(54) МЕХАНИЗМ ПОПЕРЕЧНОЙ ПОДАЧИ КРУГЛОПИЛЬНОГО СТАНКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |
| Устройство для изготовления пробок | 1980 |
|
SU939205A1 |
| Станок для раскроя деревянных заготовок | 1987 |
|
SU1497002A1 |
| Станок для поперечной распиловки движущихся лесоматериалов | 1983 |
|
SU1108006A1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОГО РАСПИЛА "ГАТЕР 2000" | 2000 |
|
RU2181079C1 |
| Револьверная головка | 1974 |
|
SU531661A1 |
| Многопильный станок для продольной распиловки короткомерных бревен | 1982 |
|
SU1066804A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО | 1968 |
|
SU231330A1 |
| Станок для полуавтоматической обработки ювелирных камней | 1958 |
|
SU116961A2 |
I
Изобретение относится к круглопильным станкам, предназначенным для продольной распиловки бревен, и может быть использовано в деревообрабатывающих производствах лесопильных предприятий.
Известен механизм поперечной подачи бревен, содержащий электродвигатель, цепную передачу, редукторы, шестерни и рейки 1.
Однако из-за того, что контроль величины поперечной подачи бревна производится оператором визуально по механизму замера, возникает необходимость в остановке продольной подачи после каждого пропила, что снижает производительность станка.
Известен механизм поперечной подачи круглопильного станка, содержащий станину с упорами и столом, имеющим зубчатую рейку и поперечный суппорт, и винт с щестерней и гайкой поперечного перемещения суппорта 2.
Этот механизм сложен в изготовлении и эксплуатации, кроме того, после осуществления поперечного перемещения суппорта он не фиксируется в достигнутом положении, закрепленная жестко на столе станка рейка при набегании на щестерню из-за разности
исходных положений после каждого предыдущего прохода часто заклинивает, а при совмещении зубьев рейки и щестерни происходит поломка механизма. Кроме того, двойная установка величины отпила сначала суппорта, а потом клин-гайки, вносит дополнительную ошибку в размер отпиливаемой части бревна, причем переналадка на заданный размер отпила осуществляется путем смены реек, разных по длине, что снижает производительность.
«О
Цель изобретения - упрощение конструкции механизма, повышение надежности и точности работы.
Это достигается тем, что станина снабжена отжимной планкой, один из упоров выполнен регулируемым на толщину отпиливаемой заготовки, зубчатая рейка установлена на столе посредством направляющих, причем винт с шестерней и гайкой поперечного перемещения суппорта также установлен на столе и снабжен зубчатой муфтой, 20 одна полумуфта которой жестко соединена с шестерней, а другая подпружинена относительно стола, гайка жестко соединена С суппортом, а шестерня находится в постоянном зацеплении с зубчатой рейкой, при этом подпружиненная полумуфта снабжена вилкой с роликом.
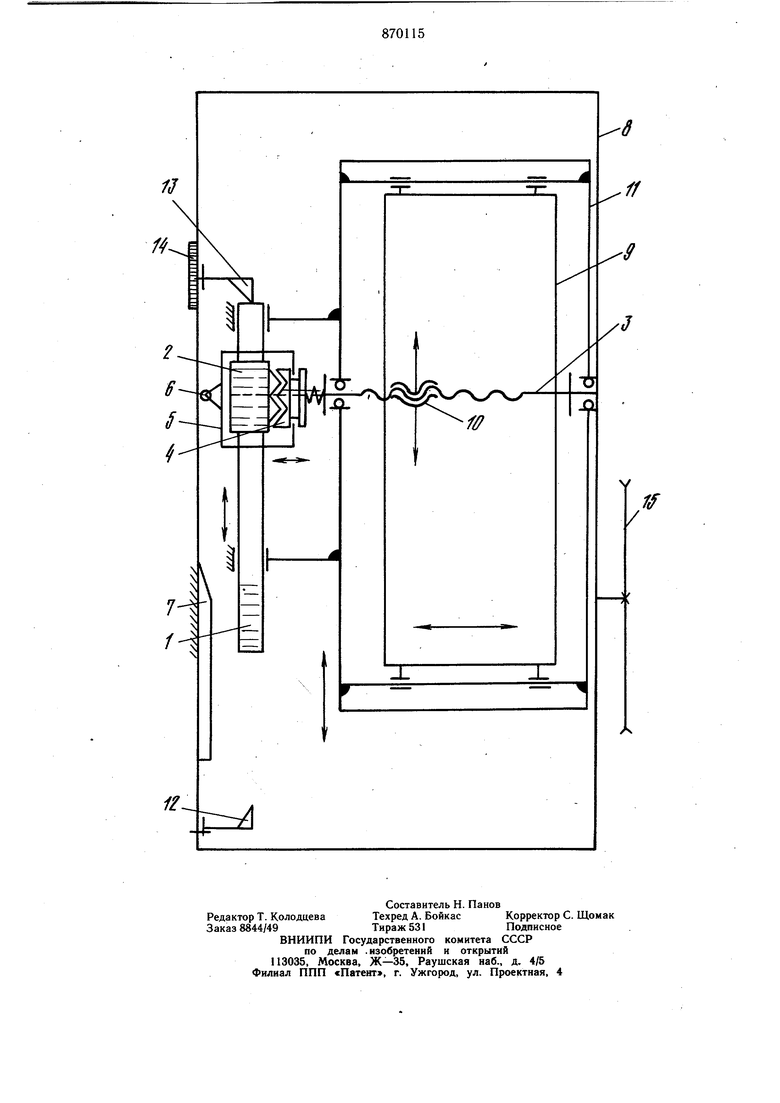
На чертеже изображена кинематическая схема предложенного механизма поперечной подачи круглопильного станка.
Механизм состоит из рейки 1, входящей в постоянное зацепление с шестерней 2, свободно сидящей на гладком конце винта 3.
Шестерня 2 соединяется с винтом 3 при помощи зубчатой муфты 4, одна полумуфта которой жестко закреплена на самой щестерне, а на другой, подпружиненной полумуфте в кольцевой проточке размещена вилка 5 с роликом 6, который входит во взаимодействие с отжимной планкой 7, закрепленной на станине 8 станка. Винт 3 соединяется с суппортом 9 станка при помощи маточной гайки 10. Суппорт 9 может перемещаться в поперечном направлении по направляющим подвижного стола 11 станка.
На станине 8 закреплены неподвижный и регулиуалый упоры 12 и 13, линейка 14 с растянутой щкалой, пила 15 с приводом.
Механизм работает следующим образом.
При рабочем ходе стола 11, после окончания пропила, рейка 1, контактируя е неподвижным упором 12, останавливается, стол 11 продолжает движение вперед, при этом щестерня 2 катится по неподвижной рейке и через муфту 4 вращает винт 3, маточная гайка 10 отводит суппорт от пилы 15 на 3-10 мм Для обеспечения свободного возврата бревна в исходное положение. При набегании ролика 6 на отжимную планку 7 при помощи подпружиненной полумуфты осуществляется расцепление шестерни 2 и винта 3, при этом щестерня свободно вращается на гладком конце винта до окончания рабочего хода.
На холостом хбду, при обратном движении стола 11 после пиления рейка 1, перемещаясь со столом 11 и контактируя с регулируемым упором 13, останавливается.
Шестерня 2, перемещаясь со столом 11 относительно неподвижной рейки 1 начинает вращаться и через муфту 4 вращает винт 3. При этом происходит перемещение суппорта 9 посредством маточной гайки 10 к пиле 15 на требуемую величину отпила, которая задается по растянутой щкале линейки 14 регулируемым упором. 13, ограничивающим перемещение рейки 1.
После окончания распила всего бревна, при разжатой маточной гайке 10, осуществляется возврат суппорта 9 в исходное положение для распиловки очередного бревна.
Формула изобретения
Механизм поперечной подачи круглопильного станка, содержащий станину с упорами и столом, имеющим зубчатую рейку с поперечным суппортом, и винт с щестерней и гайкой поперечного перемещения суппорта, отличающийся тем, что, с целью упрощения конструкции, станина снабжена отжимной планкой, один из упоров выполнен регулируемым на толщину отпиливаемой заготовки, зубчатая рейка установлена на столе посредством направляющих, причем винт с щестерней и гайкой поперечного перемещения суппорта также установлен на столе и снабжен зубчатой муфтой, одна полумуфта которой жестко соединена с щестерней, а другая подпружинена относительно стола гайка жестко соединена с суппортом, а щестерня находится в постоянном зацеплении с зубчатой рейкой, при этом подпружиненная полумуфта снабжена вилкой с роликом.
Источники информации,, принятые во внимание при экспертизе
№ 129002, кл. В 27 В 7/00, 1959 (прототип).
