(54) УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК
выравнивания уровня металла в кристаллизаторе 1.
Изготовление стержней можно производить в обычных стержневых ящиках, предварительно вставляя в стержневой ящик армирующие обоймы.
Армирование знаковых частей можно производить перед введением стержня в кристаллизатор. Стержни.вставляют в обоймы, заранее установленные на затравке и рассчитанные на один или несколько (блок) стержней, причем обоймы могут быть использованы как калибрующие элементы для точной установки и центровки стержней (сборки стержневых блоков), и подают в кристаллизатор. Обоймы могут быть использованы многократно.
Процесс литья на предлагаемой установке осуществляется следующим образом.
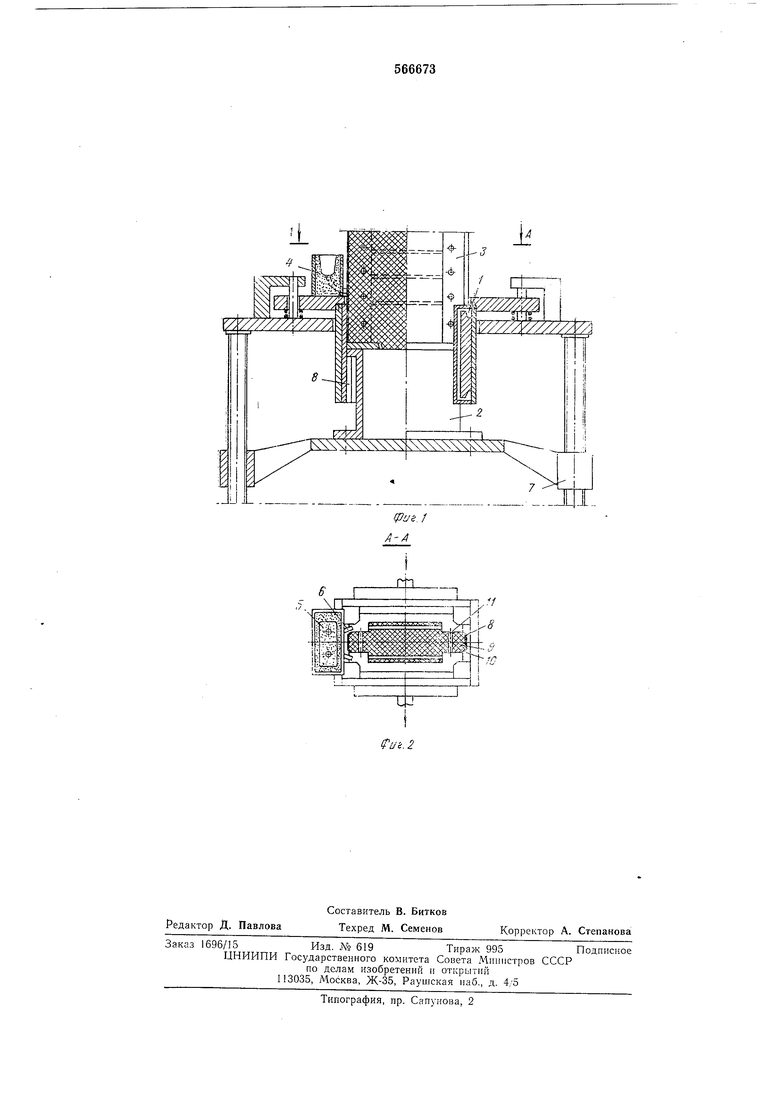
В кристаллизатор 1 снизу вверх вводят до верхнего его уровня поддон-затравку 2. На затравку устанавливают и фиксируют разрущаемый стержень 3 таким образом, что его армированные знаковые части 9 попадают в пазы 8 кристаллизатора 1 и могут свободно скользить в них во время передвижения затравки со Стержнем. Путем передвижения затравки 2 стержень 3 подается в кристаллизатор 1. Армирование знаковых частей стержня 3 обеспечивает свободное плавное скольжение его в пазах 8 кристаллизатора 1, предупреждает истирание стержня и засор отливок, гарантирует от заклинивания и поломки стержней.
Устанавливают заливочное устройство (заливочное устройство может быть установлено и до сборки и введения стержней в кристаллизатор, т. е. нредус.мотрено автономное выполнение этих операций) и производят подачу металла в заливочное устройство, из которого через трубки-питатели 6 металл попадает в полость кристаллизатора 1, причем полость каждой отливки в кристаллизаторе 1 может быть заполнена через индивидуальные питатели. При достил ении металлом уровня сквозных отверстий 11 в стержне 3 выравнивается уровень металла в каждой из полостей отдельных отливок.
Во время литья непрерывно со стороны кристаллизатора 1 и стержня 3 происходит образование достаточно прочной корки по периметру калчдой отливки, что позволяет непрерывно извлекать отливку из кристаллизатора 1.
Процесс может быть непрерывным, когда производят резку заготовок определенной длины при выходе отливки из кристаллизатора; непрерывным, когда отдельные заготовки получают сразу в процессе литья с использованием стержней определенной длины, разделенных стерл нями-прокладками (из любого материала), периодически полностью перекрывающими поперечное сечение кристаллизатора, и полунепрерывным, когда получение отдельной заготовки осуществляют с одной заливки.
После окончательного затвердевания и охлаждения отливки стержни выбивают. Армирующие обоймы 10 для знаковых частей 9 стержня 3 используют повторно.
Использование предлагаемой установки позволит получать методом непрерывного литья ряд отливок со сложной поверхностью (в частности, реек строгальных станков), обеспечивая при этом высокую точность отливок и незначительные припуски на механическую обработку. Такая установка исключит необходимость применять специальные приспособления для направления, центрирования и фиксации стержней в процессе литья.
Формула изобретения
Установка для непрерывного литья заготовок, содержащая заливочное устройство, проходпой водоохлаждаемый кристаллизатор, разрушаемый стержень, затравку и устройство для вытягивания заготовок, отличающееся тем, что, с целью обеспечения возможности одновременного получения нескольких заготовок со сложной поверхностью, стержень снабжен ар.мирующими обоймами, к.онтактирующкми с продольными направляюЩ 1ми пазами, выпол1 енными н& рабочей поверхности кристаллизатора, причем стержень делит полость кристаллизатора на несколько частей, сообщающихся между собой через отверстия в стерлчне, равномерно расположенные по его длине.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР №466942, кл. В 22D 11/14, 1973.
,
.Т1Т„
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывного литья заготовок | 1980 |
|
SU865502A1 |
| Установка для непрерывного литья | 1980 |
|
SU869944A1 |
| Установка для непрерывного литья полых заготовок типа втулок | 1980 |
|
SU899250A1 |
| Установка непрерывного горизонтального литья полых заготовок | 1984 |
|
SU1174154A1 |
| Установка непрерывного литья | 1980 |
|
SU931282A1 |
| Установка для непрерывного литья мерных полых цилиндрических заготовок | 1980 |
|
SU933214A1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
| Машина для вертикального непрерывного литья заготовок | 1987 |
|
SU1650336A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Установка для непрерывного литья полых заготовок | 1978 |
|
SU865500A1 |