сд ю
а
диненной подъемно-опускным столом 13 с верхним ярусом линии. Последний снабжен камерами 10 и 17 окраски стержней, камерой 18 окончательной подсушки, установкой 21 очистки су- иильных плит, манипулятором 20 съема готовых стержней с линии и манипулятором 7 подачи сушильных плит поворотно-вытяжной машине 6 (кантователь). При этом камера 10 окраски установлена перед сушильной камерой I и связана с кантователем б промежуточным рольгангом 8 отделки стержней, а камера 17 окраски на входе соединена посредством подъемно-поворотных столов 4 с сушильной камерой упрочнения нижнего рольганга, а на выходе - с камерой. 18 окончательной подсушки стержне й, соединенной посредством промежуточного рольганга с манипулятором 20 съема готовых стержней с линии, причем между ним и манипулятором 7 расположена установка 21 очистки сушильных плит. 3 ил.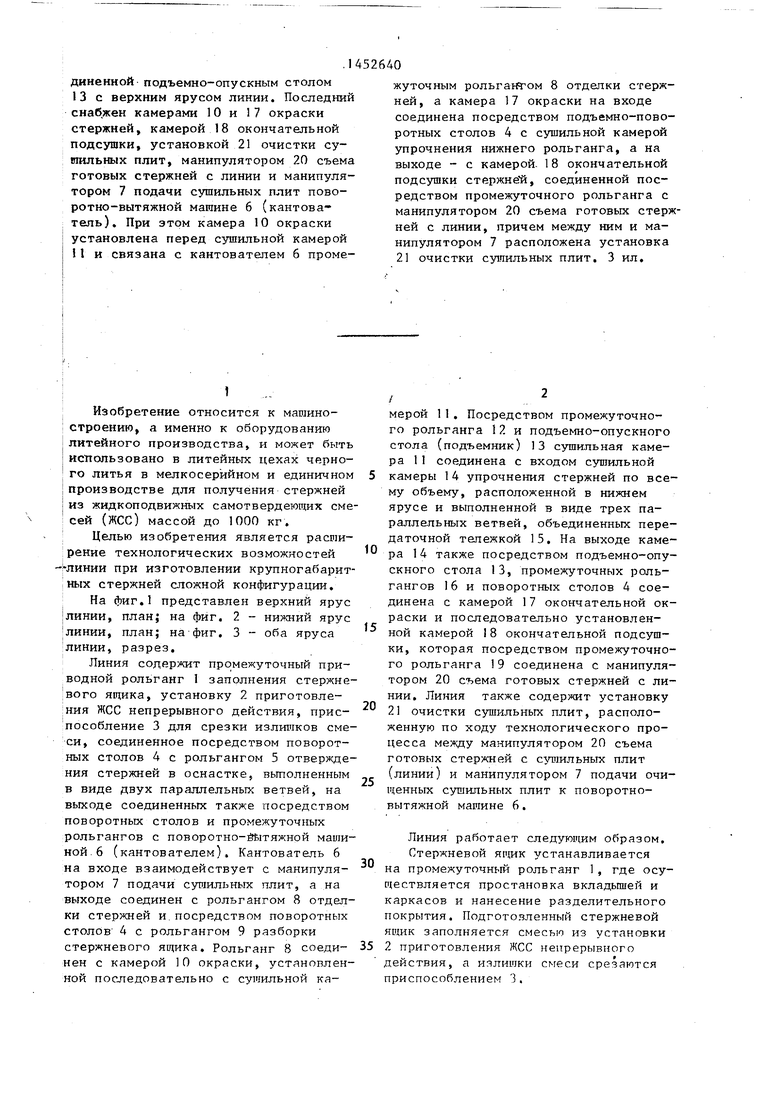
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплексная автоматизированная линия для изготовления стержней из холоднотвердеющих смесей | 1986 |
|
SU1435377A1 |
| Комплексная автоматизированная линия для изготовления стержней | 1980 |
|
SU897388A1 |
| Линия для изготовления литейных стержней | 1990 |
|
SU1722682A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Линия литья в формы преимущественно кокили,облицованные жидкими самотвердеющими смесями | 1983 |
|
SU1119219A1 |
| Кантователь | 1990 |
|
SU1726122A1 |
| Кантователь протяжной | 1978 |
|
SU740384A1 |
| Линия для изготовления стержнейиз ХОлОдНОТВЕРдЕющиХ СМЕСЕй | 1978 |
|
SU846064A1 |
| Автоматическая линия для изготовлениялиТЕйНыХ пОлуфОРМ | 1976 |
|
SU799913A1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
Изобретение относится к машиностроению, а именно к оборудованию литейного производства, и может быть использовано в литейных цехах черного литья в мелкосерийном и единичном производстве для поль ения стержней из жидкоподвижных самотвердеющих смесей (ЖСС) массой до 1000 кг. Цель изобретения - расширение технологических возможностей линии при изготовлении крупногабаритных стержней сложной конфигурации. Линия, в отличие от известной, выполнена в виде двух ярусов и снабжена расположенной, например, в нижнем ярусе дополнительной сушильной камерой упрочнения стержней по всему объему, установленной после сушильной камеры 11 и сое(,
:
Изобретение относится к машиностроению, а именно к оборудованию i литейного производства, и может быть I использовано в литейных цехах черно- го литья в мелкосерийном и единичном I производстве для получения стержней I из жидкоподвижных самотвердеющих сме- сей (ЖСС) массой до 1000 кг.
Целью изобретения является расширение технологических возможностей -Ьлинии при изготовлении крупногабарит- :ных стержней сложной конфигурации. ; На фиг.1 представлен верхний ярус Iлинии, план; на фиг. 2 - нижний ярус ;линии, план; на-фиг. 3 - оба яруса линии, разрез.
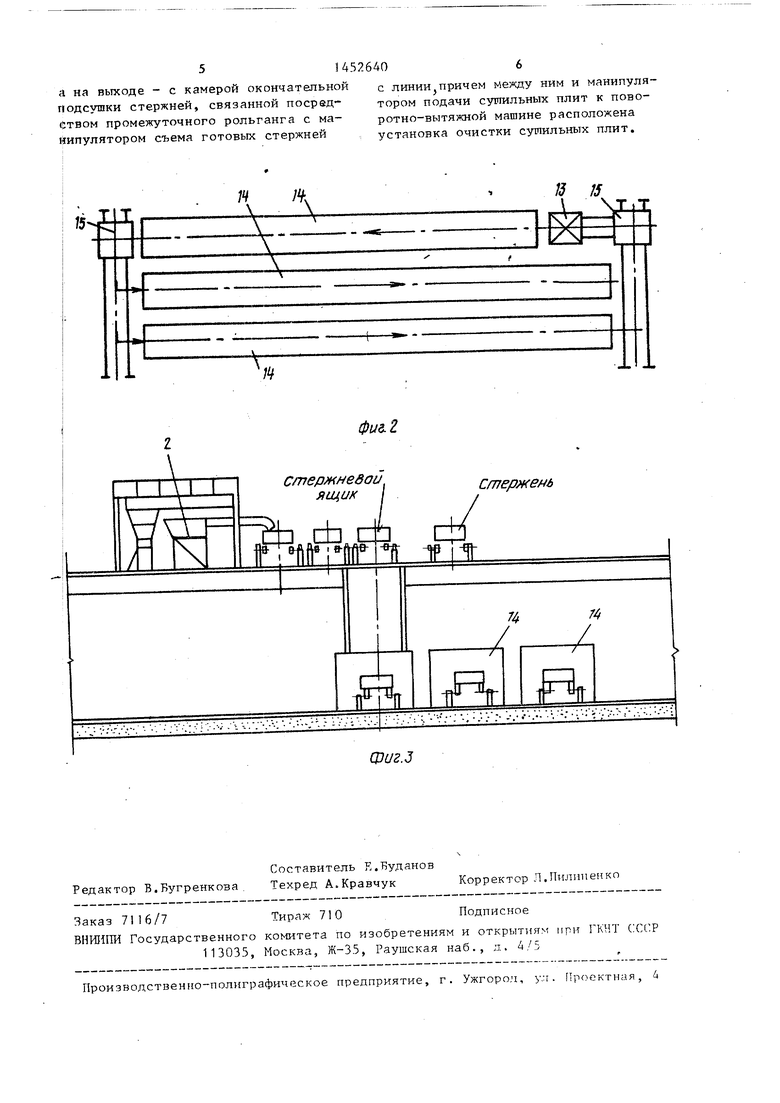
Линия содержит промежуточный приводной рольганг 1 заполнения стержневого ящика, установку 2 приготовле- :ния ЖСС непрерывного действия, приспособление 3 для срезки ИЗЛИ1ЧКОВ смеси, соединенное посредством поворотных столов 4 с рольгангом 5 отверждения стержней в оснастке, вьтолненным в виде двух параллельных ветвей, на выходе соединенных также посредством поворотных столов и промежуточных рольгангов с поворотно-йЬ1тяжной машиной. 6 (кантователем). Кантователь 6 на входе взаимодействует с манипулятором 7 подачи супгальных плит, а на выходе соединен с рольгангом 8 отделки стержней и.посредством поворотных СТОЛОВ 4 с рольгангом 9 разборки стержневого ящика. Рольганг 8 соединен с камерой 10 окраски, установленной последовательно с сушильной камерой 11. Посредством промежуточного рольганга 12 и подъемно-опускного стола (подъемник) 13 сушильная камера 11 соединена с входом сушильной
5 камеры 14 упрочнения стержней по всему объему, расположенной в нижнем ярусе и выполненной в виде трех параллельных ветвей, объединенных передаточной тележкой 15. На выходе каме ра 14 также посредством подъемно-опускного стола 13, промежуточных рольгангов 16 и поворотных столов 4 соединена с камерой 17 окончательной окраски и последовательно установленной камерой 18 окончательной подсушки, которая посредством промежуточного рольганга 19 соединена с манипулятором 20 съема готовых стержней с линии. Линия также содержит установку 21 очистки сушильных плит, расположенную по ходу технологического процесса между манипулятором 20 съема готовых стержней с сутшльных плит (линии) и манипулятором 7 подачи очи5
щенных сушильных плит к поворотно- вытяжной машине 6.
Линия работает следующим образом.
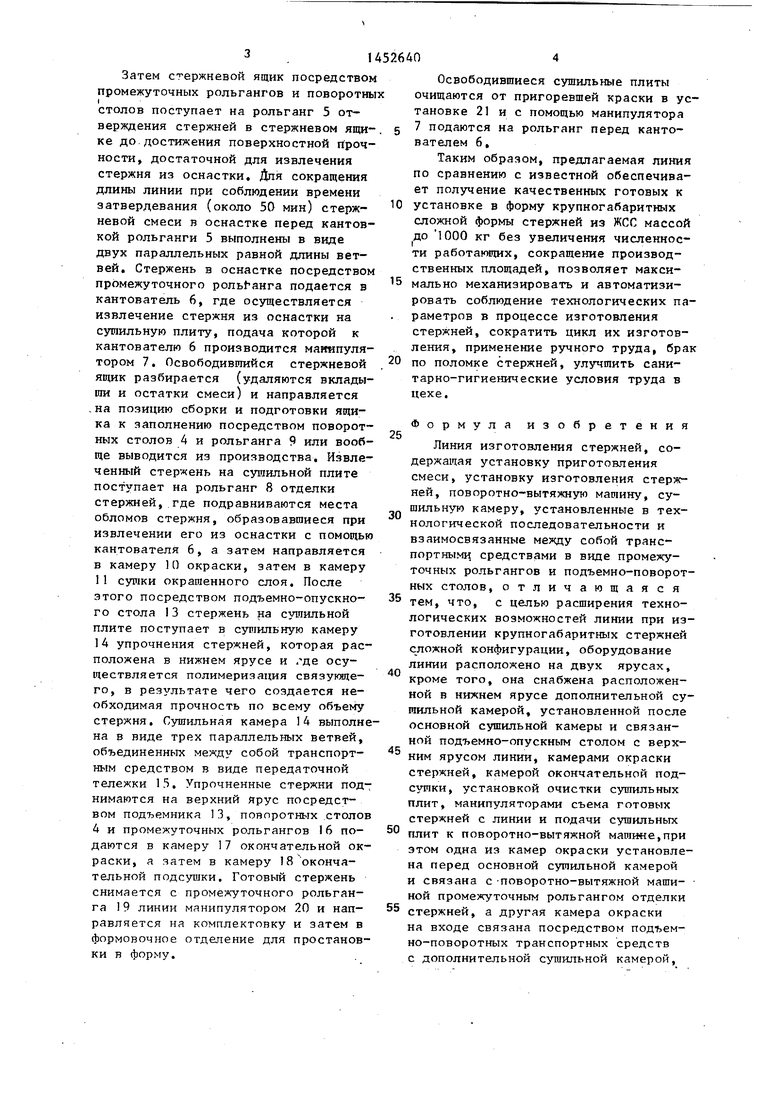
Стержневой ящик устанавливается на промежуточный рольганг 1, где осу- Р1ествляется простановка вкладьшгей и каркасов и нанесение разделительного покрытия. Подготовленный стержневой ящик заполняется смесью из установки 2 приготовления ЖСС непрерывного действия, а излишки смеси срезаются приспособлением 3.
промежуточных рольгангов и поворотны столов поступает на рольганг 5 отверждения стержней в стержневом ящике до достижения поверхностной прочности, достаточной для извлечения стержня из оснастки. Дпя сокращения длины линии при соблюдении времени затвердевания (около 50 мин) стержневой смеси в оснастке перед кантовкой рольганги 5 выполнены в виде двух параллельных равной длины ветвей. Стержень в оснастке посредством промежуточного подается в кантователь 6, где осуществляется извлечение стержня из оснастки на сушильную плиту, подача которой к кантователю 6 производится манипулятором 7. Освободившийся стержневой ящик разбирается (удаляются вклады- гаи и остатки смеси) и направляется ,на позицию сборки и подготовки ящика к заполнению посредством поворотных столов 4 и рольганга 9 или вообще выводится из производства. Извлеченный стержень на сутчильной плите поступает на рольганг 8 отделки стержней, где подравниваются места обломов стержня, образовавшиеся при извлечении его из оснастки с помощью кантователя 6, а затем направляется в камеру 10 окраски, затем в камеру 11 сугаки окрашенного слоя. После этого посредством подъемно-опускного стола 13 стержень на сушильной плите поступает в сушильную камеру 14 упрочнения стержней, которая расположена в нижнем ярусе и ,де осуществляется полимеризация связукяде- го, в результате чего создается необходимая прочность по всему стержня. Сушильная камера 14 выполнена в виде трех параллельных ветвей, объединенных между собой транспортным средством в виде передаточной тележки 15, Упрочненные стержни поднимаются на верхний ярус посредством подъемника 13, поворотных столов 4 и промежуточных рольгангов 16 подаются в камеру 17 окончательной окраски, а затем в камеру 18 окончательной подсушки. Готовый стержень снимается с промежуточного рольганга 19 линии манипулятором 20 и направляется на комплектовку и затем в формовочное отделение для простановки в форму.
0
5
Освободившиеся сушильные плиты очищаются от пригоревшей краски в установке 21 и с помощью манипулятора 7 подаются на рольганг перед кантователем 6,
Таким образом, предлагаемая линия по сравнению с известной обеспечивает получение качественных готовых к установке в форму крупногабаритных сложной формы стержней из ЖСС массой до 1000 кг без увеличения численности работающих, сокращение производственных площадей, позволяет максимально механизировать и автоматизировать соблюдение технологических параметров в процессе изготовления стержней, сократить цикл их изготовления, применение ручного труда, брак по поломке стержней, улучшить санитарно-гигиенические условия труда в цехе.
0
5
Ф о
е т е н и я
0
5
0
рмула изобр
Линия изготовления стержней, содержащая установку приготовления смеси, установку изготовления стержней, поворотно-вытяжную машину, сушильную камеру, установленные в технологической последовательности и взаимосвязанные между собой транспортными средствами в виде промежуточных рольгангов и подъемно-поворотных столов, отличающаяся тем, что, с целью расширения технологических возможностей линии при изготовлении крупногабаритных стержней сложной конфигурации, оборудование линии расположено на двух ярусах, кроме того, она снабжена расположенной в нижнем ярусе дополнительной сушильной камерой, установленной после основной сушильной камеры и связанной подъемно-опускным столом с верхним ярусом линии, камерами окраски стержней, камерой окончательной подсушки, установкой очистки сушильных плит, манипуляторами съема готовых стержней с линии и подачи сушильных плит к поворотно-вытяжной маши«е,при этом одна из камер окраски установлена перед основной сушильной камерой и связана с -поворотно-вытяжной маши- ной промежуточным рольгангом отделки стержней, а другая камера окраски на входе связана посредством подъемно-поворотных транспортных средств с дополнительной сушильной камерой.
5
а на выходе - с камерой окончательной подсушки стержней, связанной посред- фтвом промежуточного рольганга с ма- йипулятором съема готовых стержней
с линии,причем между ним и манипулятором подачи суиильньтх плит к поворотно-вытяжной машине расположена установка очистки сушильных плит.
сп7ержень
фиг. 5
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
