллизатора и тянущей клети, .так как стержень затравки находится внутри пустотелого корпуса штанги, а также сложность конструкции затравочного устройства. Цель изобретения - увеличение производительности за счет снижения затрат времени на подготовку установки к разливке металла и упрощени конструкции затравки. Указанная цель достигается тем, что в затравке для установки непре рывного литья, содержащей штангу, головку с пробкой и затравочным болтом, в головке выполнены отверстия с расстоянием между их центра ми 0,5-3 диаметра отверстий, при этом головка имеет возможность пов рота вокруг оси штанги. На чертеже изображена предлагае мая затравка, общий вид. Затравка содержит штангу 1, головку 2,с отверстиями 3, заправочный болт 4 и пробку 5, вставляемую в кристаллизатор б. Процесс установки кристаллизатора и тянущей клети осуществляют следующим образом. Устанавливают кристаллизатор 6, выходное отверстие которого закрывают пробкой 5 с затравочным болтом 4. В случае, если ось кристаллизатора 6 не совпадает с осью головки, 2, последнюю поворачивают вокруг оси штанги 1 до совпадения центра отверстия 3 с осью затравочного болта 4. Затем вво5 ачивают затравочный болт 4 в отверстие 3 головки . 2. Штангу 1 зажимают в валках тянущей клети. Расстояние между отверстиями должно быть в пределах 0,5-3 диаметра отверстий. При расположении отверстий на расстоянии менее 0,5 диаметра отверстий затравочной болт не будет держаться в отверстии. При расположении отверстий на расстоянии более 3 диаметров отверстий трудно подобрать отверстие, соосное с затравочным болтом, что в конечном итоге повлияет на точность настройки соосности кристаллизатора и затравочного болта. Пример. Изготавливают затравку с головкой диаметром 60 мм, имеющую девять отверстий М 10. Расстояние между центрами отверстий 9 AM. Вначале производят соосную установку кристаллизатора и затравочного болта, затем установку кристаллизатора и тянущей клети на параллельных осях. Предлагаемая затравка несложна в изготовлении к обслуживании и позволяет с минимальными затратами времени осуществлять подготовку установки к разливке, что обеспечивает повьоиение производительности. Использование затравки на линиях непрерывного горизонтального литья чугуна позволит получить экономический эффект около 50 тыс.руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ КРУПНЫХ СЛИТКОВ С ПОСЛЕДОВАТЕЛЬНО РАСПОЛОЖЕННЫМИ КРИСТАЛЛИЗАТОРАМИ | 1991 |
|
RU2080207C1 |
| Затравка | 1975 |
|
SU528994A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| ГИБКАЯ ЗАТРАВКА | 2002 |
|
RU2193472C1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| СПОСОБ БЕСКОНЕЧНОГО ИЗГОТОВЛЕНИЯ СМОТАННОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ В КОМБИНИРОВАННОЙ УСТАНОВКЕ ДЛЯ РАЗЛИВКИ И ПРОКАТКИ, СПОСОБ ПУСКА КОМБИНИРОВАННОЙ УСТАНОВКИ ДЛЯ РАЗЛИВКИ И ПРОКАТКИ И КОМБИНИРОВАННАЯ УСТАНОВКА ДЛЯ РАЗЛИВКИ И ПРОКАТКИ | 2017 |
|
RU2750305C2 |
ЗАТРАВКА ДЛЯ УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ, содержащая штангу, головку с пробкой и затраBO4HbBvt болтом, отличающаяся тем, что, с целью уве; ичения производительности, за счет снижения затрат времени на подготовку установки к разливке металла и упрощения конструкции затравки, в головке выполнены отверстия с расстоянием .между их центрами 0,5-3 диаметра отверстий, при этом головка имеет возможность поворота вокруг оси штанги. ел О) со со 00 ел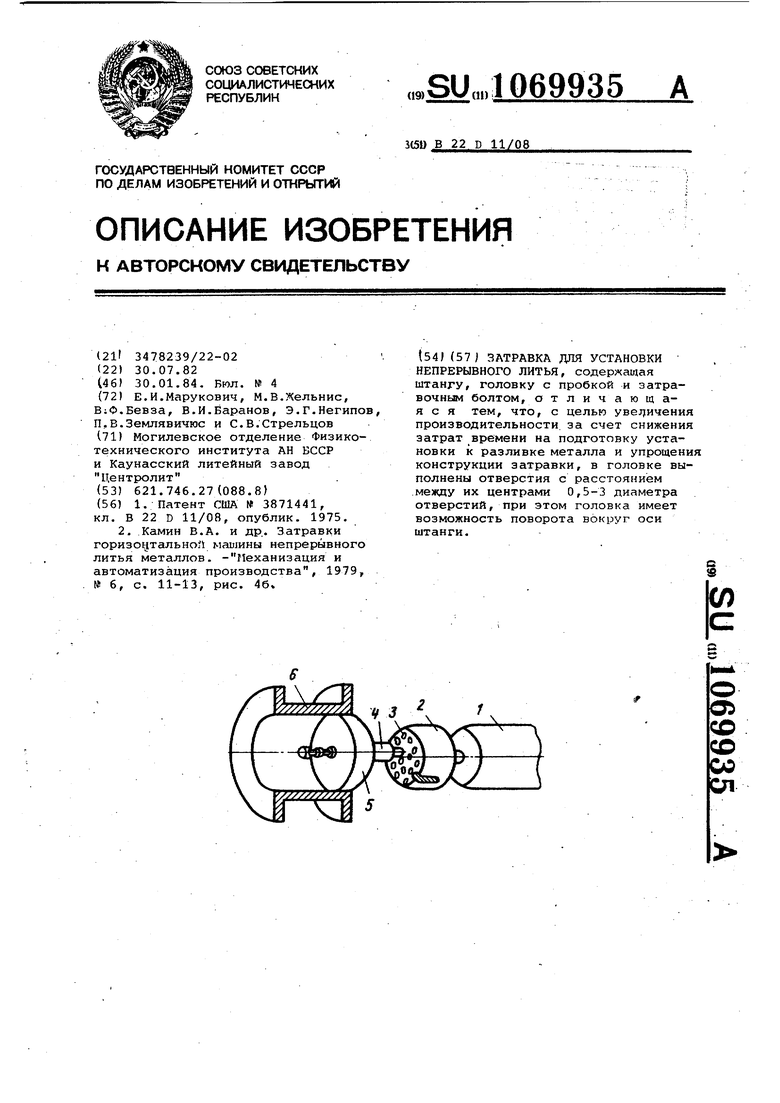
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3871441, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Камин В.А | |||
| и др. | |||
| Затравки горизонтальной lauJины непрерывного литья металлов | |||
| - Механизация и автоматизация производства, 1979, 6, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
