Известные установки для изготовления литейных стержней обладают тем недостаткО;М, что недостаточно механизированы н требуют применения ручного труда.
В описываемой установке этот недостаток устранен тем, что, применены клеммы, приводимые в действие копирами.
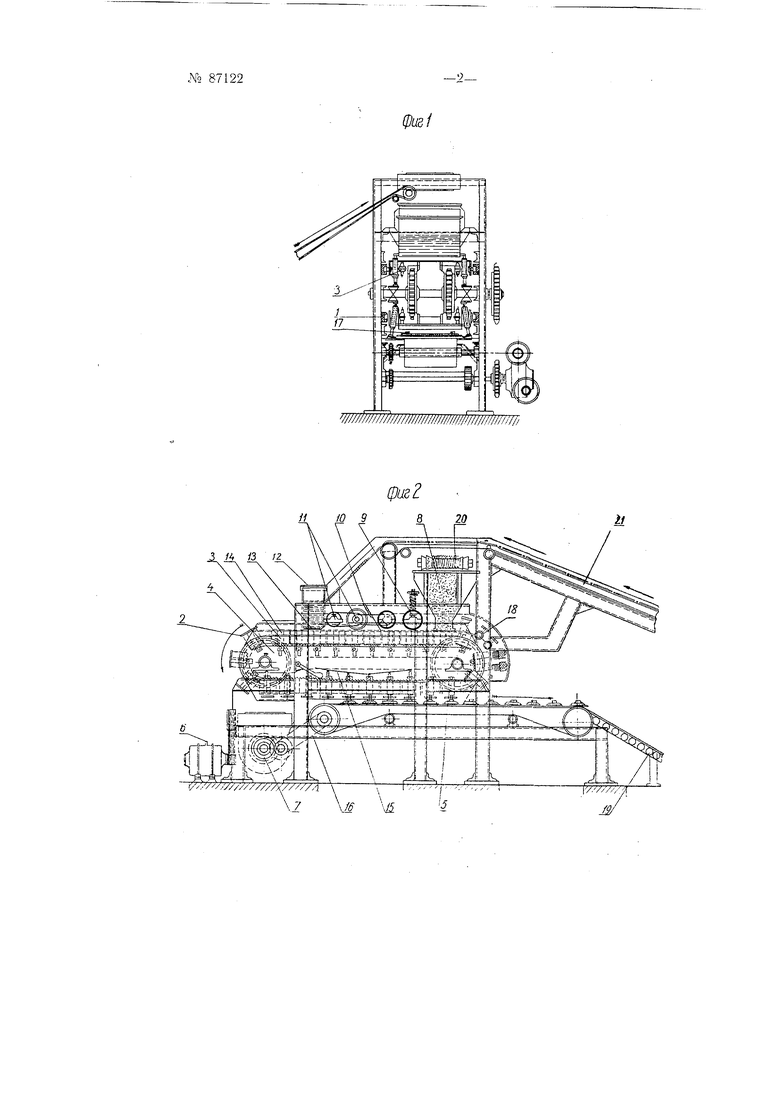
На фиг. 1 изображена установка, вид сбоку; на фиг. 2-то же, вид спереди.
По горизонтальным и вертикальным направляющим 1 непрерывно движутся В одном направлении каретки 2 с формовочными ящиками Л. Каретки 2 связаны между собой цепями Галля и приводятся в действие при ведущих 4 и ведомых 5 щ.естерен от электромотора 6 через редуктор 7. Каретки 2 с формовочными ящиками 3 непрерывно проходят под бункером 8, где налолняются стержневой смесью.
При ПОМОЩИ вальце-уплотнителя 9 стержневая смесь уплотняется. Для очистки лищней смеси служит нож 10 с горизонтальным щнеком. Лищняя стержневая смесь счищается с формовочных ящиков и отводится в CTOpoH f автомата.
Вальцем-душником Л, на котором расположены ребра особой конфигурации, в стержнях накатывается газовый канал. После этого каретки со стержнями проходят под устройством 12 (бункер с сушильными плитами), где происходит отсеканиеПО одной плите, а съемником 13 производится накрывание формовочных ящиков; под действием копиров 15 клеммы 14 прижимают сущильные плиты к фор1мовочным ящикам.
Дойдя до приемного транспортера 15, каретки под действием копиров и спиральных пружин опускают сущилыную ллиту 17 с готовым стержнем и укладывают ее на ходу на движущийся приемный транспортер, который передает алиту в сущильное отделение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления литейных стержней | 1958 |
|
SU118275A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
| Линия изготовления стержней | 1987 |
|
SU1452640A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1990 |
|
RU2026131C1 |
| Способ изготовления литейных стержней | 1958 |
|
SU118948A1 |
| Стержневая машина | 1989 |
|
SU1696100A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Отливная машина периодического действия для изготовления волокнистых плит | 1947 |
|
SU83783A1 |
| Прессовая стержневая машина | 1979 |
|
SU846068A1 |
Л
-3-№ 87122
Каретки с формовочными ящика1ми очищаются от остатков стержневой С1меси очистительным механизмом 18 (очистка производится щетками с обдувкой сжатым воздухом и смачиванием увлажненным фильтром) .
Предохранительный рольганг 19 служит для тех случаев, когда работник не успел убрать готовый стержень с транспортера; при этом стержни, опускаясь но рольгаигу, не падают с транспортера. Стержневая смесь транспортером 20 подается и загружается в бункер 8 стержневого автомата. Специальным транспортером 21 су.шильные плиты подаются в устройство 12.
Предмет изобретения
Автоматическая установка для изготовления литейных стержней, состоян;ая из конвейера, который «сеет стержневые ящики, последовательно проходящие ПОД снабженным дозатором бункером с стержневой cAtecbio, уплотнителем вальцем-дущником для накалывания вентиляционных каналов и под устройством, накрывающим стержень сушильной плитой, отличающаяся тем, что, с целью прижатия сушильных плит к стержневым ящикам, а также опускания указанных плит со стерж.. ними на транспортер, применены клеммы, приводимые в действие копирами.
