1
Изобретение относится к литейной технике, а именно к производству стержней для литейного производства, и может быть применено в серийном и массовом производстве длинномерных стержней для литья трубовидных отливок.
Известны прессовые стержневые машины, предназначенные для формовки коротких стержней или машины формовочные пневматические встряхивающие с допрессовкой, предназначерГные как для формовки стержней, так и изготовления форм 1.
Известны также машины, которые пригодны для широкого ассортимента продукции и в основном для изготовления литейных полуформ ,2 .
Однако в этих машинах нет механизмов приема и отсекания каркасов, механизма передвижения оснастки и механизма очистки оснастки и выравнивания смеси перед простановкой каркасов и прессованием.
Цель изобретения - увеличение производительности и надежности работы машины, исключение ручного труда и улучшение техники безопасности.
Указанная цель достигается тем, что в прессовой машине, имеющей
станину, жесткую траверсу, механизмы прессования и разборки оснастки, на траверсе установлен механизм приема и отсекания каркасов, работающий в автоматическом режиме с механизмом укладки каркасов в нижние половины стержневых ящиков и механизмом передвижения двух спаренных нижних половин стержневого ящика, а для очистки верхней и нижней половин стержневого, ящика и выравнивания смеси перед простановкой каркасов и прессованием - цепноймеханизм с электрическим приводом.
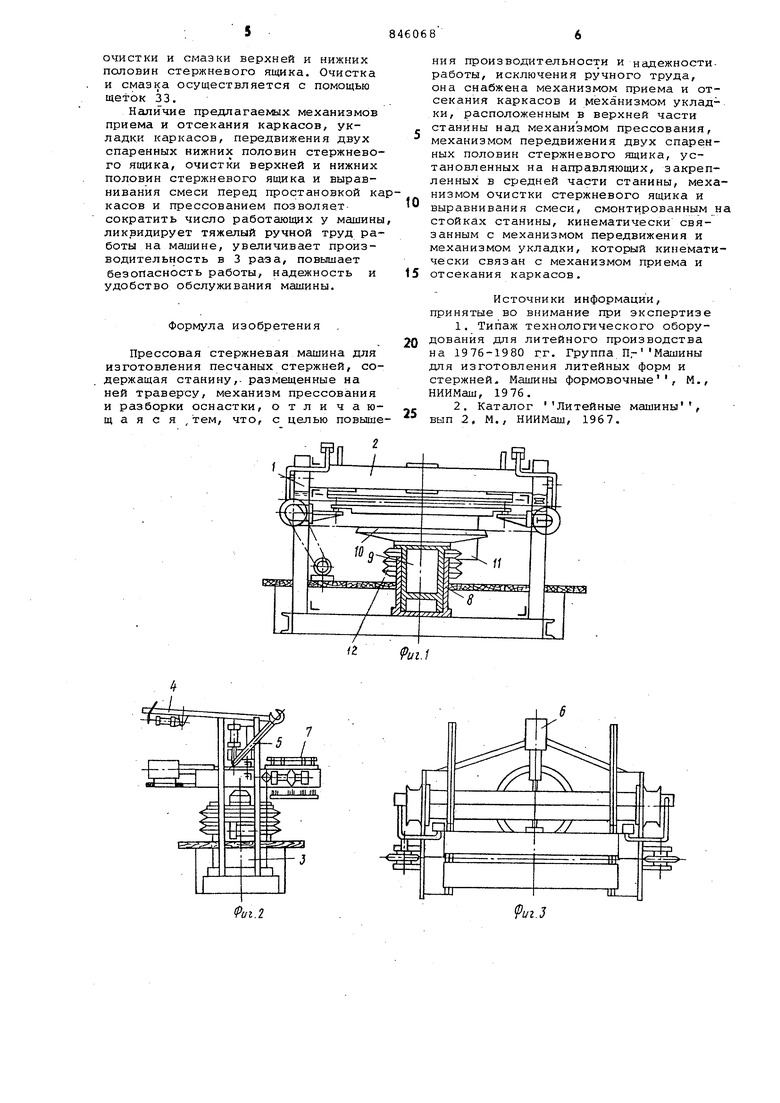
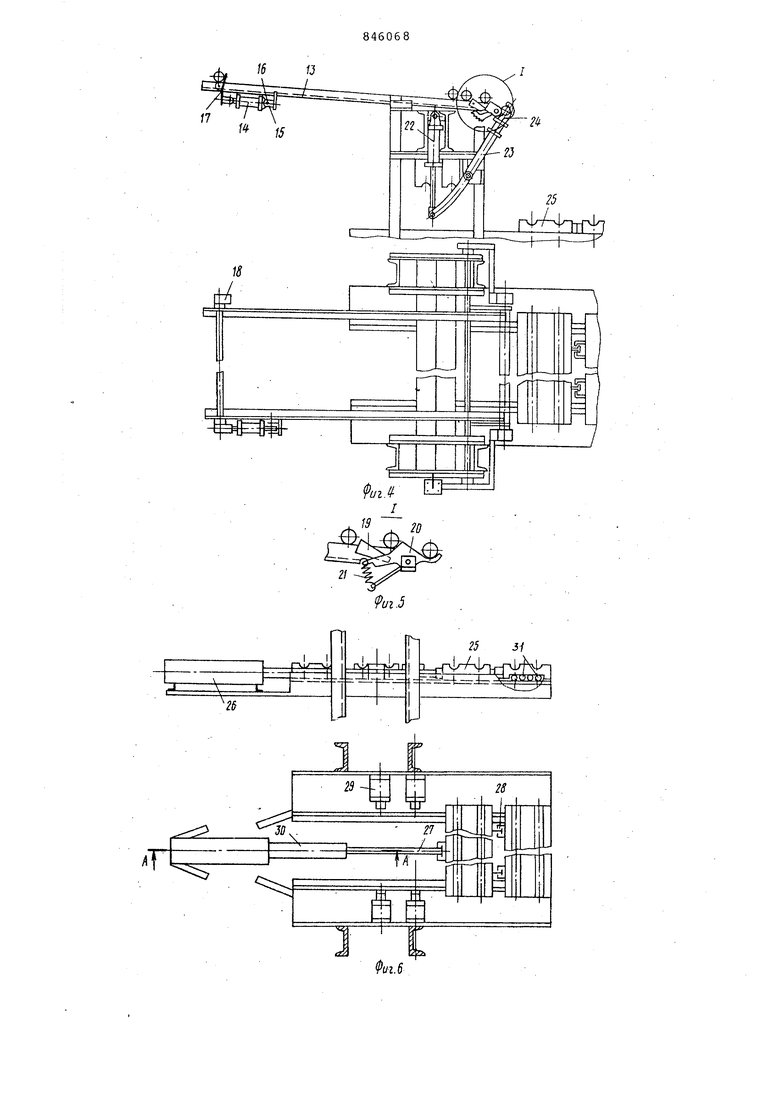
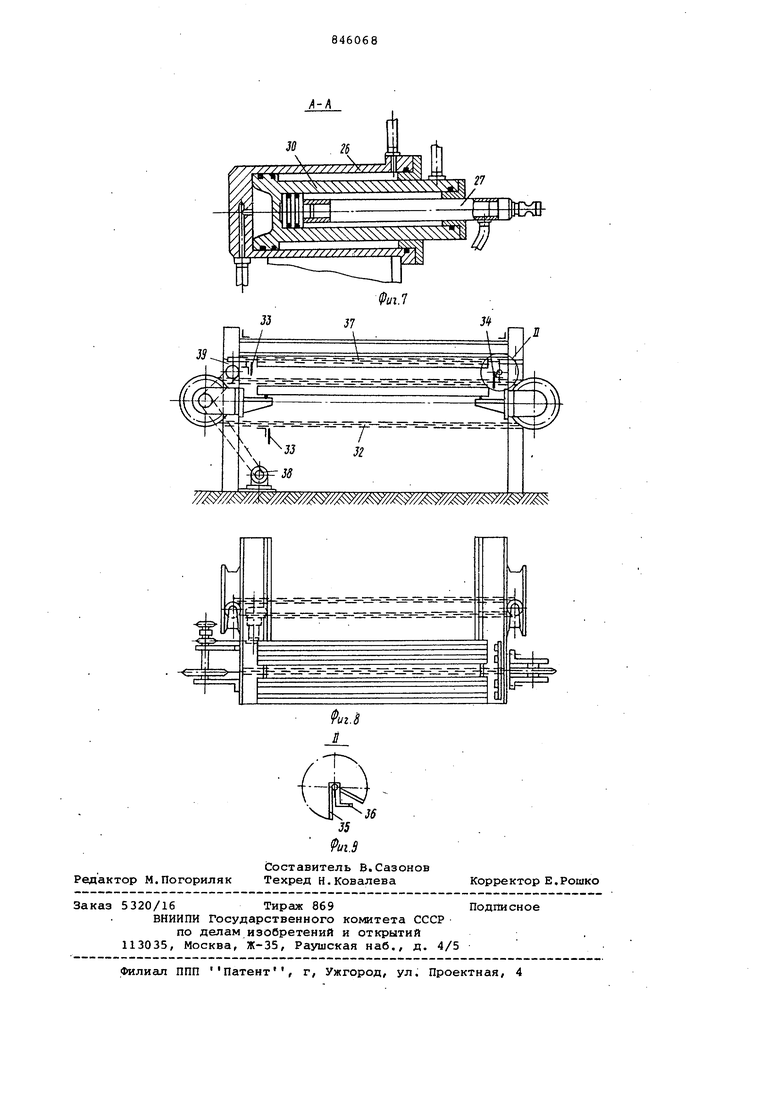
На фиг. 1, 2, 3 изображена машина, о€щий вид; на фиг. 4 -. механизлы приема, отсекания и укладки каркасов; на фиг.5 - узел I на фиг.2;на фиг.6- механизм передвижения нижних половин стержневого ящика; на фиг. 7 - разрез А-А на фиг. 4; на фиг. 8- механизм очистки, смазки и выравнивания смеси; на фиг. 9 - узел ft, на фиг. 6,
Прессовая стержневая машина состоит из станины 1 (см. фиг. 1) с укрепленными на ее верхних частях траверсой 2 и механизмами 3 прессов ания, приема и отсекания 4 каркасов, уклал30 ки 5 каркасов, передвижения 6 двух спаренных нижних половин стержневог ящика, очистки и смазки 7 верхней и нижних половин стерлсневого ящика выравнивания смеси перед простановкой каркасов и прессованием. Траверса 2 служит для вос1трияти 1 агрузки от механизма 3 прессовани и крепления верхней половины стерж невого ящика. Механизм 3 прессования состоит из корпуса 8 пневмоцил ра, прикрепленного к основанию ста нины 1, поршня 9 с толкателем 10 прямоугольной формы со срезанными KpOMKarvM для центрования нижних по ловин стержневого ящика и штангой 11, исключающей радиальный поворот лоршня 9 и кожуха 12, предохранясчнего поршень от грязи и пыли. Механизм 4 приема и отсекания каркасов состоит из направляющих 13 (фиг. 2) для перекатывания цилиндрических каркасов, смонтирован ного на них пневмоцилиндра 14 двой ного действия, прикрепленного к кронштейну 15 с помощью оси 16 и шарнирно закрепленного рычага 17, связанного с приемной планкой 18. На противоположных концах направляющих 13 (фиг, 3) отсекатель 19, жестко связанный с кулач ком-копиром 20, шарнирно закреплен ным с направляющими. 13. Для возврата кулачка и отсекателя в исходное положение служит пружина 21. Механизм 5 укладки каркасов (фиг.. 1) состоит из пневмоцилиндра 22 двойного действия (фиг. 2) с креплением на проушине и рычага 23 шарнирно закрепленного к станине 1. Один конец рычага 23 шарнирно связан со штоком пневмоцилин,дра 2 другой конец - жестко соединен с пневматическим захватом 24, с помощью которого каркасы удерживаются при укладке их в гнезда нижних поло вин стержневого ящика 25. Механизм 6 передвижения двух спа ренных нижних половин стержневого ящика состоит из сдвоенного телеско пического пневмоцилиндра 26 двойног действия (фиг. 4) . Шток 27 пневмоци линдра связан со спаренными нижними половинами 25 стержневого ящика. По ледние соединены между собой Замком 28 типа ласточкина хвоста , позволяющим им перемещаться друг относительно друга в вертикальной плоскости. Для фиксации нижних половинстеря невого ящика при укладке карка сов в гнезда служат пневматические упоры 29, а при спаривании стержневс го ящика в момент прессования фиксация первой нижней половины ящика осуществляется с помощью штока 27, второй половины - с помощью щток-ко пуса 30 пневмоцилиндра 26. Для уменьшения усилия передвижения нижних половин стержневого ящик введены шариковые опоры 31. Механизм 7 очистки и смазки верхней и нижних половин стержневого ящика и выравнивания смеси, перед прессованием (фиг. 1) состоит из цепного конвейера 32 (фиг. 6) с жестко закрепленными очистными щетками 33 и выравнивателями смеси 34, выполненными в виде откидывающихся пластин 35(фиг. 7), шарнирно закрепленных с выравнивателем 36. Механизм очистки и смазки верхней половины стержневого ящика, состоящий из несущего реверсивного органа 37 и очистных и смазывающих щепок 33, приводящихся в движение от реверсивного цепного конвейера 38 через передачу 39 (фиг. 6). Машина работает следующим образом. Механизм 4 приема и отсекания icapкасов забирает каркасы из подающего устройства. С помощью пневмоцилиндра 14 и отклоняющейся приемной планки. 18 каркасы по наклонным направляющим 13 перекатываются под собственным весфм на кулачок-копир 20, где они отсекаются с помощью отсекателя 19 и забираются с помощью захвата 24 рычага 23 и пневмоцилиндром 22, укладываются в гнезда нижних половин стержневого ящика 25, заполненных наполовину стержневой смесью и выравненных откидывающимися пластинами 35, Освободившись от каркаса кулачоккопир 20 вместе с отсекателем 19 и пружиной 21 поворачивается относительно своей оси и пропускает следующий каркас на позицию отсекания. Затем нижние.половины стержневого ящика с уложенными каркасами заполняются стержневой смесью полностью и выравниваются выравнивателем .Шток 27 пневмоцилиндра 26 передвигает нижние половины стержневого ящика, фиксируя одну из них на позиции прессования . Затем включается механи-зм 3 прессования, толкатель 10, прикрепленный к поршню 9, упирается в нижнюю половину стержневого ящика и двигает ее вверх. Происходит прессование стержня. Далее первая нижняя половина стержневого ящика опускается вместе со стержнями, входит в замок 28, пневмоцилиндр 26 с помощью шток-корпуса 30 передвигает вторую половину на позицию спаривания,где шток-корпус 30 и шток 27 находятся в крайнем заднем положении. Происходит п зоцесс прессования, аналогичный описанному выше, и нижние половины стержневого ящика с готовыми стержнями возвращаются с помощью штоков 27 и 30 в исходноеположение - позицию засыпки стержневой смесью и простановки каркасов. С этой позиции стержни поступают на сборку форм. Перед следующим циклом изготовления стержней включается механизм 7
очистки и смазки верхней и нижних половин стержневого ящика. Очистка и смазка осуществляется с помощью щеток 33.
Наличие предлагаемых механизмов приема и отсекания каркасов, укладки каркасов, передвижения двух спаренных нижних половин стержневого ящика, очистки верхней и нижних половин стержневого ящика и выравнивания смеси перед простановкой какасов и прессованием позволяет сократить число работающих у машины ликвидирует тяжелый ручной труд работы на машине, увеличивает производительность в 3 раза, повышает безопасность работы, надежность и удобство обслуживания машины.
Формула изобретения
Прессовая стержневая машина для изготовления песчаных стержней, содержащая станину,- размещенные на ней траверсу, механизм прессования и разборки оснастки, отличающаяся , тем, что, с целью повышеНИН производительности и надежностиработы, исключения ручного труда, она снабжена механизмом приема и отсекания каркасов и механизмом укладки, расположенным в верхней части станины над механизмом прессования, механизмом передвижения двух спаренных половин стержневого ящика, установленных на направляющих, закрепленных в средней части станины, механизмом очистки стержневого ящика и
0 выравнивания смеси, смонтированным на стойках станины, кинематически связанным с механизмом передвижения и механизмом укладки, который кинематически связан с механизмом приема и
5 отсекания каркасов.
Источники информации, принятые во внимание при экспертизе 1. Типаж технологического оборудованйя для литейного производства на 1976-1980 гг. Группа П,-Машины для изготовления литейных форм и стержней- Машины формовочные , М., НИИМаш, 1976.
2. Каталог Литейные машины ,
вып 2, М., НИИМаш, 1967.
16/J
Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Пескодувная машина для изготовления стержней | 1984 |
|
SU1163970A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Установка для изготовления литейных стержней по горячим ящикам | 1988 |
|
SU1577911A1 |
| Формовочная машина для изготовления стержней | 1990 |
|
SU1763079A1 |
| Линия для изготовления литейных стержней | 1990 |
|
SU1722682A1 |
| Автомат для изготовления стержней | 1979 |
|
SU831355A1 |
| Устройство для простановки стержней | 1975 |
|
SU518267A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
2S
J/;
т
25 3i
28
ЖЖ
Z7
Tf
J:i
