1
Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано в машиностроении.
Известен штамп совмеш,енного действия для пробивки и вырубки, содержаш ий вырубную матрицу и выступаюший за нее в направлении оси штампа прижим-выталкиватель в верхней части, пуансон-матрицу и выступающий за нее в направлении оси штампа подпружиненный съемник в нижней части, а также механизм предотврашения запрессовывания детали в отход, который выполнен в виде подпружиненного кулачка, шарнирно закрепленного в вырубной матрице и взаимодействующего одной боковой стороной с буртиком прижима-выталкивателя, а другой боковой стороной - с выступом стержня, установленного в штампе с возможностью перемещения относительно кулачка в направлении перемещения верхней части штампа.
Цель изобретения - упрощение штампа.
В предлагаемом штампе для достижения этой цели механизм предотвращения запрессования детали в отход выполнен в виде закрепленных на рабочей поверхности съемника упоров, высота каждого из которых равна по меньшей мере сумме двойной толщины штампуемого материала, величины выступания прижима выталкивателя за вырубную матрицу и величины выступапия съемника за пуансон-матрицу.
Предлагаемый штамп изображен на чертеже.
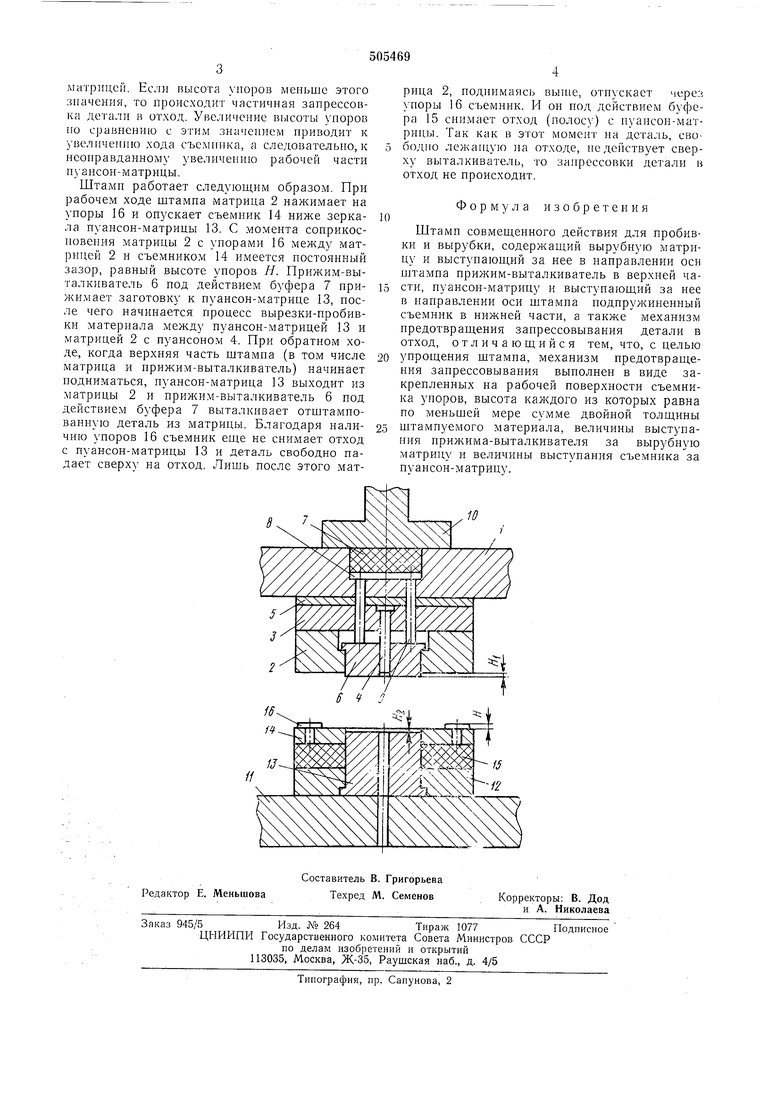
К верхней плите 1 крепятся матрица 2, пуансонодержатель 3 с пуансоном 4 и прокладка 5. В матрице 2 размещен прижим-выталкиватель 6, на который постоянно действует сверху резиновый буфер 7 через траверсу 8
и толкатели 9. Сверху прикреплен хвостовик 10 (плавающего типа). К нижней плите 11 крепится держатель 12 с пуансон-матрицей 13. По пуансон-матрице перемещается съемник 14, находящийся под постоянным давлекием снизу резинового буфера 15. Верхняя 1 и нижняя И плиты соединяются направляющими колонками и втулками (не показаны). Крепежные детали, в том числе и винты, удерживающие съемник в верхнем положеНИИ, также условно не показаны. Вместо резиновых буферов могут быть применены пружинные.
В съемник 14 запрессованы упоры 16 (обычно 4 штуки) по углам. Упоры можно заменить выступами на самом съемнике. Высота упоров Н выбирается не менее величины суммарного значения двойной толщины штампуемого материала, величины выступания Я) прижима-выталкивателя из матрицы и величины выступания HZ съемника над пуансон
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1973 |
|
SU395150A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПРОБИВКИ И ВЫРУБКИ | 1973 |
|
SU368908A1 |
| Вырубной штамп | 1982 |
|
SU1049144A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Штамп для листовой штамповки | 1977 |
|
SU633644A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
