(54) УСТРОЙСТВО ДЛЯ МЕСТНОЙ ВУЛКАНИЗАЦИИ КОНВЕЙЕРНЫХ ЛЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ ЭЛЕКТРИЧЕСКИЙ ВУЛКАНИЗАТОР | 1992 |
|
RU2071421C1 |
| Устройство для местной вулканизации конвейерных лент | 1984 |
|
SU1234202A1 |
| Шлюзовый кран | 1972 |
|
SU444723A1 |
| Передвижное устройство для местнойВулКАНизАции КОНВЕйЕРНыХ лЕНТ | 1979 |
|
SU821190A1 |
| Устройство для перегрузки подвесок с траверс подвесного конвейера | 1981 |
|
SU1004227A1 |
| Устройство для вулканизации про-РЕзиНЕННыХ лЕНТ | 1979 |
|
SU844366A1 |
| ШТРЕКОВЫЙ ПЕРЕГРУЗОЧНЫЙ ПУНКТ | 1992 |
|
RU2044890C1 |
| Обогреваемый пресс | 1987 |
|
SU1479292A1 |
| Пресс для вулканизации ленточных изделий | 1982 |
|
SU1118541A1 |
| Устройство для ремонта конвейерных лент | 1983 |
|
SU1125137A1 |
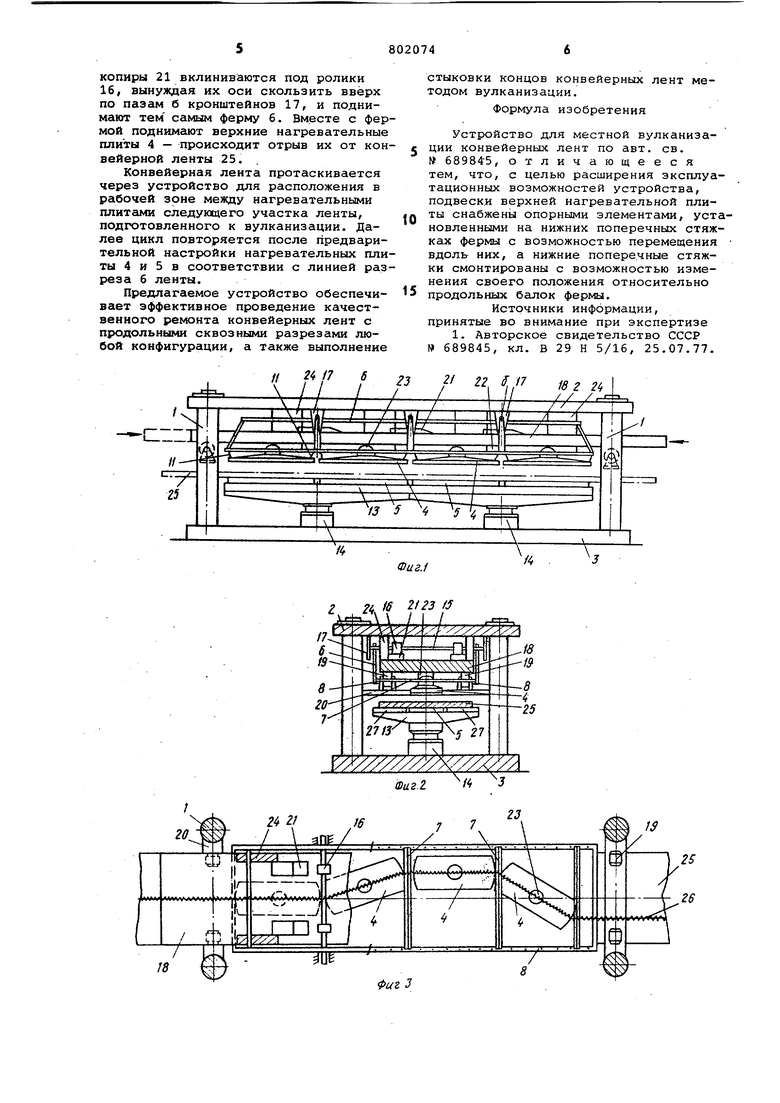
Изобретение относится к оборудованию резинотехнической прокйлшленности, в частности к устройствам для ремонта конвейерных лент вулканизацией. Известно устройство для местной вулканизации конвейерных лент по основному авт. св. 689845, содержащее соединяемое посредством вертикальных стоек НИЖНК80 и верхнюю опорные траверсы с установленными между ними нижней и верхней нагревательными плитами, силовой узел,связанную с верхней нагревательной плитой вертикально-подвижную ферму с опорными ро ликами и горизонтально-подвижную про межуточную опорную плиту с копирами на верхней стороне и плоскими упорами на нижней, взаимодействующими с верхней нагревательной плитой, свя занной с фермо й посредством подвесок причем верхняя нагревательная плита снабжена сферическнмн упорами, а на верхней траверсе, закреплен кронштейн с пазами для осей опорных роликов У Известное устройство обеспечивает вулканизацию только прямолинейных продольных сквозных разрезов конвейерной ленты. На практике наряду с прямолинейными разрезами часто бы;вают сквозные разрезы, расположенные . под углом к оси ленты. Нередко разрезы бывают волнообразными и имеют косой выход к краю ленты. Местные повреждения конвейерной ленты (задиры, расслоения, разрывы обкладки, износ и др.) ориентированы самым различным образом по отношению к оси ленты и редко бывают строго продольными. Известное устройство не обеспечивает ремонт и восстановление таких участков. Поврежденные участки приходится вырезать, что приводит к большим потерям ленты. Целью изобретения является расширение эксплуатационных возможностей устройства. Для достижения поставленной цели в известном устройстве подвески верхней нагревательной плиты снабжены опорными элементами, установленными на ннжннх поперечных стяжках фермы с воз1уюжностью перемещения вдоль них, а нижние поперечные стяжки смонтированы с возможностью изменения своего положения относительно продольных балок фермы. На фиг. 1 изображено описываемое устройство; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - то же, вид
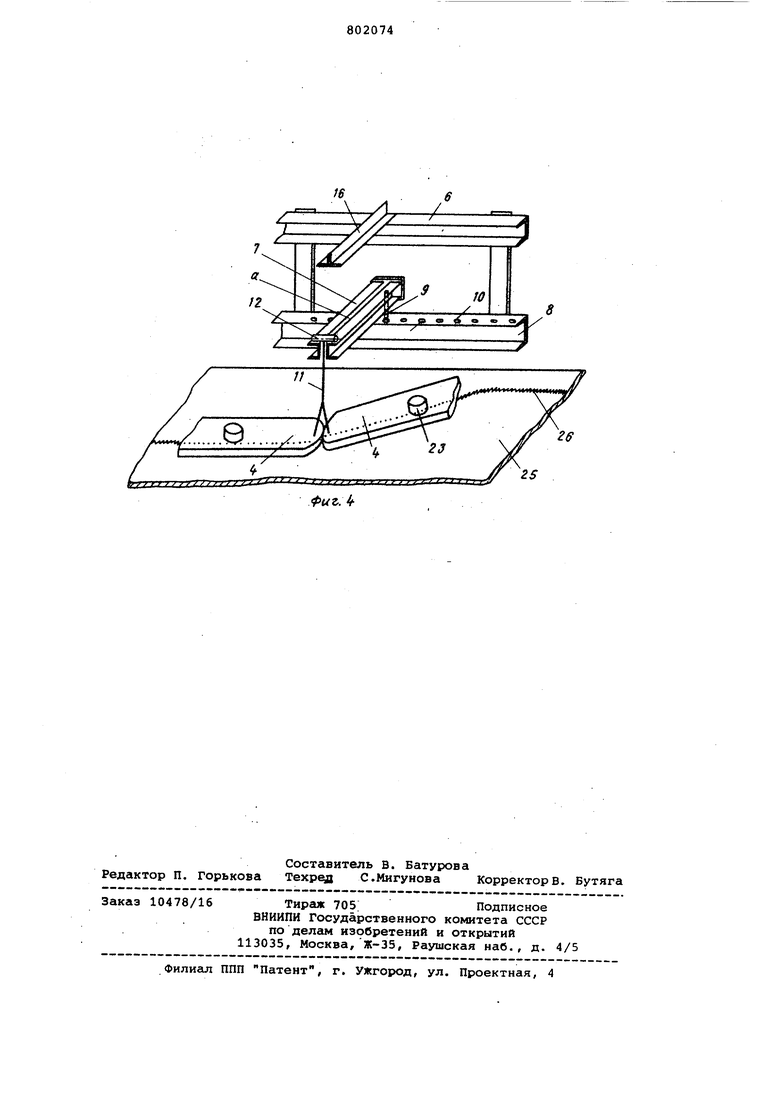
в плане; на фиг. 4 - узел подвески верхних нагревательных плит.
Устройство для ремонта конвейерных лент содержит соединенные стойками 1 верхнюю 2 и нижнюю 3 траверсы между которыми размещены верхние 4 и нижние 5 нагревательные плиты. Между верхней траверсой 2 и верхними нагревательными плитами 4 помещена вертикально-подвижная ферма 6.
Нижние поперечные стяжки 7 фермы 6 установлены с возможностью изменения своего положения относительно продольных балок 8 фермы. Для этого на концах стяжек 7 закреплены штыри 9 (см. фиг. 4), а в балках 8 выполнены гнезда 10 под штыри 9.
Верхние нагревательные плиты 4 связаны с нижними поперечными стяжками 7 фермы 6 посредством подвесок 11, которые снабжены опорными элементами 12, установленными на нижних поперечных стяжках 7 фермы 6 с возможностью перемещения вдоль них. При этом в стяжках 7 имеются пазы а для прохода верхних частей подвесок 11.
Нижние нагревательные плиты 5 расположены на столе 13, который установлен на силовых гидродомкратах 14, смонтированных на нижней траверсе-3.
На верхних неподвижных стяжках 15 фермы б установлены опорные ролики
16,оси которых свободно расположены в вертикальных пазах б кронштейнов
17,прикрепленных к верхней траверсе 2.
Внутри фермы 6 размещена промежуточная горизонтально-подвижная опорная плита 18, которая своей нижней плоскостью лежит на катках 19 (см. фиг. 3). Катки 19 смонтированы на перекладине 20, соединяющей стойки 1 Промежуточная опорная плита снабжена приводом возвратно-поступательного перемещения (на фигурах не показан). На верхней плоскости промежуточной плиты 18 установлены клиновидные копиры 21, а на нижней ее плоскости - плоские упоры 22.
На верхних нагревательных плитах 4 размещены сферические 23, а на верхней траверсе 2 установлены направляющие планки 24.
Устройство работает следующим образом.
Перед началом рабочего цикла промежуточная опорная плита 18 сдвигается крайнее правое положение (см. фиг. 1). При этом ролики 16 находятся на клиновидных копирах 21, а верхние нагревательные плиты 4 свободно висят на подвесках 11 под нижними плитами 5.
Ремонтируемая конвейерная лента 2 с подготовленными к вулканизации участком укладывается на нижние нагревательные плиты 5 так, чтобы ли.ния разреза 26 ленты располагалась бы по центру плит. Для предотвращения
провисания краев ленты на столе 13 под лентой размещают прокладки 27. В соответствии с формой вулканизуемого участка устанавливается положение нижних поперечных стяжек 7 вдоль продольных балок 8 и положение опорных элементов 12 подвесок 11 на стяжках При этом верхние нагревательные плиты 4 разворачиваются в плане на некоторый угол или смещаются к краю конвейерной ленты. Так как каждая верхняя нагревательная плита 4 подвешена на двух подвесках 11, опорные элементы 12 последних имеют возможность автономного перемещения по поперечным стяжкам 7 в любую сторону, соответственно и нагревательные плиты 4 разворачиваются в ту или иную сторону.
При вулканизации стыка концов конвейерных лент стяжки 7 располагаютс на продольных башках 8 фермы б почти вплотную друг к другу. При этом верхние нагревательные плиты занимают поперечное или наклонное к оси ленты положение в соответствии с формой стыка и соприкасаются своими длинными стороналга друг с другом. Соответственно на столе 13 располагаются и нижние нагревательные плиты.
Затем промежуточная опорная плита 18 перемещается влево, скользя своей верхней плоскостью по планкам 24. Ролики 16 съезжают по клиновидным копирам 21 и ферма 6 вместе с подвешенными к ней верхними нагревательными плитами 4 опускается. От горизонтального перемещения фермы 6 удерживается осями роликов, скользящими вниз по пазам б неподвижных кронштейнов 17. в конце перемещения промежуточной опорной плиты 18 ролики 16 располагаются на ее верхней плоскости, а плоские упоры 22 размещаются над сферическими упорами 23 верхних нагревательных плит 4, которые ложатся на конвейерную ленту 25.
Далее включается нагрев плит 4 и 5 и одновременно создается прессующее усилие включением силовых гидродомкратов 14. Вертикальный ход стола 13 ограничен и практически составляет несклько миллиметров (величина хода обусловлена зазорами между сферическими 23 и плоскими 22 упорами, между промежуточной опорной плитой 18 и планками 24 и упругой податливостью ленты 25).
После окончания процесса вулканизации выключается нагрев плит, сбрасывается давление в силовых гидродомкратах и перемещается промежуточная опорная плита 18 вправо. В начале перемещения плоские упоры 22, смещаясь вместе с промежуточной опорной плитой 18, освобождают пространство над сферическими упорами 23. При дальнейшем перемещении клиновидные
копиры 21 вклиниваются под ролики 16, вынуждая их оси скользить вверх по пазам б кронштейнов 17, и поднимают тем самым ферму 6. Вместе с фермой поднимают верхние нагревательные плиты 4 - происходит отрыв их от конвейерной ленты 25.
Конвейерная лента протаскивается через устройство для расположения в рабочей зоне между нагревательными плитами следующего участка ленты, подготовленного к вулканизации. Далее цикл повторяется после предварительной настройки нагревательных плиты 4 и 5 в соответствии с линией разреза б ленты.
Предлагаемое устройство обеспечивает эффективное проведение качественного ремонта конвейерных лент с продольными СКВОЗНЫ14И разрезами любой конфигурации, а также выполнение А Г I
стыковки концов конвейерных лент методом вулканизации.
Формула изобретения
Устройство для местной вулканизации конвейерных лент по авт. св. 689845, отличающееся тем, что, с целью расширения эксплуатационных возможностей устройства, подвеск.и верхней нагревательной плиты снабжены опорными элементами, уста0новленными на нижних поперечных стяжках фермы с возможностью перемещения вдоль них, а нижние попере.чные стяжки смонтированы с возможностью изменения своего положения относительно
5 продольных балок фермы.
Источники информации, принятые во внимание при экспертизе
Х///7///// /.///А//Л
Фаг.г W
.е......х....
2S
25
