1
Изобретение относится к машиностроению и может быть использовано в сборочных производствах на распределительных конвейерах для адресования деталей по позициям сборки, при сортировке по определенным признакам неупорядоченного потока изделий.
Известно устройство для автоматического адресования деталей на конвейере, содержащее задатчик адреса с пневматическим приводом, адресователь с кодовыми элементами и считыватель 1.
Недостатком такой конструкции является невозможность перенастройки адресователя при изменении координат позиций адресования.
Цель изобретения - повышение удобства эксплуатации.
Эта цель достигается тем, что адресователь выполнен в виде двух замкнутых гибких органов, жестко связанных между собой осями, на которых размещены кодовые элементы, выполненные в виде кулачков с фиксаторами, и снабжен кулиснохраповым механизмом с дискретным пневматическим приводом кинематически связанным с конвейером, причем задатчик адреса снабжен направляющей с пазами и вилкой, установленной в пазах с возможностью взаимодействия с кодовыми элементами.
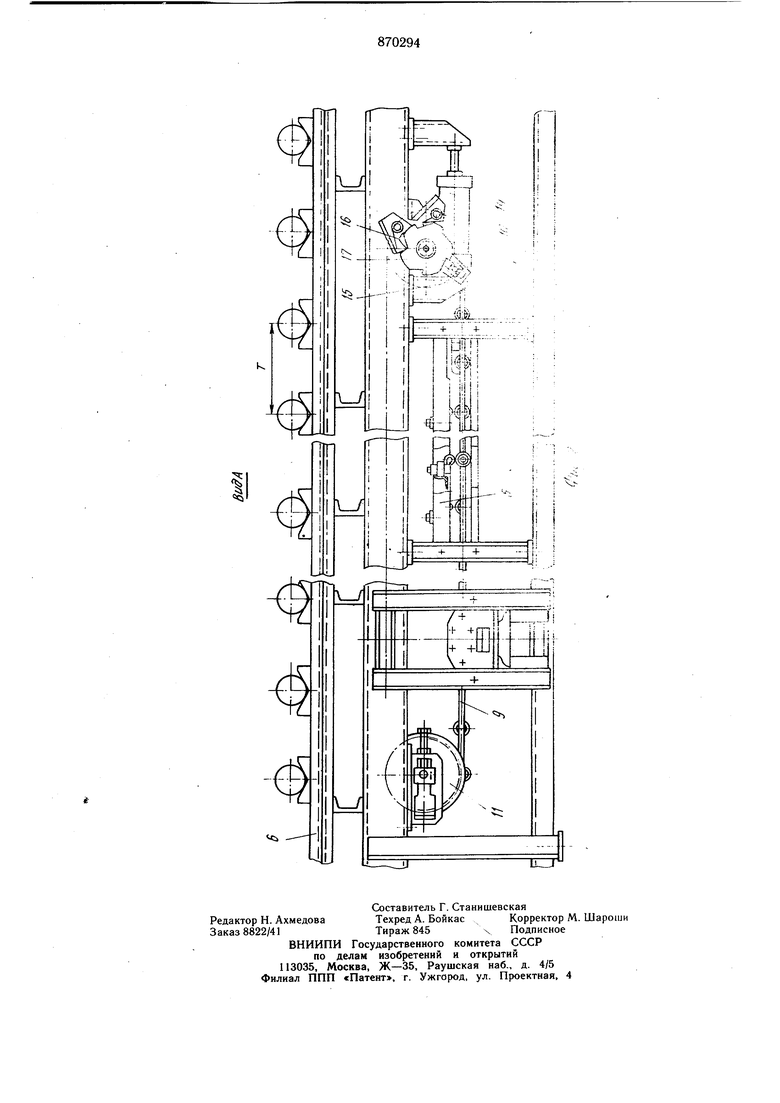
На фиг. 1 представлен общий вид устройства для автоматического адресования деталей на конвейере; на фиг. 2 - вид А на фиг. I.
Устройство для автоматического адресований деталей на конвейере состоит из задатчика адреса, включающего три пневматических цилиндра I, 2 и 3, адресователя 4, считывателя 5, и размещается внутри станины распределительного конвейера 6, имеющего тяговую цепь с укрепленными на ней ложементами для размещения адресуемых изделий.
Пневматические цилиндры установлены
15 соосно, причем цилиндр 3 закреплен неподвижно, а гильзы цилиндров 1 и 2 жестко соединены со 1штоками предшествующих цилиндров. Шток цилиндра I заканчивается вилкой 7, входящей в паз направляющей 8.
20
Рабочие ходы цилиндров 1, 2 и 3 составляют соответственно 1, 21 и 3t, что позволяет получить семь положений вилки (по числу позиций адресования). Адресователь выполнен в виде двух замкнутых гибких органов, например цепей 9, с приводными 10 и натяжными 11 звездочками и снабжен в местах задания и считывания адреса направляющими 8, выполненными по форме профиля цепи. Обе ветви цепей жестко связаны осями 12, на которых размещаются кодовые элементы 13, выполненные в виде кулачков и снабженные фиксаторами. ПРИ выдвижении вилки кодовые элементы могут занимать на осях ряд фиксированных положений с шагом, равным «. Дискретное перемещение ветвей цепи адресователя осуществляется от пневматического цилиндра 14, гильза которого через палец связана с кулисным механизмом 15,свободно сидящим на одной оси с собачкой 16 xnaioaoro колеса 17, жестко укрепленного на оси с приводными звездочками. Считыватель состоит из ряда пневматических конечных выключателей, установленных на пути соответствующих кодовых элементов всъемных кронштейнах. Устройство для адресования деталей ра ботает следующим образом. Тяговая цепь основного конвейера Ь, имеющего шаговое перемещение, транспортирует на своих ложементах детали к позиции задания адреса. Оператор в зависимости от вида изделия вводит в схему управления информацию о принадлежности данного изделия к той или иной рабочей позиции. При этом срабатывают соответствующие пневмоцилиндры, и вилка 7 переводит кодовый элемент 13 в положение, соответствующее данному адресу. После очередного перемещения основного конвейера на шаг «Т, пневм оцилиндр 14, управляемый схемой конвейера, совершает дискретное возвратно-поступательное движение. При этом палец, жестко связанный с гильзой цилиндра 14, поворачивает рычаг кулисного механизма 15, на другом конце которого установлена собачка 16 храпового колеса 17. Колесо поворачивается на определенный угол, и приводные звез10ЧКИ сидящие на одной оси с храповым ко чесом сообщают цепи 9 вместе с кодовыми .12,13 лементами перемещение на определенную еличину. Таким образом синхронно с перемещением адресуемого изделия по основному конвейеру, его кодовый элемент перемещается цепью адресователя. Одновременно с появлением изделия на соответствующей рабочей позиции конвейера его кодовый элемент воздействует на пневматический выключатель считывателя 5, и выдается команда на съем этого изделия. Сброс адреса осуществляется отдельным пневматическим цилиндром {на чертежах не показан). Выполнение адресователя в виде двух замкнутых цепей, связанных осями с расположенными на них кодовыми элементами, и установка адресователя внутри станины основного конвейера обеспечивает у добство эксплуатации и быструю перенастройку всей системы при изменении или вводе дополнительных позиций адресования. Для этого достаточно перенести или поставить еще считыватель. Формула изобретения Устройство для автоматического адресования деталей на конвейере, содержащее задатчик адреса с пневматическим приводом, адресователь с кодовыми элементами и считыватель, отличающееся тем, что, с целью повышения удобства эксплуатации, адресователь выполнен в виде двух замкнутых гибких органов, жестко связанных между собой осями на которых размещены кодовые элементы выполненные в виде кулачков с фиксаторами, и снабжен кулисно-храповым механизмом с дискретным пневматическим приводом кинематически связанным с конвейером причем задатчик адреса снабжен направляюшей с пазами и вилкой, установленной в пазах с возможностью взаимодействия с кодовыми элементами. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 228600, кл. В 65 G 47/46, 1967 (прототип).

-1
NZ
