Изобретение относится к жестяно- баночным линиям, применяемым в консервной промышленности.
Целью изобретения является улучшение условий труда и техники безопасности.
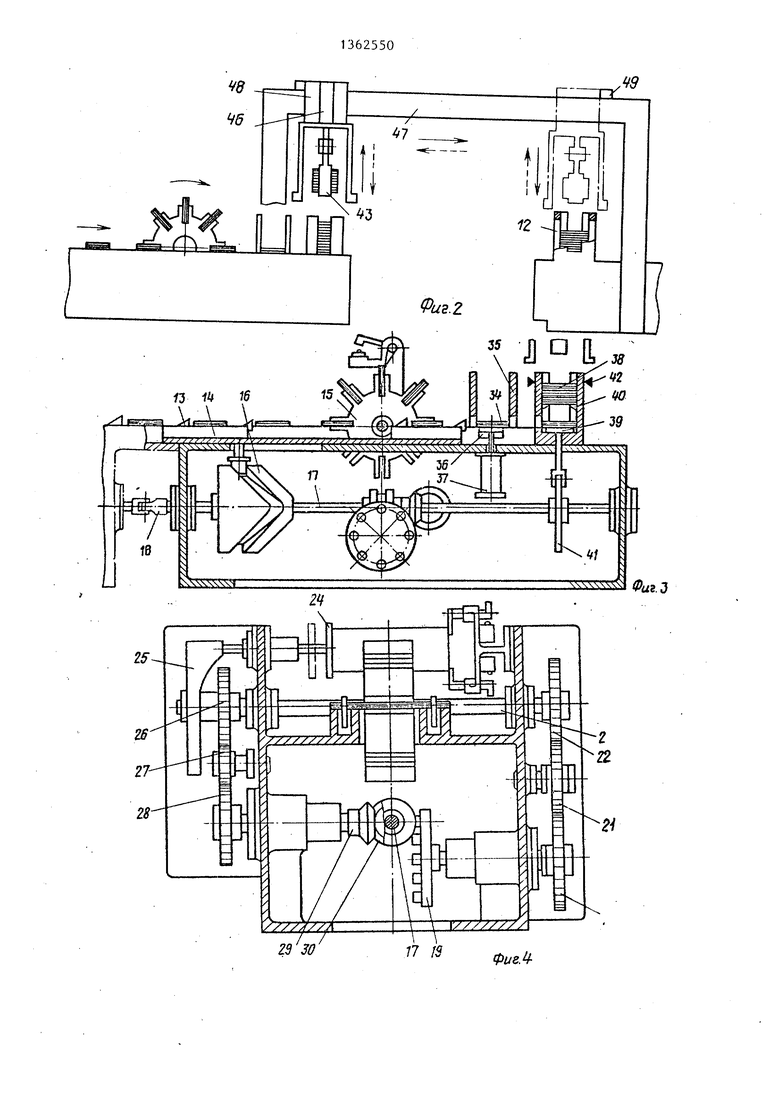
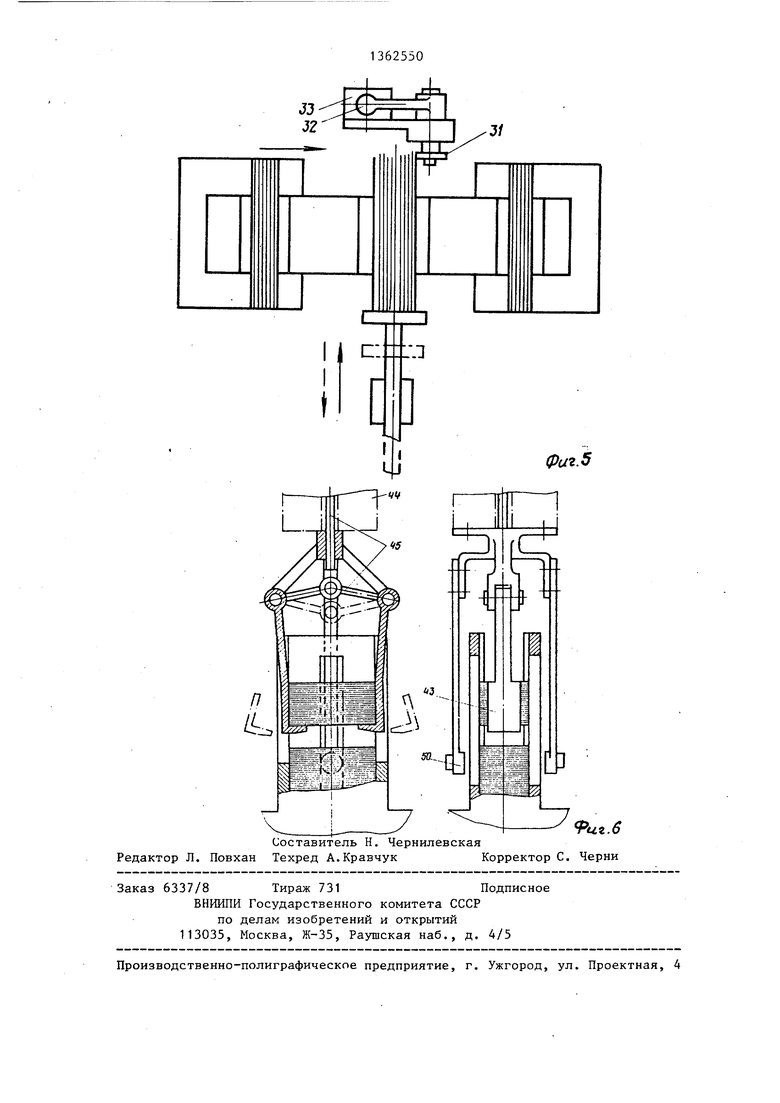
На фиг. 1 приведена автоматическая линия, план; на фиг. 2 - участок механизации процесса передачи стоп бланков, вид сбоку; на фиг. 3 - устройство для переворота и контроля стоп бланков, продольный разрез; на фиг. 4 - то же, поперечный разрез; на фиг. 5 - устройство для контроля стоп бланков, план; на фиг. 6 - механическая рука в момент загрузки стоп бланков в магазин корпусоформутощей машины.
Авторматическая линия включает в себя подаватель 1 листов жести (фиг.1) дисковые сдвоенные ножницы 2, устройство 3 для переворота и контроля стоп бланков, подвесной манипулятор 4, корпусоформующую машину 5, паяльный автомат 6, отбортовочный автомат 7, автомат 8 для очистки корпусов банок, закаточную машину 9, испытательный автомат 10 и транспортные устройства 1 1 , Линия работает следующим образом. Листы жести по одному подаются подавателем 1 на дисковые сдвоенные ножницы 2, где разрезаются на фланки и собираются в одну стопу. Затем сто- па бланков передается на устройство 3 для переворота и контроля стоп блан- ков с целью расположения литографического покрытия бланков сверху и оттуда перегружается в магазин 12 корпусо- формующей машины 5.
Стопа бланков, выдаваемая ножницами, захватывается собачками 13 (фиг. 3), установленными на движущейся возвратно-поступательно каретке 14, и передается в карман прерывисто вращающегося барабана 15.Движение каретки обеспечивает с помощью кулака 16, насаженного на главный вал 17, который связан шарнирной муфтой 18 с приводным валом дисковых ножниц. Прерывистое вращение барабана 15 осуществляется от главного вала 17 через зубчато-цевочный механизм 19 (фиг. 4) шестерни 20, 21, 22 и вал 23. Стопа бланков загружается в карман барабана во время выстоя последнего. Выстой происходит через одну восьмую его оборота и по времени совпадает с рабочим ходом каретки. В момент выстоя стопы бланков в вертикальном положении осуществляется ее выравнивание по длине. Выравнивание достигается посредством упора 24, управляемого кулаком 25, который приводится через шестерни 26-30 от главного вала 17 (фиг. 4). В дальнейшем при движении стопы производится контроль ее по длине. Если стопа заданной длины, то она не задевает контрольный флажок 31 (фиг. 5), если же некоторые бланки в стопе выступают за установленные пределы, то флажок отклоняется и с помощью рычага 32 воздействует на микропереключатель 33.
От микропереключателя поступает электрический сигнал на механизм 34 сброса (фиг. 3) бракованной стопы, снабженный.электронным запоминающим устройством, которое приводит в действие механизм для сброса обнаруженной бракованной стопы.
Механизм сброса состоит из направляющих 35 (фиг. 3), подвижного наклонного стола 36 и гидроцилиндра 37 При сбросе стопы шток гидроцилиндра воздействует на стол 36, который поднимает своей кромкой одну сторону стопы бланков до угла скольжения, стопа произвольно соскальзывает по наклонной поверхности стола в сборник бракованных бланков, а стол возвращается в исходное положение.
Выгрузка барабана 15 (фиг. 3), передача стоп в зону механизма 34 сброса и далее в накопитель 38 стоп бланков производится собачками той же каретки 14. Нормальная стопа проходит беспрепятственно механизм 34 сброса из-за отсутствия сигнала на сброс и поступает в накопитель 38 стоп бланков. Накопление стоп бланков производится с помощью подвижного стола 39 и подпружиненных защелок 40. Стол 39 связан с кулаком 41 и через него получает движение от главного вала 17. Во время подачи стопы бланков в накопитель стол находится в нижнем неподвижном положении.
Полученная в накопителе суммарная стопа бланков заданной высоты захватывается манипулятором и передается к магазину корпусоформующей машины. Манипулятор работает следующим образом.
По сигналу фотоэлектрического датчика 42 (фиг. 3) механическая ру31
ка 43 (фиг. 2) манипулятора опускается посредством пневмоцилиндра 44 и с помощью рычажного механизма 45 (фиг. 6) захватывает стопу. Через систему электрических датчиков манипулятору подается сигнал на подъем механической руки со стопой гидроцилиндром 46 (фиг. 2). Поднятая механическая рука со стопой перемещается затем по направляющей 47 с помощью механизма 48 горизонтального перемещения. Дойдя до упора 49, механизм горизонтального перемещения останав
ливается, дает сигнал на опускание ме-15 ханической руки со стопой в магазин 12 корпусоформующей машины 5.
Для обеспечения сброса в магазин 12 с постоянной оптимальной высоты на меняющийся уровень находящейся в магазине стопы бланков механическая рука снабжена фотоэлементом 50 (фиг. 6) подающим сигнал на сброс стопы рри затемнении фотоэлемента в момент его встречи с нижележащей стопой.
После сброса стопы механическая рука автоматически поднимается, перемещается назад в горизонтальном направлении и опускается до заданного уровня в ожидании сигнала от фотодатчика 42 для захвата очередной стопы из накопителя бланков. Далее цикл повторяется.
Весь процесс разгрузки стоп бланков из дисковых ножниц, их переворота, транспортировки и загрузки в магазин корпусоформующей машинь выполняется автоматически. Процесс автоматизации достигается благодаря тому, что устройство для переворота и контроля стоп бланков механически связано со сдвоенными дисковыми ножницами валом отбора мощности, а управление работой манипулятора осуществляется с помощью электрических датчиков.
Наличие устройства для переворота и контроля стоп бланков, а также манипулятора со специальной механической рукой, снабженной фотоэлементом управления сброса стопы на переменную высоту, существенно отличает предлагаемую конструкцию автоматической линии для изготовления жестяных консервных банок от известных.
Формула изобретения
1. Автоматическая линия изготовления жестяных консервных банок,
включающая установленные по ходу технологического процесса и соединенные транспортными средствами подаватель листов жести, дисковые сдвоенные ножницы, корпусоформующую машину, автомат паяльный, отбортовочный автомат.
5
0
0
автомат для очистки корпусов банок, закаточную машину, испытательный автомат, механизм сброса бракованных стоп бланков, отличающаяся тем, что, с целью улучшения условий труда и техники безопасности, она снабжена размещенным между дисковыми сдвоенными ножницами и корпусоформующей машиной устройством для переворота и контроля стоп бланков,
2.Линия ПОП.1, отличаю,- щ а я с я тем, что устройство для переворота и контроля бланков выполнено в виде барабана с прямоугольны5 ми карманами, связанного через приводной вал и цевочный механизм и муфту с валом отбора мощности дисковых сдвоенных ножниц.
3.Линия по П.1, о тлича.ю- щ а я с я тем, что устройство для переворота и контроля стоп бланков снабжено установленной с возможностью возвратно-поступательного перемещения кареткой с собачками, располо- женными с заданным шагом, при этом каретка соединена с приводным валом через кулачковый механизм.
4.Линия по П.1, отличающая с я тем, что устройство для переворота и контроля стоп бланков с Мабжено калибром, выполненным в вида установленногб с возможностью поворота флажка, соединенного через рычаж- ньй механизм и систему электрического
5 управления с механизмом сброса бракованных стоп бланков.
I 5. Линия по п.1, отличающая с я тем, что устройство для переворота и контроля стоп бланков
g снабжено накопителем, выполненным в виде вертикальных направляющих с защелками и установленного с возможностью перемещения от привода относительно направляющих стола, при этом прис вод стола связан с приводным валом через кулачковый механизм.
5
0
77 /5
Фиг..6
Составитель Н. Чернилевская Редактор Л. Повхан Техред А.Кравчук Корректор С. Черни
Заказ 6337/8 Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
гФЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления полых корпусов | 1985 |
|
SU1319982A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Автомат для клеймения крышек | 1980 |
|
SU912330A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| В. Ф. КОСОЕ, Н. Ф. Славинский, И. П. Смирнов, В. Я. Фрадкин,Э. И. Фролович, Н. Н. Чепрасов, Н. А. Швабская и В. Н. Коржов | 1970 |
|
SU270488A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Устройство для электроконтактной сварки двух листовых изделий | 1986 |
|
SU1572403A3 |
Изобретение относится к жестя- но-баночным линиям, применяемым в консервной промьшшенности. Цель изобретения - улучшение условий труда и техники безопасности. Линия содержит ,установленные по ходу технологического процесса подаватель листов жести 1 ,i дисковые сдвоенные ножницы 2, устройство для переворота и контроля стоп бланков 3, корпусоформующую машину 5, паяльный автомат 6, отбортовочный автомат 7, автомат 8 для очистки корпусов банок, закаточную машину 9, испытательной автомат 10. Устройство для переворота и контроля стоп бланков выполнено в виде вращающегося барабана с карманами, загружаемыми собачками каретки, и оснащено формирователем стопы заданной высоты. Такая конструкция обеспечивает механизацию и автоматизацию процесса выгрузки, переворота, транспортировки и загрузки стоп бланков на участке ножницы дисковые - корпусоформующая машина. 4 3.п. ф-лы, 6 ил. 7 Фи-ё.
| Производство и применение металлической тары | |||
| Справочное пособие под ред | |||
| Я.Ю | |||
| Локшина | |||
| М.: Пищевая промьшленность, 1980, с | |||
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
