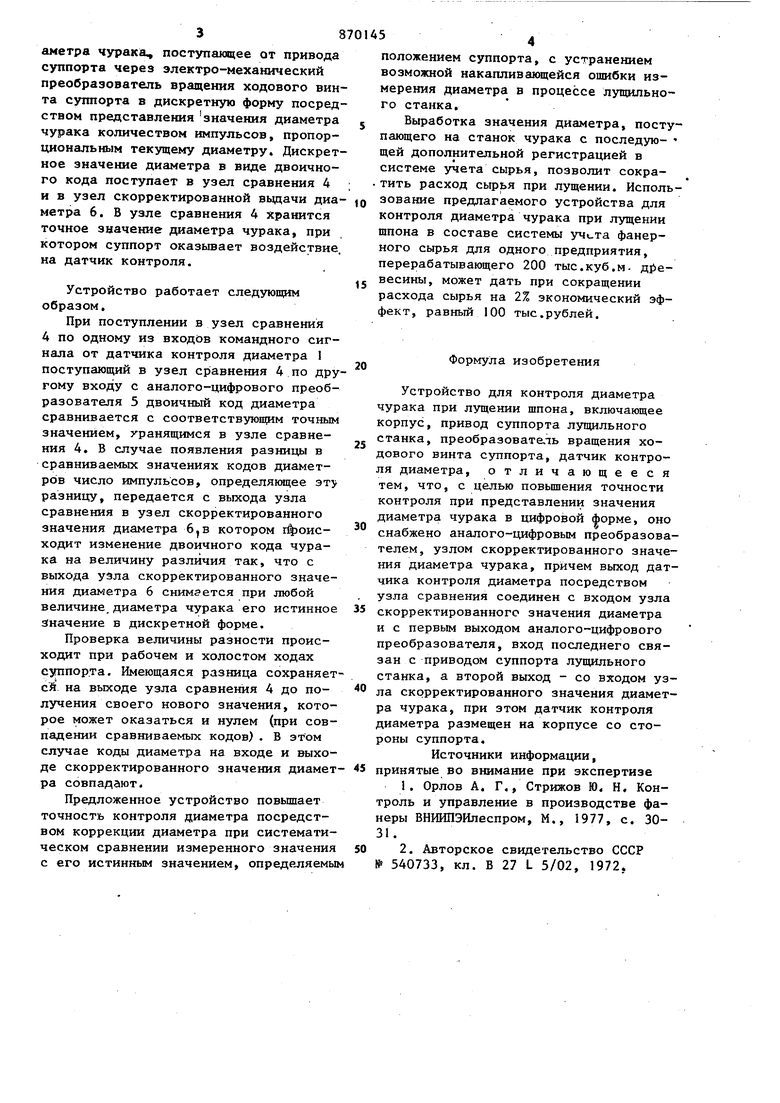
Изобретение относится к области деревообработки и может быть использовано преимущественно в лущильных станках. Известны устройства для контроля диаметра чурака при лущении пшена, включающие корпус, привод суппорта лущильного станка, преобразователь вращения ходового винта суппорта, да чик контроля диаметра ГП и t23. Недостатком данных устройств является низкая точность контроля при представлении значения диаметра чура ка в цифровой форме. Цель изобретения - повышение точности контроля диаметра при представ лении значения диаметра в цифровой форме. Поставленная цель достигается тем что устройство снабжено аналого-цифровым преобразователем, узлом скорре тированного значения диаметра чурака причем выход датчика контроля дирмет ра посредством узла сравнения соединен с входом узла скорректированного значения диаметра и с первым выходов аналого-цифрового преобразователя, вход последнего связан с приводом суппорта лущильного станка, а второй выход - со входом узла скорректированного значения диаметра чурака, при этом датчик контроля диаметра размещен на корпусе со стороны суппорта; На . 1 показано размещение датт чика контроля на лущильном станке; на фиг. 2 - блок-схема устройства для контроля диаметра. Датчик контроля 1 устанавливается на корпусе 2 со стороны суппорта 3 станка в положении, опредеря ощем заданное расстояние от режущей кромки ножа до оси шпинделей станка. При определенном положении суппорта относигельно оси шпинделей датчик контроля I вьщает командный сигнал, поотупаюадй в узел сравнения 4. Аналого-цифровой преобразователь 5 преобразует непрерывное значение диаметра чурека, поступакнцее от привода суппорта через электро-механический преобразователь вращения ходового вин та суппорта в дискретную форму посред ством представления значения диаметра чурака количеством импульсов, пропорциональным текущему диаметру. Дискрет ное значение диаметра в виде двоичного кода поступает в узел сравнения 4 и в узел скорректированной вьщачи диа метра 6. В узле сравнения 4 хранится точное значение диаметра чурака, при котором суппорт оказывает воздействие на датчик контроля. ,г Устройство работает следуюищм образом. При поступлении в узел сравнения 4 по одному из входив командного сигнала от датчика контроля диаметра 1 поступающий в узел сравнения 4 по дру гому входу с аналого-цифрового преобразователя 5 двоичный код диаметра сравнивается с соответствующим точным значением, хранящимся в узле сравнения 4. В случае появления разнида в сравниваемых значениях кодов диаметров число импульсов, определякндее эту разницу, передается с выхода узла сравнения в узел скорректированного значения диаметра 6,в котором гфоисходит изменение двоичного кода чурака на величину различия так, что с выхода узла скорректированного значения диаметра 6 снимается при любой величине,диаметра чурака его истинное значение в дискретной форме. Проверка величины разности происходит при рабочем и холостом ходах суппорта. Имеющаяся разница сохраняет сй на выходе узла сравнения 4 до получения своего нового значения, которое может оказаться и нулем (при совпадении сравниваемых кодов) . В этом случае коды диаметра на входе и выходе скорректированного значения диамет ра совпадают. Предложенное устройство повышает точность контроля диаметра посредством коррекции диаметра при систематическом сравнении измеренного значения с его истинным значением, определяемы положением суппорта, с устранением возможной накапливающейся ощибки измерения диаметра в процессе лущильного станка. Выработка значения диаметра, поступающего на станок чурака с последую- щей дополнительной регистрацией в системе учета сырья, позволит сократить расход сырья при лущении. Использование предлагаемого устройства для контроля диаметра чурака при лущении шпона в составе системы учита фанерного сырья для одного предприятия, перерабатывающего 200 тыс.куб.м- древесины, может дать при сокращении расхода сырья на 2% экономический эффект, равный 100 тыс.рублей. Формула изобретения Устройство для контроля диаметра чурака при лущении шпона, включающее корпус, привод суппорта лущильного станка, преобразователь вращения ходового винта суппорта, датчик контроля диаметра, отличающееся тем, что, с целью повьш1ення точности контроля при представлении значения диаметра чурака в цифровой форме, оно снабжено аналого-цифровым преобразователем, узлом скорректированного значения диаметра чурака, причем выход датчика контроля диаметра посредством узла сравнения соединен с входом узла скорректированного значения диаметра и с первым выходом аналого-цифрового преобразователя, вход последнего связан с приводом суппорта лущильного станка, а второй выход - со входом узла скорректированного значения диаметра чурака, при этом датчик контроля диаметра размещен на корпусе со стороны суппорта. Источники информации, принятые во внимание при экспертизе 1.Орлов А. Г., Стрижов Ю. Н, Контроль и управление в производстве фанеры ВНИИПЭИлеспром, М., 1977, с. 3031. 2.Авторское свидетельство СССР № 540733, кл. В 27 L 5/02, 1972,
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления лущильным станком | 1988 |
|
SU1618655A1 |
| Устройство для контроля толщины чурака при лущении шпона | 1981 |
|
SU1096106A1 |
| УЗЕЛ ОГРАНИЧИТЕЛЯ ПРОГИБА | 2008 |
|
RU2365494C1 |
| Суппорт лущильного станка | 1980 |
|
SU939199A1 |
| ЛИНИЯ ЛУЩЕНИЯ-РУБКИ ШПОНА | 1973 |
|
SU388884A1 |
| Система для подачи чураков в лущильный станок | 1988 |
|
SU1703461A1 |
| Лущильный станок | 1982 |
|
SU1117219A1 |
| Устройство для управления лущильным станком | 1986 |
|
SU1405985A1 |
| ЛУЩИЛЬНЫЙ СТАНОК И СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНА | 2020 |
|
RU2800524C2 |
| Лущильный станок | 1987 |
|
SU1435433A1 |
Фиг.
