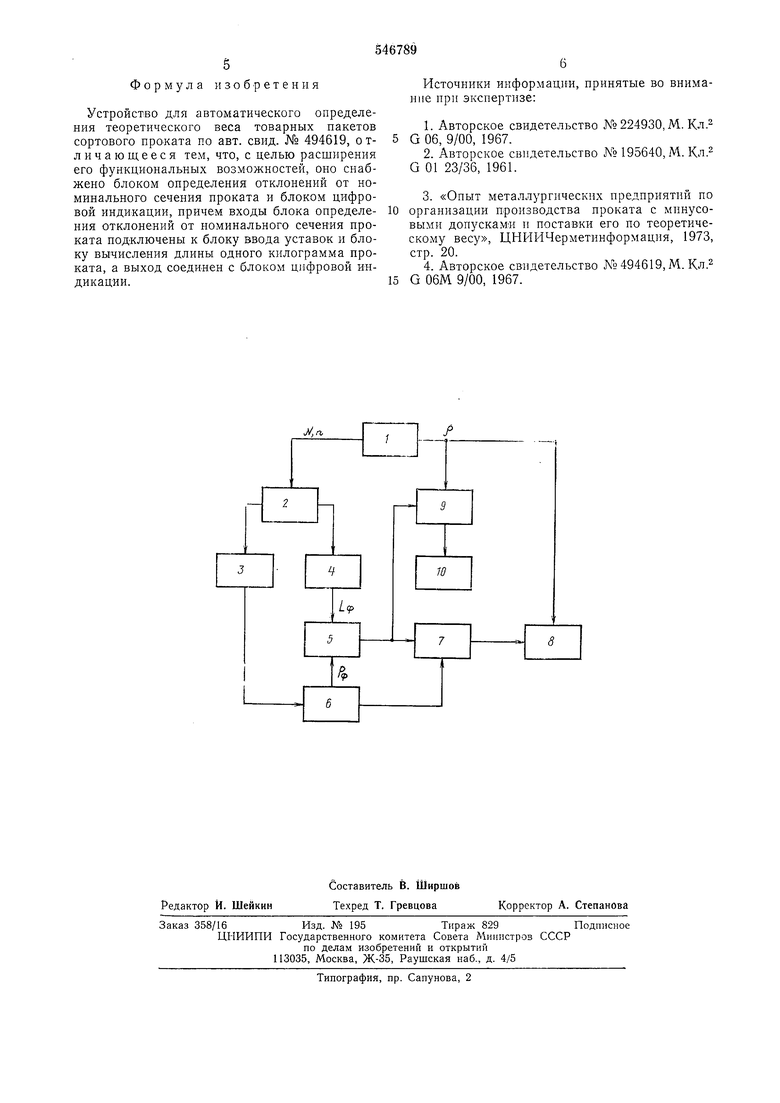
ступают в блок 2 контрольных счетчиков, содержащий индикатор наличия проката в зоне между выходной клетью чистовой группы j: летучими ножницами. При начале прокатки выделяется контрольный пакет, при этом первые заготовки на выходе стана сЧИтаются счетчиками блока 2 до совпадения числа заготовок с числом п. В процессе отсчета первых п заготовок с блока 2 поступает разрешение в блок 3 информационного сопровождения и в измеритель 4 длины проката. Блок 3 вычисляет п выдает синхронно с перемещением проката оператору холодильника на цифровую индикацию следующую информацию: число позиций холодильника, предшествующих первому прутку контрольного пакета, и число позиций холодильника, занятых контрольным пакетом. При подаче контрольного пакета на отводящий рольганг блок 3 включает светофоры и командное табло линии холодной резки, оповещая персонал о транспортировке контрольного пакета и о необходимости подготовить весовой карман. Измеритель 4 в процессе прокатки контрольного пакета по команде с блока 2 осуществляет измерение и суммирование длины проката, полученного из заготовок контрольного пакета, с одновременным умножением этой длины на коэффициент выхода годного прокатагде Li - длина проката из i-ой заготовки (1-1,2, 3, ...«); Р - коэффициент выхода годного проката, учитывающий статистически определенную обрезь;Ьф - физическая длина проката, полученного из л заготовок контрольного пакета. При выходе заднего торца последней п-ой заготовки контрольного пакета из чистовой группы клетей блок 2 запрещает дальнейшее слежение за двил ением проката блоку 3 и измерение длины проката измерителю 4. Накопленная в измерителе 4 длина проката Ьф поступает на вход блока 5 вычисления длины 1 кг проката. На другой вход блока 5 из блока 6 весовых карманов в момент возвращения блока 3 в исходное состояние поступает сигнал, пропорциональный физическому весу цроката РФ, полученного из заготовок контрольного пакета. Блок 5 выполняет операцию ления - , где от - длина 1 кг проката. используемая в дальнейшем в качестве переводного коэффициента. Вычисленная в блоке 5 величина а- запоминается и постоянно подается на вход блока 7 вычисления длины проката текущих товарных пакетов и на вход блока 9. На другой вход блока 7 с того или иного весового кармана блока 6 по мере накопления в них товарных пакетов проката поступает физический вес РФ набранного товарного пакета. Блок 7 выполняет операцию - РфУ.х, где L - расчетная длина проката в товарном пакете. Вычисленная длина поступает из блока 7 на вход блока 8, на второй вход которого поступает из блока ввода уставок 1 теоретический вес погопного метра профиля р. Блок 8 выполняет операцию по определению теоретического веса Рт проката: Рт LXp; блок 9 выполняет операцию: 6S ос X р; где 65 - отношение номинального сечения к среднему фактическому. при этом где РИ - вес проката, исчисляемый по номинальному сечению; LH - длина проката, получаемая по номинальному сечению. Информация с блока 9 поступает на вход блока 10 цифровой индикации, выдающего информацию о режиме прокатки вальцовщикам стана, для точной настройки стана на заданный профилеразмер. После отсчета п заготовок первого контрольного пакета блок 2 начинает отсчет заготовок на входе стана до совпадения с числом N, после чего начинается новый цикл выделения п заготовок контрольного пакета и расчета уточненного значения переводного коэффициента а. В промежутках между расчетом новых значений а длина проката в товарных пакетах определяется по предыдущему значению коэффициента, а также информация среднего сечения профиля 65 выдается вальцовщикам стана по предыдущему расчету. Таким образом, алгоритм работы устройства предусматривает одну операцию деления на стадии вычисления переводного коэффициента: . а рдве операции умножения на стадии расчета араметров текущих товарных пакетов: Ь аХЯф, P LXP и одну операцию умножения на стадии расчета новых значений отклонения сечения от номинального:65 аХ.р. спользование изобретения позволит без приенения специальных приборов для контроля ечения проката замерять отклонение сечения рофиля от номинального, обеспечить настройу стана на максимально возможное минусоое поле допуска п тем самым увеличить выод годного проката.
Формула изоб-ретения
Устройство для автоматического определения теоретического веса товарных пакетов сортового проката по авт. свид. № 494619, отличающееся тем, что, с целью расширения его функциональных возможностей, оно снабжено блоком определения отклонений от номинального сечения проката и блоком цифровой индикации, причем входы блока определения отклонений от номинального сечения проката подключены к блоку ввода уставок и блоку вычисления длины одного килограмма проката, а выход соединен с блоком цифровой индикации.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство ЛЬ 224930, М. Кл. G 06, 9/00, 1967.
2.Авторское свидетельство N« 195640, М. Кл. G 01 23/36, 1961.
3.«Опыт металлургических предприятий по организации производства проката с минусовыми допусками п поставки его ио теоретическому весу, ЦНИИЧерметинформация, 1973, стр. 20.
4.Авторское свидетельство 494619,М. Кл. G 06М 9/00, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического определения теоритического веса товарных пакетов сортового проката | 1973 |
|
SU494619A1 |
| Устройство для автоматического определения теоретического веса сортового проката | 1984 |
|
SU1154543A1 |
| Устройство контроля весового допус-KA СОРТОВОгО пРОКАТА | 1978 |
|
SU798495A1 |
| Устройство для автоматического определения теоретического веса товарных пакетов сортового проката | 1978 |
|
SU769348A2 |
| Устройство для автоматического конт-РОля пРОКАТКи МЕТАллА B пОлЕ дОпуС-KOB пО ТОлщиНЕ | 1979 |
|
SU850242A1 |
| Устройство для определения веса проката | 1980 |
|
SU945869A1 |
| Устройство контроля весового допуска сортового проката | 1979 |
|
SU870961A2 |
| Устройство контроля потерь металла при порезке проката на ножницах обжимных станов | 1981 |
|
SU993038A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
X
/
