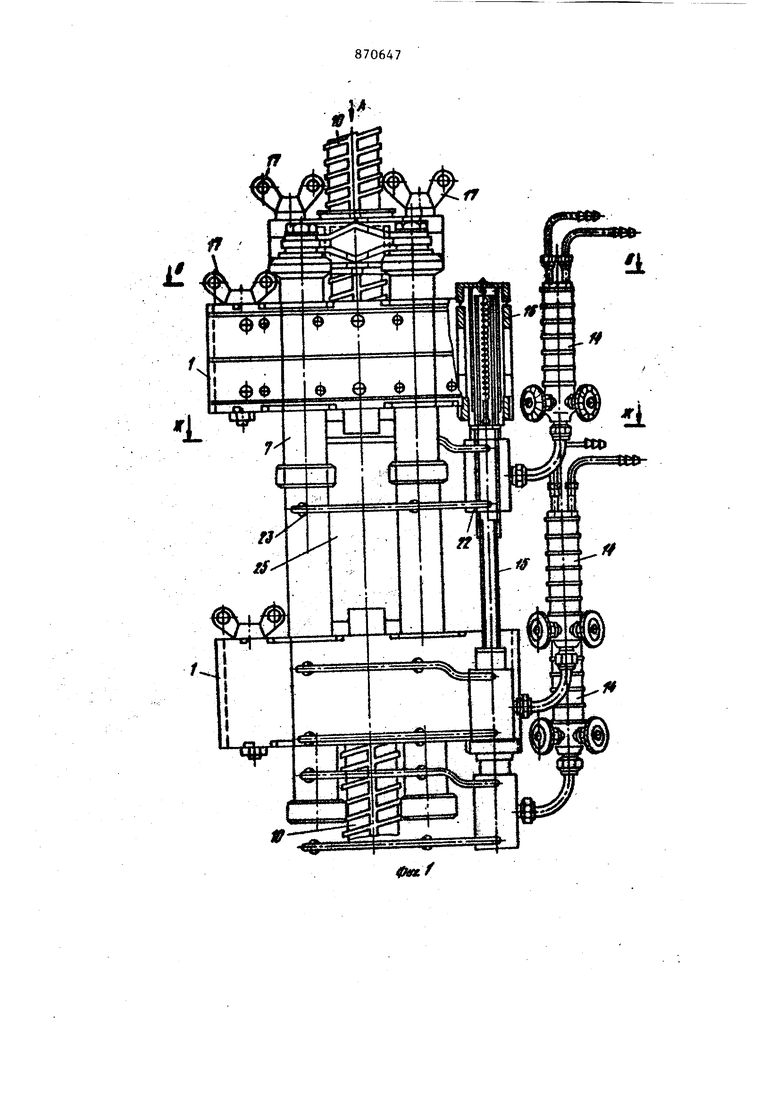
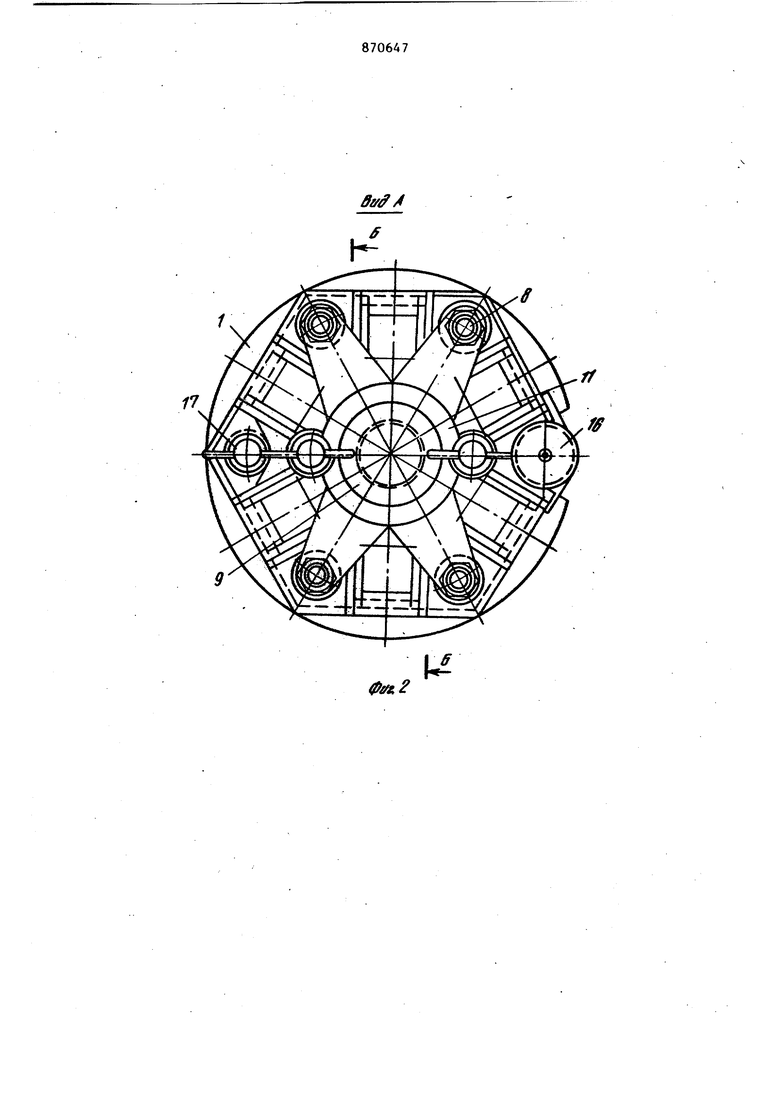
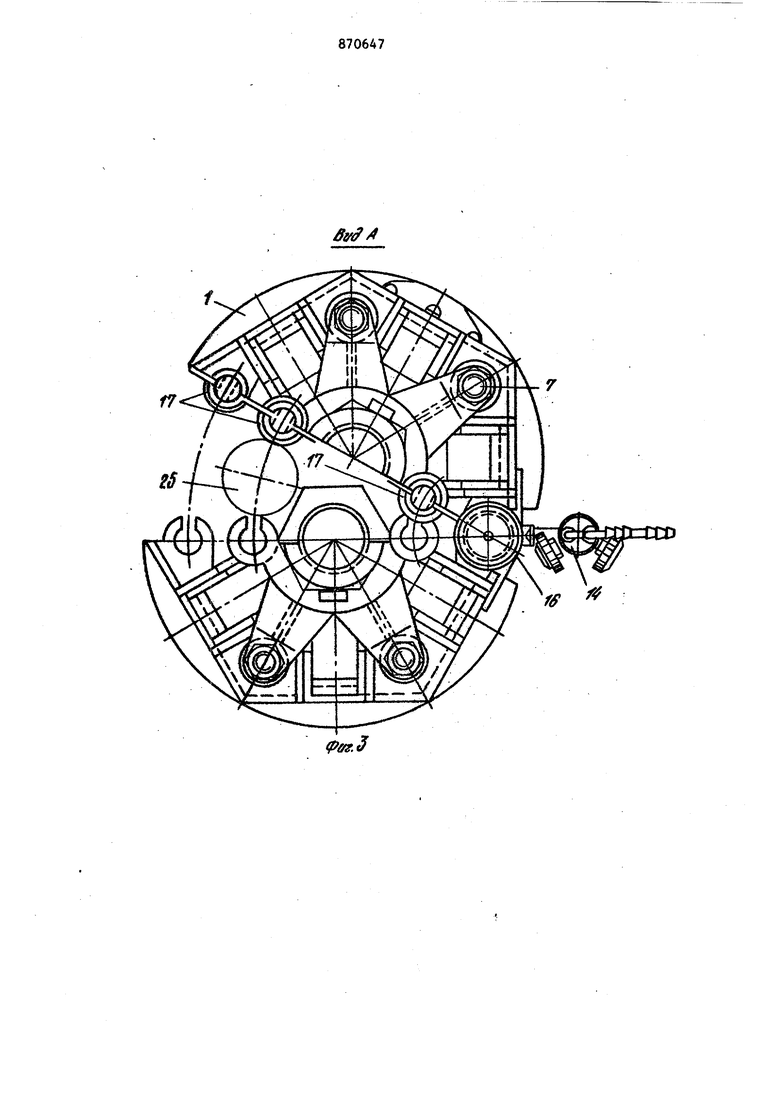
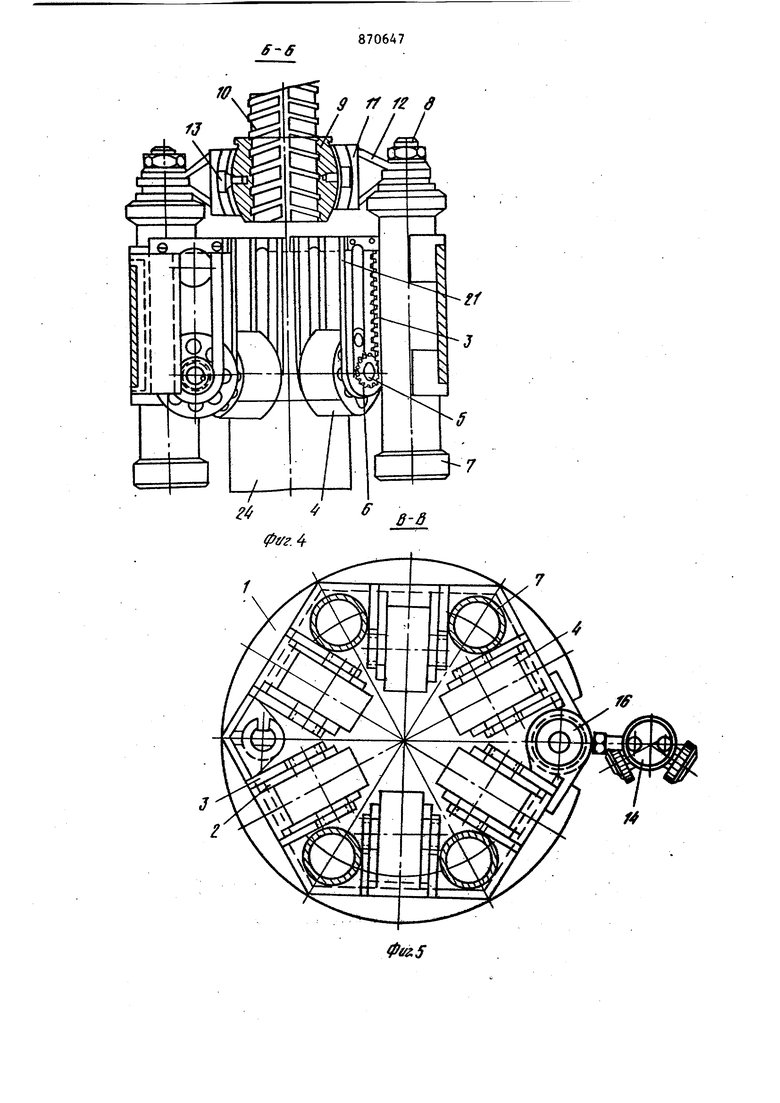
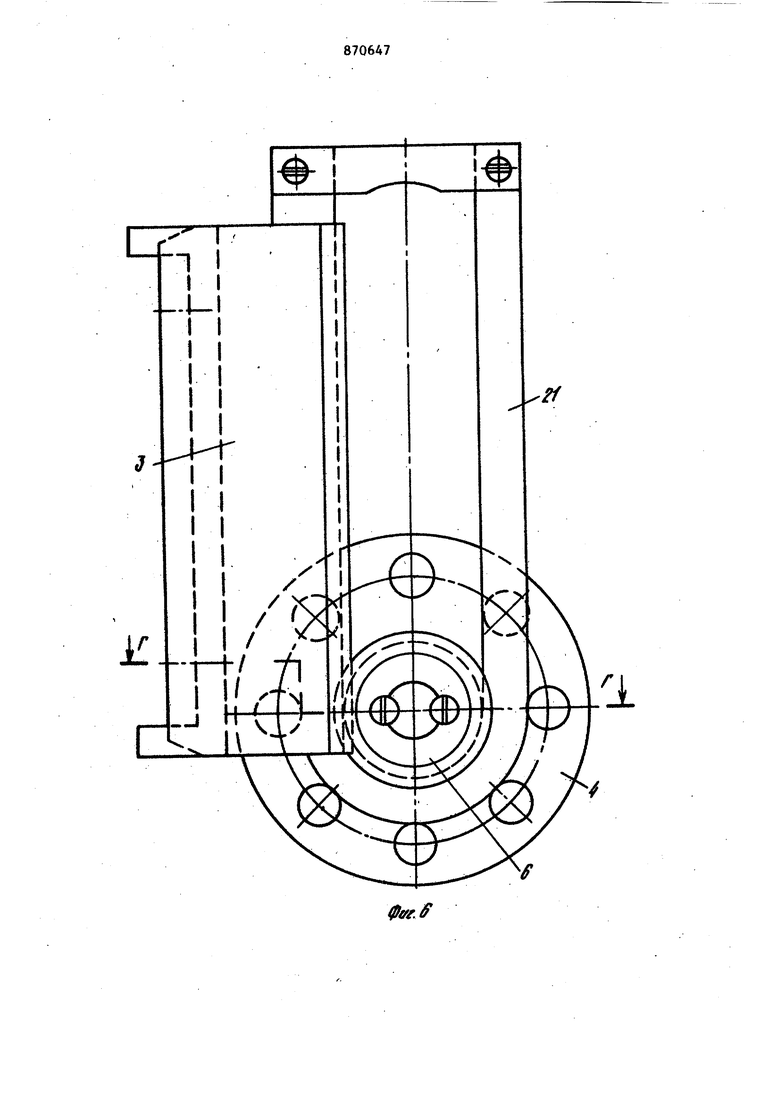
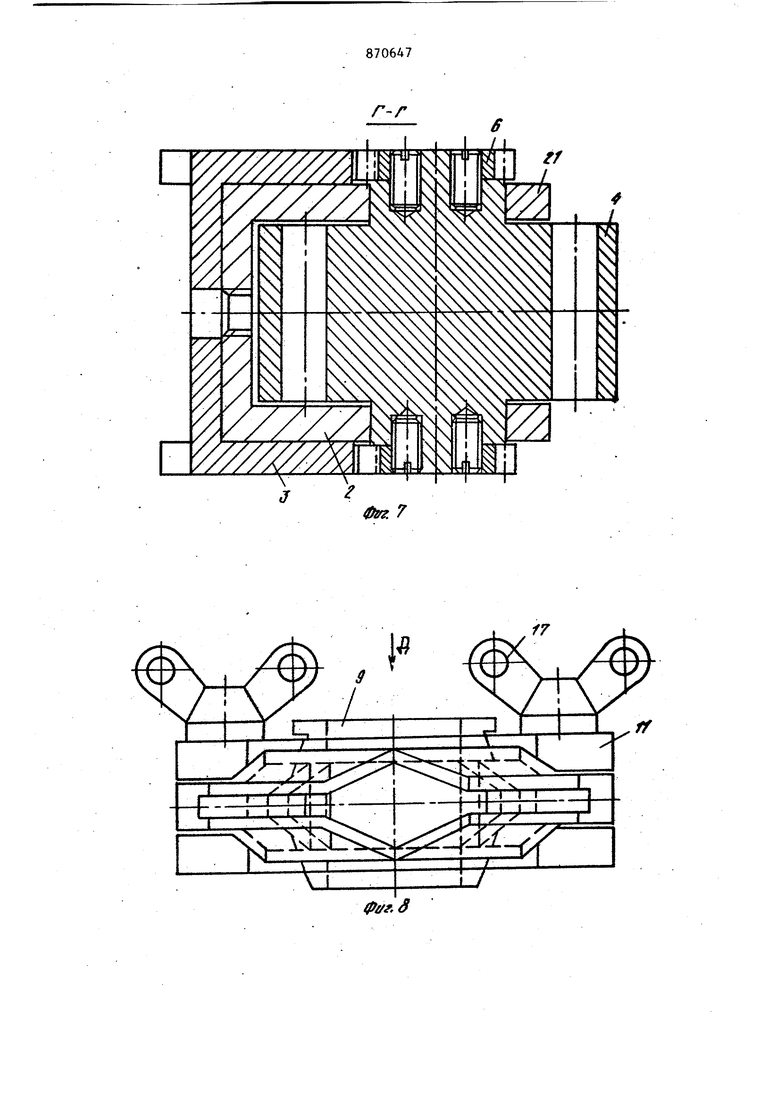
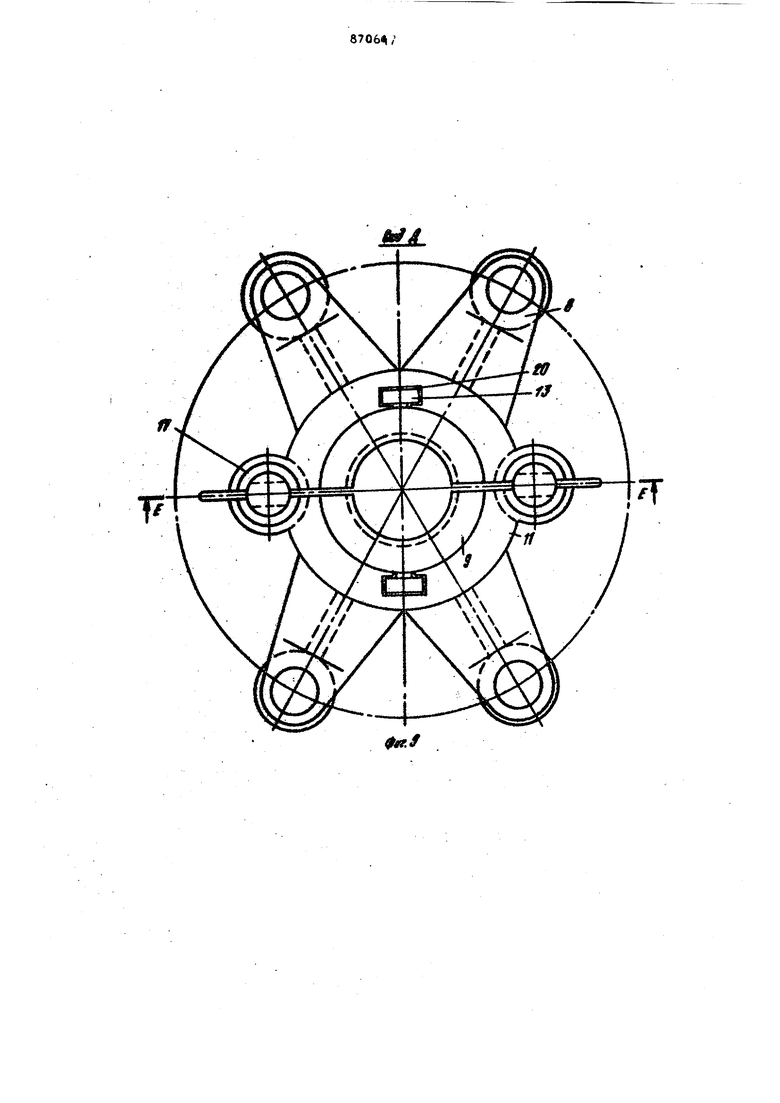
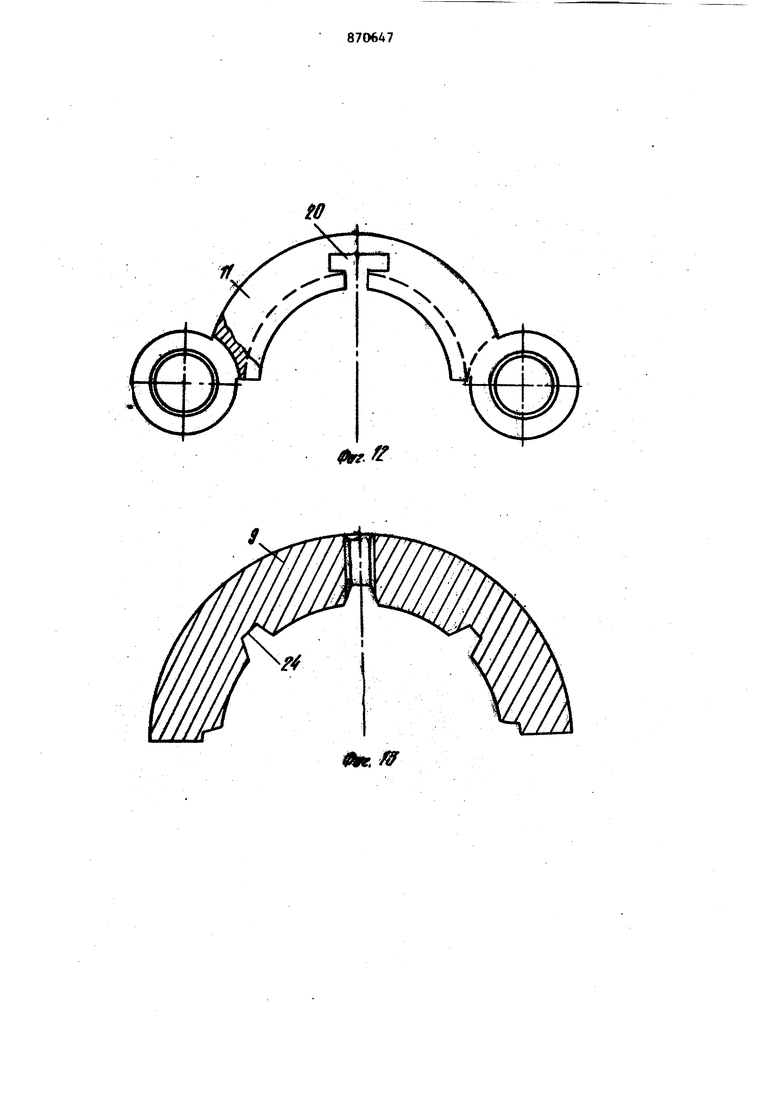
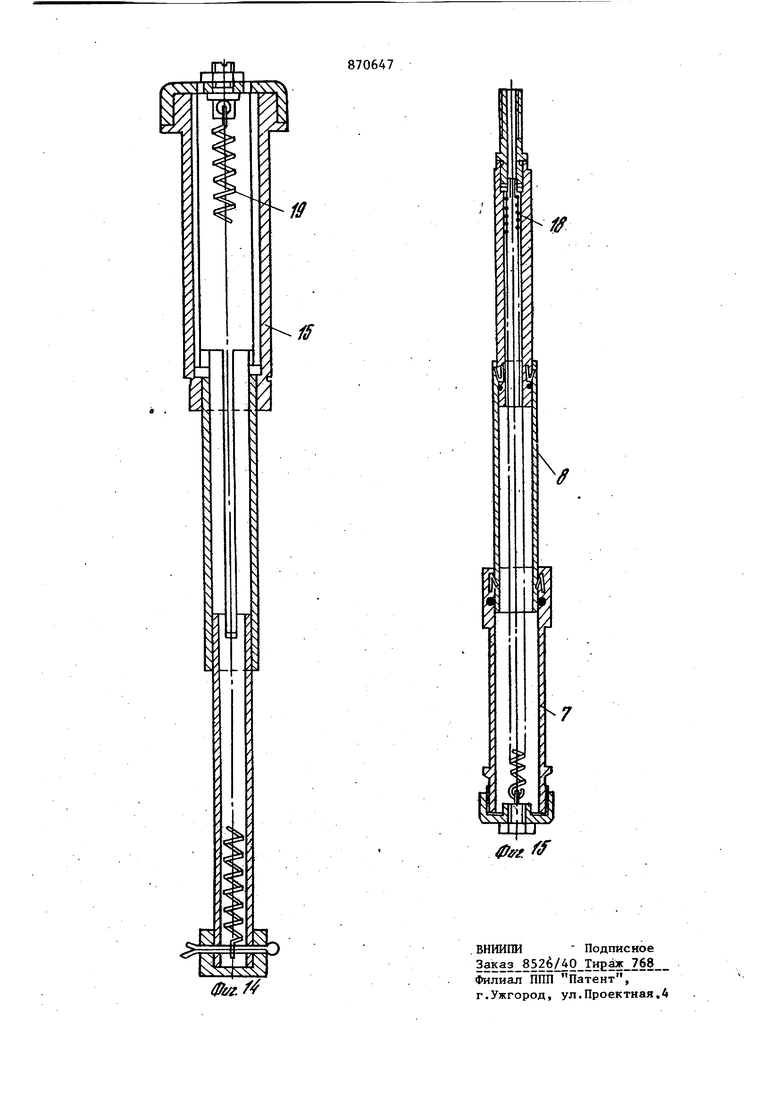
Изобретение относится к способам и устройствам для соединения арматурных стержней при монтаже строительных конутрукций. Известен способ соединения концов арматурных стержней, включающий установку на концах стержней муфты с последуннцим ее обжатием. Устройство для осуществления этого способа соде жит опорный узел, обжимное приспособ ление и толкатели в виде силовых цилиндров ГО. Недостатками этого способа и устройства являются трудоемкость обжати муфты и малая надежность соединения арматурных стержней, ребра которых недостаточно вдалбливаются в стенки муфты. Цель изобретения - снижение трудо емкости процесса соединения концов арматурных стрежней и повышение наде ности их соединения. Дпя этого в спос9бе соединения ко ; цов арматурных стержней, включающем установку на концах стержней муфты с последующим ее обжатием, после установки на концах стержней муфты еечнагревают до пластичного состояния, а обжатие муфты производят путем прокатывания. Устройство для соединения концов арматурных стержней, содержащее опорный узел, обжимное приспособление it толкатели в виде силовых цшшндров, снабжено вьщвижной телескопической штангой и установленной на ней горелкой, а обжимное приспособление выполнено в виде прикрепленной к толкателям составной обоймы с многогра ной внутренней полостью, на гранях которой закреплены зубчатые рейки, и обжимных катков, взаимодействующих с зубчатыми рейками посредством шестерни, при этом. .опорный узел закреп;;лен на одном из соединя&« 1Х арматур ных стержней и соединен со штоками j толкателей. Опорный узел выполнен в виде озсватываницей арматурный стержень разъ емкой опорной пяты и разъемно;|;о обжимного кольца с кронштейнами, яриКрегшейными к штокам толкателей, при этом сопряженные поверхности пяты и кольца выполнены сферическими. На фиг, 1 изображено устройство (условно, обойма и горелка изображены в верхнем и нижнем положениях), общий вид; на фиг. 2 - вид по стрелке А на фиг, 1; на фиг, 3 - то же при раскрытом положении элементов устройства; на фиг,, 4 - разрез Б-Б на фиг, 2j на фиг, 5 - разрез В-В на фиг, 1} на фиг, 6 - зубчатая рей ка с обжимным катком; на фиг, 7 - разрез Г-Г на фиг, 6; на фиг, 8 опорный узел устройства; на фиг. 9 вид по стрелке Д на фиг.-8; на . фи. JO - разрез Е-Е на фиг. 9; на фиг. 11 - разрез К-Ж на фиг. 1; на фиг, 12 - одна составная половина разъемного кольца; на фиг, 13 - одна из половин разъемной опорной пяты; на фиг, 14 - телескопическая штанга в раздвижном положении; на фиг. 15 толкатель в раздвижном положении. Устройство содержит составную обо му 1с многогранной внутренней полос тью, на гранях которой закреплены ре ки 2 с зубчатыми венцами 3, обжимные катки 4 с осями 5, взаимодействующие с зубчатыми венцами 3 посредством ше терней 6, С обоймой соединены толкатели Т, выполненньш в виде телескопи ческих силовык цилиндров со -,штоками 8, Разъемная опорная пята 9 закреплена на одном из соединяемых арматурных стержней 10 и ее.охватывает разъемное koльцo 11с кронштейнами 12 и зажимными сухарями 13. Горелка 1I закреплена на выдвижной телескопи ческой штанге 15, Узловой шарнир 16 и поворотные зажимы 17 служат для со динения составных частей обоймы 1, опорной пяты 9 и 1)азъемного .кольца Толкатели 7снабжены возвратными пружинами 18, а т глескопическая штан га 15 - возвратными пружинами 19. В разъемном кольце I1 выполнены пазы 20, в которых размещены головки за имньпс сухарей 13, В реечной опоре прорезаны направлянщие 21 для установки в них осей 5 катков 1, Горелк 14 снабжена смесительной камерой 22 и соплами 23, размещенными по окруж ности. На внутренней поверхности оп ной пяты 9 выполнена насечка 24. Ар4матурные стержни 10 соединяются при помощи муфты 25. Соединение концов арматурных стержней производят следующим образом. Концы вертикально установленных арматурных стержней 10 размещаются в муфте 25, которая прихватывается по крайней мере к одному из стержней 10, например, при помощи сварки, Iloвopoтны б зажимами 17 раскрепляют составную обойму 1, опорную пяту 9 и разъемное кольцо 11, после чего устройство раскрывают, дпя чего симметричные части обоймы 1 , опорной пяты 9 и разъемных колец 11 поворачивают относительно узлового шарнира 16 и устанавливают на соединяемых арматурных стержнях 10 таким образом, чтобы опорная пята 9 размещалась несколько вьш1е муфты 25. Положение опорной пяты 9 можно изменять относительно разъемного кольца 11, при этом зажимные сухари 13 опорной пяты 9 перемещаются в пазах разъемного кольца 11. Это позволяет устанавливать устройство на арматурные стержни 10, которые находятся друг относительно друга под небольшим углом, и производить их соединение. Пазы разъемных коЛец 11 выполняют сферическими, что предохраняет выскальзывание разъемных колец 11 из опорной пяты 9 при работе устройства, кроме того, на внутренней поверхности опорной ПЯТЬ 9выполняется насечка для лучшей фиксации опорной 9 относительно ребер арматурных стержней 10, Далее составная обойма 1,, . опорная пята 9 и разъемное кольцо 11 сводятся и устройство скрепляют поворотнм и зажимами 17, После этого производят нагревание муфты 25, Для этого из баллонов (не показаны) к горелкам 14 подают горячую смесь, которая после смесительной камеры 22 поступает к соплам 23, где смесь поджигают. Нагрев муфты 25 производят последовательно по всей длине, при этом горелки 14, размещенные на телескопической выдвижной штанге 15, перемещают по длине муфты 25 до положения, изображенного на фиг, 1, и производят нагрев муфты до пластичного состояния. После окончания нагрева муфты 25 горелки 14 со штангой 15 возвращаются в первоначальное положение пружиной 19. Затем включают толкатели 7, выполненные в виде телескопических гидроцилиндров, и составная обойма 1 на чинает перемещаться вдоль соединяемых арматурных стержней 10 относительно опорной пяты 9. Обжимные катки 4 наезжают на разогретую до пластичного состояния муфту 25 и проводят ее обжа тие прокатыванием. При обжатии катки взаимодействуют с зубчатым венцом 3 рейки 2. При этом катки 4 одновременно перемещаются поступательно по направляющим рейки 2 и совершают вращательное движение относительно оси 5. После завершения процесса обжатия йатки 4 занимают в направляющих 21 реечной опоры 2 крайнее верхнее положение. Затем обойму 1, опорную пяту 9 и разъемное кольцо 11 раскрепляют поворотными зажимами 17 и устройство в раскрытом положении выводят из соединенных стержней 10, после чегокатки 4 под действием собственного веса возвращаются в крайнее нижнее положение в направляющих 21 рейки 2, а толкатели 7 также возвращаются в первоначальное положениепод действаем возвратных пружин 18, На этом цикл по соединению пары арматурньк стержней 10 завершается, и устройство, вес которого составляет 12-15 кг переносят к следующей паре соединяемых арматурных стержней, после чего цикл повторяется. Формула изобретения 1. Способ соединения концов арматурных стержней, включающий установку на концах стержней муфты с последующим ее обжатием, о т л: и чающийся тем, что, с целью снижения его трудоемкости и повышения надежности соединения стержней, после установки на концах стержней муфты ее нагревают до пластичного состояния, а обжатие муфты производят путем прокатывания. 2.Устройство для соединет1Я концов арматурных стержней, содер;хащее опорный узел, обжимное приспособление и толкатели в виде силовых цилиндров, отличающееся тем, что, с целью снижения трудоемкости и повьпвения надежности соединения стержней, оно снабжено выдвижной телескопической штангой и установленной на ней горелкой, а обжимное приспособление выполнено в виде прикрепленной к толкателям составной обоймы с многогранной внутренней полостью, на гранях которой закреплены зубчатые рейки, и обжимных катков, взаимодействующих с зубчатыми рейками посредством шестерен, при этом опорный узел закреплен на одном из соединяемых арматурных стержней и соединен со штоками толкателей. 3.Устройство по п. 2, отличающееся тем, что опорный узел выполнен в виде охватывающей арматурный стержень разъемной опорной пяты и разъемного обжимного кольца с кронштейнами, прикрепленными к штокам толкателей, при этом сопряженные поверхности пяты и кольца выполнены сферическими. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 516800. кл. Е 04 G 21/12, 1974.
ffff
8
0i№i2
M/t
&г.З S ff f2 / /
«2jr д
0&f.ff
| название | год | авторы | номер документа |
|---|---|---|---|
| Выносная опора | 2019 |
|
RU2726507C1 |
| УСТРОЙСТВО ДЛЯ АНКЕРОВКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2613370C1 |
| КРЕПЁЖНОЕ УСТРОЙСТВО ДЛЯ АНКЕРОВКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2023 |
|
RU2804064C1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| СПОСОБ УСИЛЕНИЯ КОЛОННЫ И НАВЕСНЫХ ПАНЕЛЕЙ СТЕНЫ | 2011 |
|
RU2486323C1 |
| Устройство для изготовления полых шаров | 1981 |
|
SU1005999A1 |
| Устройство для анкеровки композитной арматуры | 2021 |
|
RU2755614C1 |
| Устройство для подъема, перемещения и кантования изделий | 1979 |
|
SU880942A1 |
| Установка для образования анкерных головок на арматурных стержнях сваркой под слоем флюса | 1986 |
|
SU1318676A1 |
| УСТАНОВКА ДЛЯ ОБЖАТИЯ ВТУЛОК НА КОНЦАХ АРМАТУРНЫХ СТЕРЖНЕЙ | 1971 |
|
SU299626A1 |

fpfff.S
фвк/
/
Ж-Ж
фуг.
.
0ie.m
19
f
ff/.
