(54) РЕГУЛИРУЕМЫЙ РЕЗЦЕДЕР}КАТЕЛЬ

| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕРЖАТЕЛЬ БЫСТРОСМЕННОГО ИНСТРУМЕНТА С МЕХАНИЗМОМ РЕГУЛИРОВКИ ВЫСОТЫ ЦЕНТРА (ВАРИАНТЫ) | 1993 |
|
RU2102195C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 2003 |
|
RU2271904C2 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| РЕЗЦЕДЕРЖАТЕЛЬ | 2002 |
|
RU2235648C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| БЫСТРОСМЕННЫЙ РЕЗЦЕДЕРЖАТЕЛЬ С РЕГУЛИРОВОЧНЫМ МЕХАНИЗМОМ | 1995 |
|
RU2097169C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2154552C2 |


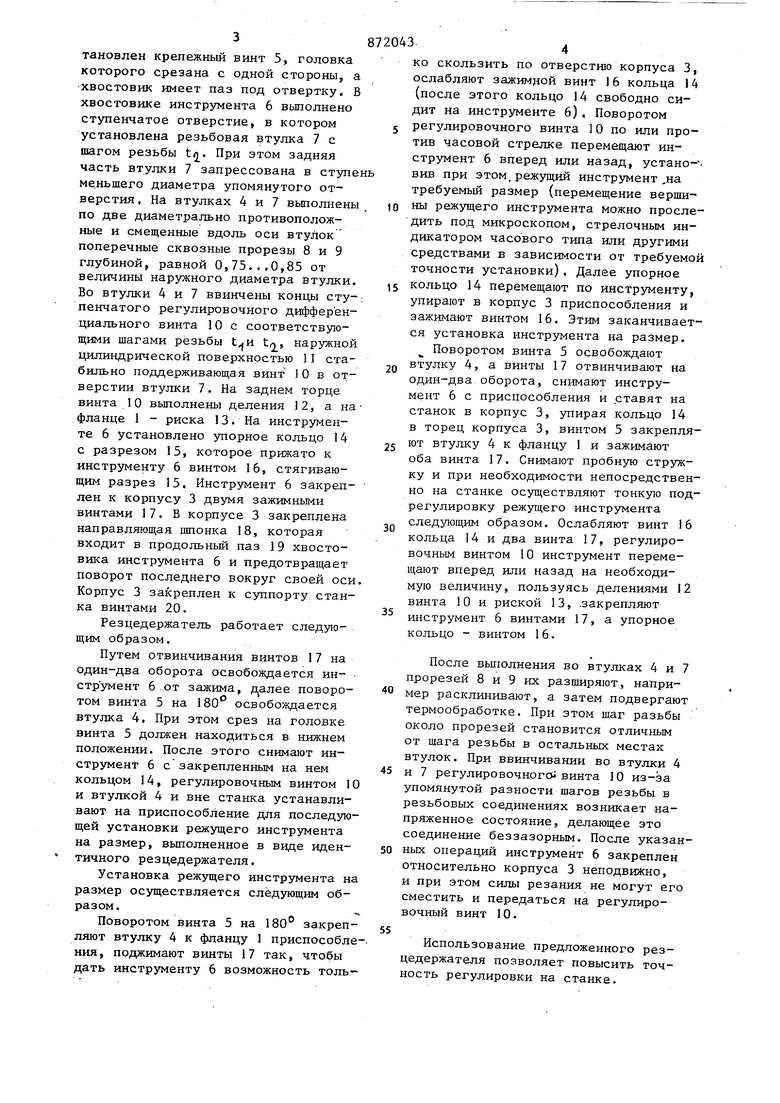
Изобретение относится к станкостроению и может быть использовано для установки инстрзгмента на станках с возможностью его настройки вне станка. Известен регулируемый резцедержатель, содержащий корпус, в отверстие которого входит хвостовик инстру 5 мента и регулировочный дифференциаль ный винт, передняя резьбовая часть которого связана с хвостовиком инструмента Го. Недостатком данного резцедержателя является то,что наличие зазоров в резьбовых соединениях снижает точность регулировки, так как непосредственно перед перемещением инструмен та необходимо вращением винта выбрат упомянутые зазоры, величина которых в каждый момент неопределенна. Кроме того, восприятие усилия резания регу лировочным винтом нежелательно, так как может привести к нарушению наладки и быстрого выхода из строя регулировочного винта, т.е. снижению точности регулировки. . Цель изобретения - повышение точности регулировки инструмента. Указанная цель достигается тем, что резцедержатель снабжен съемной резьбовой втулкой, связанной с задней частью дифференциального винта и установленной в отверстии крьшжи корпуса, с возможностью ее осевой фиксации и расфиксации при установке хостовика инструмента в корпусе резцедержателя и снятии его, На фиг,. 1 схематически изображен резцедержатель, разрез; на фиг, 2 - . то же, ввд сзади; на фиг. 3 - разрез А-А на фиг. I; на фиг. 4 - разрез Б-Б на фиг. I. Резцедержатехдь включает фланец 1 , который винтами 2 закреплен на корпусе 3. В отверстие фланца 1 по ходовой посадке установлена съемная резьбовая втулка 4 с шагом резьбы t В резьбовом отверстии фланца 1 ус- тановлен крепежный винт 5, головка которого срезана с одной стороны, а хвостовик имеет паз под отвертку, В хвостовике инструмента 6 выполнено ступенчатое отверстие, в котором установлена резьбовая втулка 7 с шагом резьбы tt При этом задняя часть втулки 7 запрессована в стзте меньшего диаметра упомянутого отверстия. На втулках 4 и 7 выполнены по две диаметрально противоположные и смещенные вдоль оси втулок поперечные сквозные прорезы 8 и 9 глубиной, равной О,75...О,85 от величины наружного диаметра втулки. Во втулки 4 и 7 ввинчены концы ступенчатого регулировочного дифференциального винта 10 с соответствующими шагами резьбы t, наружной цилиндрической поверхностью 1I стабильно поддерживающая винТ 10 в отверстии втулки 7. На заднем торце винта 10 выполнены деления 12, а на фланце 1 - риска 13. На инструменте 6 установлено упорное кольцо 14 с разрезом 15, которое прижато к инструменту 6 винтом 16, стягивающим разрез 15, Инструмент 6 закреплен к корпусу 3 двумя зажимными винтами 17. В корпусе 3 закреплена направляющая шпонка 18, которая входит в продольньш паз 19 хвостовика инструмента 6 и предотвращает поворот последнего вокруг своей оси Корпус 3 закреплен к суппорту станка винтами 20. Резцедержатель работает следующим образом, Путем отвинчивания винтов 17 на один-два оборота освобождается инструмент 6 от зажима, поворотом винта 5 на освобождается втулка 4, При этом срез на головке винта 5 должен находиться в нижнем положении. После этого снимают инструмент 6 с закрепленным на нем кольцом 14, регулировочным винтом и втулкой 4 и вне станка устанавливают на приспособление для последую щей установки режущего инструмента на размер, вьшолненное в виде идентичного резцедержателя. Установка режущего инструмента н размер осуществляется следующим образом , Поворотом винта 5 на 180 закреп ляют втулку 4 к фланцу 1 нриспособл ния, поджимают винты 17 так, чтобы дать инструменту 6 возможность толь 4 ко скользить по отверстию корпуса 3, ослабляют зажимной винт 16 кольца 14 (после этого кольцо 14 свободно сидит на инструменте 6), Поворотом регулировочного винта 10 по или против часовой стрелке перемещают инструмент 6 вперед или назад, устано- вив при этом, режущий инструмент ,на требуемый размер (перемещение вершины режущего инструмента Можно проследить под микроскопом, стрелочным индикатором часового типа или другими средствами в зависимости от требуемой точности установки), Далее упорное кольцо 14 перемещают по инструменту, упирают в корпус 3 приспособления и зажимают винтом 16. Этим заканчивается установка инструмента на размер. Поворотом винта 5 освобождают втулку 4, а винты 17 отвинчивают на один-два оборота, снимают инструмент 6 с приспособления и ставят на станок в корпус 3, упирая кольцо 14 в торец корпуса 3, винтом 5 закрепляют втулку 4 к фланцу 1 и зажимают оба винта 17. Снимают пробную стружку и при необходимости непосредственно на станке осуществляют тонкую подрегулировку режущего инструмента следующим образом. Ослабляют винт 16 кольца 14 и два винта 17, регулировочным винтом 10 инструмент перемещают вперед или назад на необходимую величину, пользуясь делениями 12 винта 0 и риской 13, .закрепляют инструмент 6 винтами 17, а упорное кольцо - винтом 16. После вьшолнення во втулках 4 и 7 прорезей 8 и 9 их разширяют, например расклинивают, а затем подвергают термообработке. При этом шаг разьбы около прорезей становится отличным от шага резьбы в остальных местах втулок. При ввинчивании во втулки 4 и 7 регулировочного винта 10 из-за упомянутой разности шагов резьбы в резьбовых соединениях возникает напряженное состояние, делающее это соединение беззазорным. После указанных операций инструмент 6 закреплен относительно корпуса 3 неподвижно, и при этом силы резания не могут его сместить и передаться на регулировочный винт 10, Использование предложенного резцедержателя позволяет повысить точность регулировки на станке.
Формула изобретения
Регулируемый резцедержатель, содержащий корпус, в отверстие которого входит хвостовик инструмента и регулировочный дифференциальный винт передняя резьбовая часть которого связана с хвостовиком инструмента, отличающийся тем, что, с целью повышения точности регулировки инструмента, он снабжен съемной резь бовой втулкой, связанной с задней частью дифференциального винта и усА-|БА-НвН
20436
тановленной в отверстии введенной в резцедержатель крышки корпуса, с возможностью ее осевой фиксации и расфиксации при установке хвостови 5 ка инструмента в корпусе резцедержателя и снятии его. .
Источники информации, принятые во внимание при зкспертизе 10 -1. Шатин В. П. и Денисов П. С,
Режущий и вспомогательный инструмент. Справочник. М., Машиностроение 1968, с. 181, рис. 1, Фиг /. .
д
ur.2. АФгиг . Ъ А
Б-Б
