(54) УСТРОЙСТВО ДЛЯ ПОДЪЕМА, ПЕРЕМЕЩЕНИЯ И КАНТОВАНИЯ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подъема,перемещения и кантования изделий | 1985 |
|
SU1351868A1 |
| Захватный орган кантователя | 1985 |
|
SU1284935A1 |
| Установка для нанесения защитного слоя из бетонных смесей на поверхность тел вращения | 1987 |
|
SU1477563A1 |
| ВЕТРОУСТАНОВКА | 1997 |
|
RU2131537C1 |
| Устройство для кантования изделий | 1988 |
|
SU1675186A1 |
| Установка для перегрузки штучных грузов | 1989 |
|
SU1775338A1 |
| А. Е. РУДНИЦКИЙ | 1968 |
|
SU217623A1 |
| Установка для съема кирпича-сырца со стола револьверного пресса и перемещения его на полочную вагонетку | 1960 |
|
SU139590A1 |
| Устройство для передачи изделий с одного конвейера на другой | 1973 |
|
SU469642A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ МОЙКИ ИЗДЕЛИЙ | 1992 |
|
RU2008988C1 |
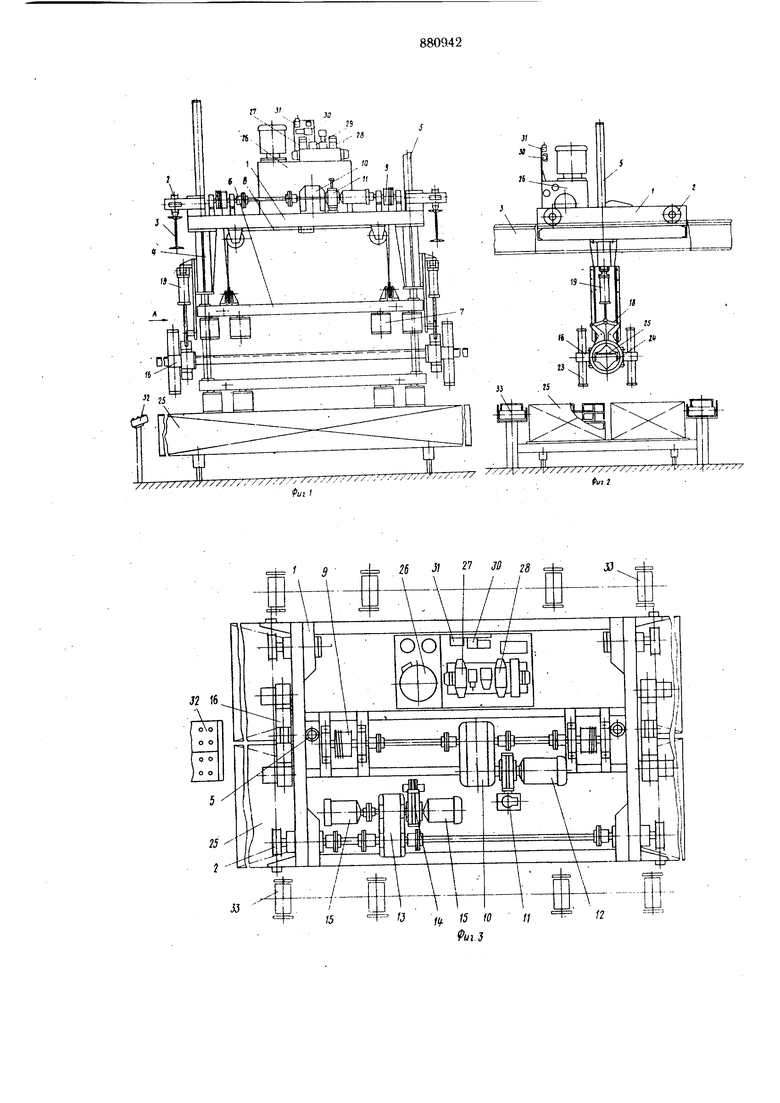
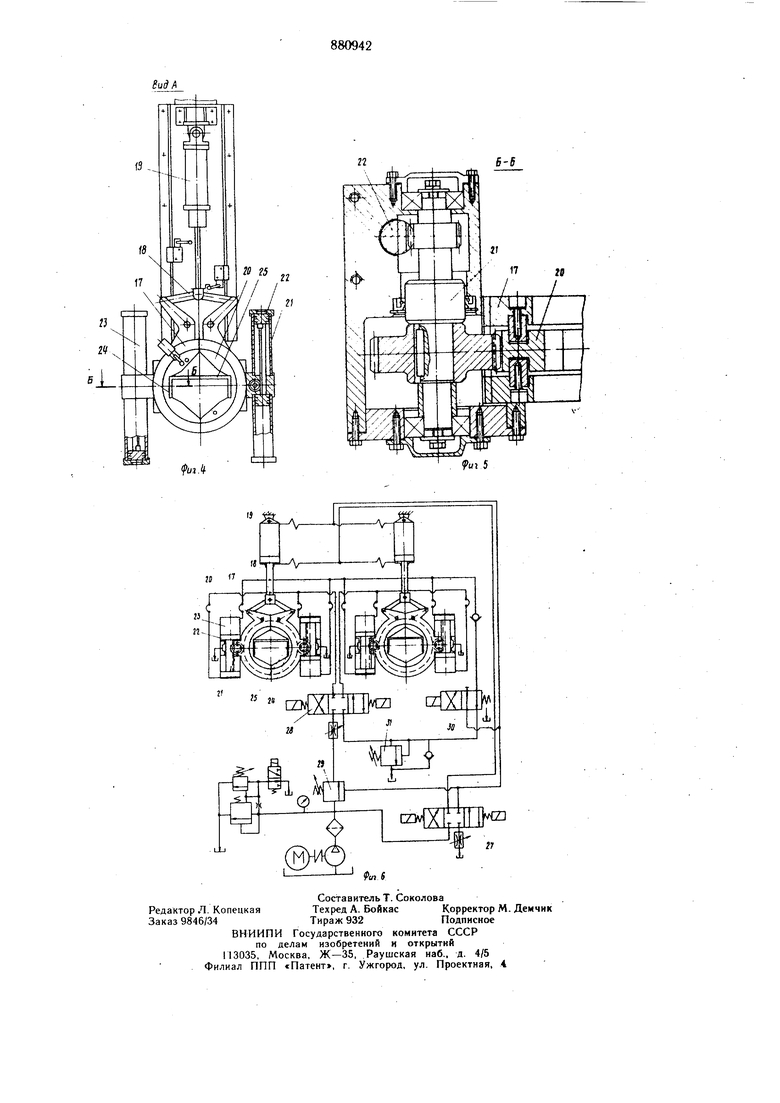
Изобретение относится к подъемнотранспортному оборудованию и может быть применено для трансгюртно-технологических операций в любой отрасли машиностроения. Известно устройство для подъема, перемещения и кантования изделий, содержащее приводную тележку, в направляющей которой установлены с воз.можностью вертикального перемещения штанги, соединенные с траверсой, несущей захватные органы, и привод для кантования изделий 1. Недостатком данного устройства является сложность конструкции, что приводит к снижению его надежности в работе. Цель изобретения - повышение надежности работы устройства. Для достижения этой цели устройство снабжено закрепленным на тележке зажимным приспособлением, содержащим поворотные вокруг горизонтальных осей обоймы с приводом от силового цилиндра и установленные в обоймах разъемные планщайбы с опорными гне.здами для изделий, ; причем планшайбы снабжены зубчатыми вен цами, соеди11еи1Ц; ми через шестерни с приводом для кантования изделий. На фиг. 1 показано устройство (привод тележки не показан), общий вид; на фиг. 2 то же, вид с-боку; на фиг. 3 - то же, вид сверху; на фиг. 4 - вид А на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 4; на фиг. 6 - принципиальная схема гидропривода. Устройство включает тележку 1, опирающуюся приводными катками 2 на рельсовые пути 3. В направляющих 4 тележки 1 расположены штанги 5, соединенные траверсой 6, несущей электромагнитные захваты 7. Тросы 8, закрепленные на тележке 1 и пропущенные через блоки траверсы 6, закреплены на приводных барабанах 9, которые через редуктор 10 и тормозную муфту 11 соединены с электродвигателем 12, а катки 2 через редуктор 13 и муфту 14 - с электродвигателями 15. На тележке 1 закреплены поворотные механизмы 16, включающие обоймы 17, через тяги 18 соединенные со штоком гидроцилиндра 19. В обоймах 17 расположена составная планшайба 20, снабженная зубчатым венцом, находящимся в зацеплении через зубчатую передачу 21 с с поршнем-рейкой 22 гидроцилиндра 23. .На каждой обойме 17 закреплен гидроцнлинлр 23. 11лан1иайбы выполнены с опорными гнездами 24 для изделия 25. На- тележке I установлена насосная станция 26 с гидроаппаратурой, включающей распределители 27 и 28, напорный золотник 29 и блок синхронизации поворота, состоящий из распределителя 30 и подпорного клапана 31. Крайние положения подвижных узлов контролируются конечными выключателями (не показаны). Управление работой устройства осуществляется с пульта 32. В зоне работы устройства расположены пакет изделий 25 (например, лонжероны рамы автомобиля) и конвейеры 33. Устройство работает следующим образом. С пульта 32 поочередным включением электродвигателей 15, вращающих катки 2, дележка 1 устанавливается над пакетом изделий 25. Останов катков осуществляется включением тормозной муфты 14. При включении электродвигателя 12 начинают вращаться барабаны 9, сматывая тросы 8. Штан.... с .. л ги 5, перемещаясь в направляющих 4, опускают траверсу 6 до ее касания э тектромагпитными захватами 7 одного из изделий 25, расположенного в верхнем ряду пакета. Захваты 7 включаются, и электродвигатель 12, осуществляя подъем изделия 25, вводит его в раскрытые в исходном положении поворотные механизмы 16. Распределитель 27 приводит в движение гидроцилиндры 19, штоки которых через тяги 18 поворачивают обоймы 7, которые, соединяясь, смыкают составную планшайбу 20. При этом опорные гиезда 24 каждой планшайбы 20 охватывают изделие 25, после чего захваты 7 отключаются, и электродвигатель 12 поднимает траверсу 6 в исходное верхнее положение. По окончании движения гидроцилкнд ров 19 при соединении обойм 17 давление рабочей жидкости в гидросистеме резКо увеличивается до величины настройки предохранительного клапана, отчего срабатывает напорный золотник 29, разрешая работу гидроцилиндров 23. На каждом механизме 16 гидроцилиндры 23 соединены парал лельно, а каждая пара гидроцилиндров 23 соединена последовательно. При включении распределителя 28 начинает движение одна из пар гидроцилиндров 23, перемещая поршень-рейками 22 через передачи 21 зубчатые венцы планшайб 20. Последовательность соединения пар гидроцилиндров 23 обеспечивает синхронизацию работы механизмов 16. Объем рабочей жидкости. вытесненный гидроцилиндрами одного из механизмов 16, переходит в гидроцилиндры другого механизма 16. При условии равенства диаметров поршней точность синхронизации работы механизмов 16 зависит от синхронизации первоначального объема рабочей жидкости в промежуточной магистрали между парами гидронилиндров 23. Для компенсации утечек рабочей жидкости служит блок синхронизации, в котором распредели тель 30, включаемый и выключаемый по пути конечными выключателями или реле времени, перед началом работы поворотных механизмов 16 соединяет промежуточную магистраль с напорной, производя подпитку промежуточной магистрали через обратный клапаи. Слив из механизмов 16 осуществляется через подпорный клапан 31. Если заметные утечки имеют место в процессе движения поворота и давление в промежуточной магистрали падает, подплтка осуществляется из сливной магистрали давлением подпора, а при остановке ведомого механизма 16 подпитка вследствие падения давления осуществляется прямо из бака через обратный клапан, подключенный параллельно подпорному. После окончания поворота к изделию 25, повернутому на 180° вокруг продольной оси, подходит траверса 6 с захватами 7, и после включения захватов 7 гидроцнлиндры 19 раскрывают обоймы 17. Одновременно со смыканием обойм и поворотом планшайб устройство перемещается на позицию разгрузки. Включением электродвигателя 12 траверса 6 опускает изделие 25 на конвейер 33. Захваты 7 отключаются. Устройство отводится в исходкое положение. Цикл окончен. Подъем траверсы, смыкание обойм, поворот изделия, перемещение устройства в зону разгрузки, раскрытие обойм может осуществляться в автоматическом режиме. Применение разъемных обойм и планщайб устраняет необходимость возврата механизма поворота в исходное положение, делает конструкцию более надежной и эффективной. Формула изобретения Устройство дли подъема, перемещения и кантования изделий, содержащее приводную тележку, в направляющей которой установлены с возможностью вертикального перемещения штанги, соединенные с траверсой, несущей захватные органы, и привод для кантования изделий, отличающееся тем, что, с целью повышения надежности его работы, оно снабжено закрепленным на тележке зажимным приспособлением, содержащим поворотные вокруг горизонтальных осей обоймы с приводом от силового цилиндра и установленные в обоймах разъемные планшайбы с опорными гнездами для изделий, причем планшайбы снабжены зубчатыми венцами, соединенными через шестерни с приводом для кантования изделий. Источники информации, принятые во вниманне при экспертизе 1. Авторское.свидетельство СССР № 600069, кл. В 66 С 1/28, 1976 (прототип). гЬ л 27 ЗВ 28 J-J.. У /5 W .J
