Изобретение относится к станкостроению и может быть использовано в системах адаптивного управления размерной настройкой многоинструментальных станков с ЧПУ, где требуются средства контроля положения и коррекции размерной настройки режущих инструментов.
Известно устройство контроля исходного положения координат режущих кромок инструмента на станках с программным управлением, содержащее измерительный щуп в виде полой трубки, на одном конце которой выполнено основание для его крепления, а на другом - плоские взаимно перпендикулярные площадки, предназначенные для контактирования с инструментом (авт. св. N 872201, кл. B 23 Q 15/24, 1980).
Недостатком известного устройства является то, что оно не обеспечивает очистку режущих кромок инструмента.
Наиболее близким по технической сущности к изобретению является устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с ЧПУ, содержащее схему управления с датчиком, подвижным контактом которого является инструмент, а неподвижным - электроизолированная пластина, выполненная в виде скобы с упругими контактами, установленными с возможностью взаимодействия с упорами, расположенными на скобе со стороны подвода инструмента, при этом устройство снабжено дополнительным неподвижным контактом, выполненным в виде металлической щетки [1].
Недостатком известного устройства является то, что дополнительный неподвижный контакт в виде металлической щетки расположен на значительном расстоянии от пружинных контактных пружин, в результате чего инструмент совершает холостые ходы.
Другой недостаток состоит в том, что для очистки кромки резца используется металлическая щетка, которая даже при ускоренной подаче не гарантирует качественную очистку кромки от наклепа и нароста, так как очищающие свойства щетки мало эффективны, да и кромка может перемещаться между рядами проволочек. Поэтому требуется многократное перемещение резца по щетке в разных направлениях, что снижает производительность и эффективность работы устройства.
Целью изобретения является повышение производительности и качества очистки режущей кромки инструмента за счет уменьшения величины хода резца от чистящего элемента до плоских площадок, сокращения количества ходов при очистке и повышения очистных свойств чистящего элемента.
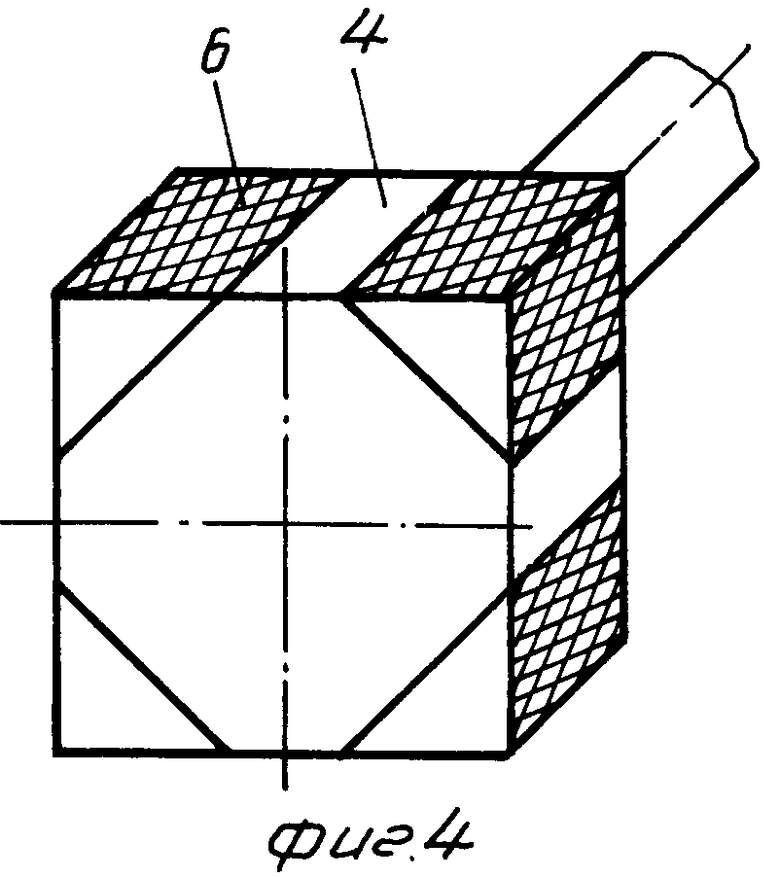
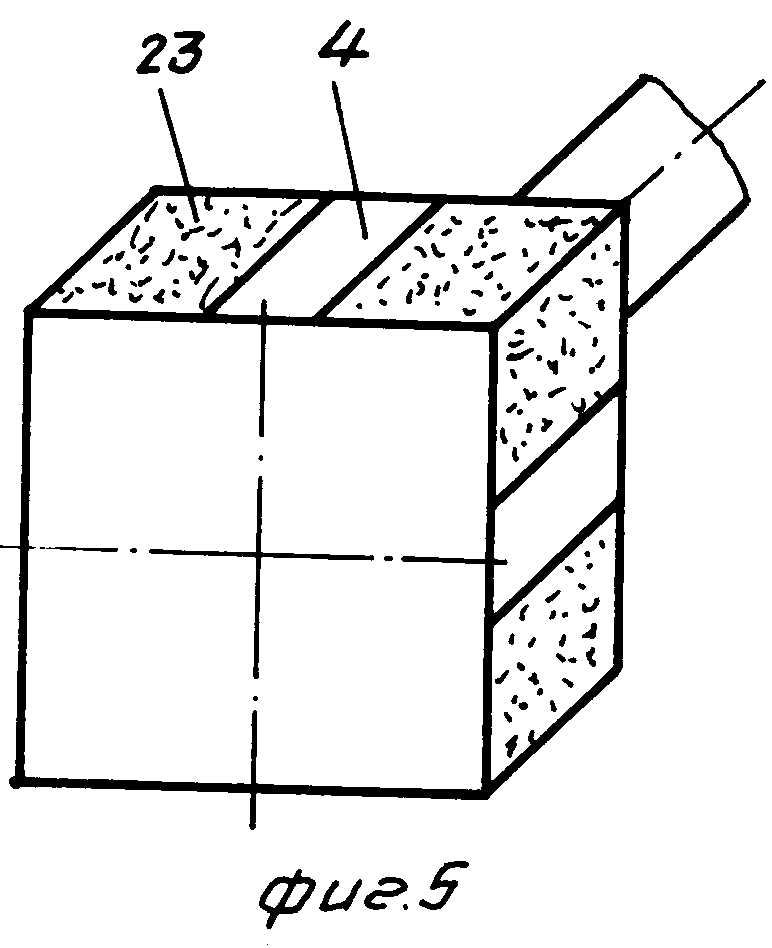
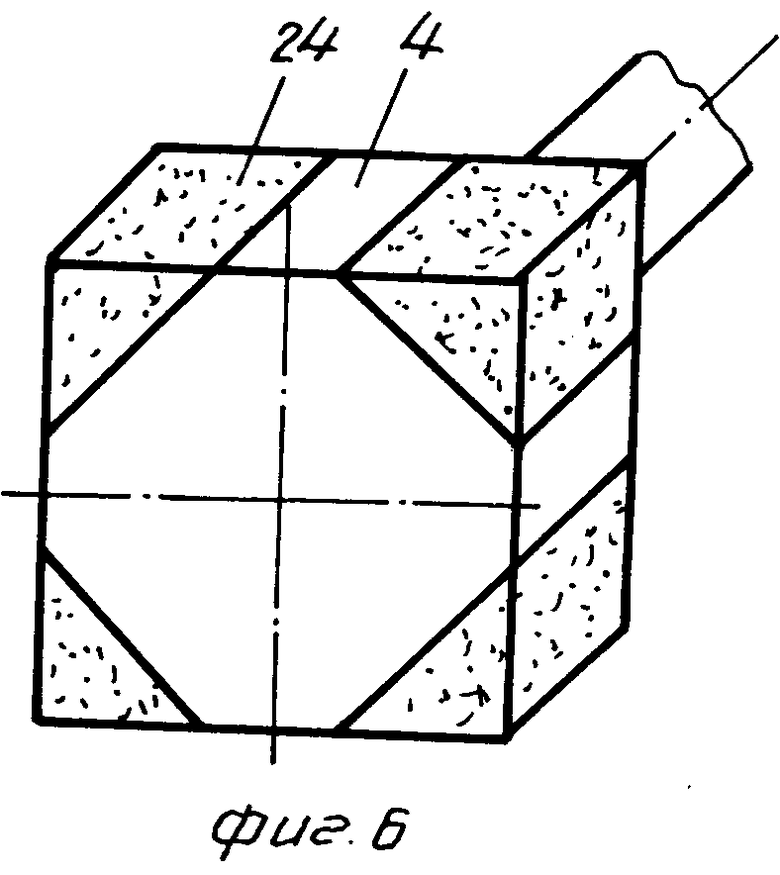
Это достигается тем, что в указанном устройстве, содержащем схему управления с датчиком, подвижным контактом которого является инструмент, а неподвижным - электроизолированный контакт, последний выполнен в виде упругого стержня с взаимно перпендикулярными плоскими площадками, которые имеют чистящие элементы, расположенные по краям площадок, при этом чистящие элементы выполнены в виде насечки, в виде слоя алмазного порошка, в виде абразивного бруска.
Снабжение каждой плоской площадки чистящими элементами позволяет уменьшить величину хода резца и, следовательно, повысить производительность труда.
Выполнение чистящих элементов в виде насечки, слоя алмазного порошка или абразивных брусочков позволяет уменьшить величину и количество ходов непосредственно при очистке, а также повысить качество очистки.
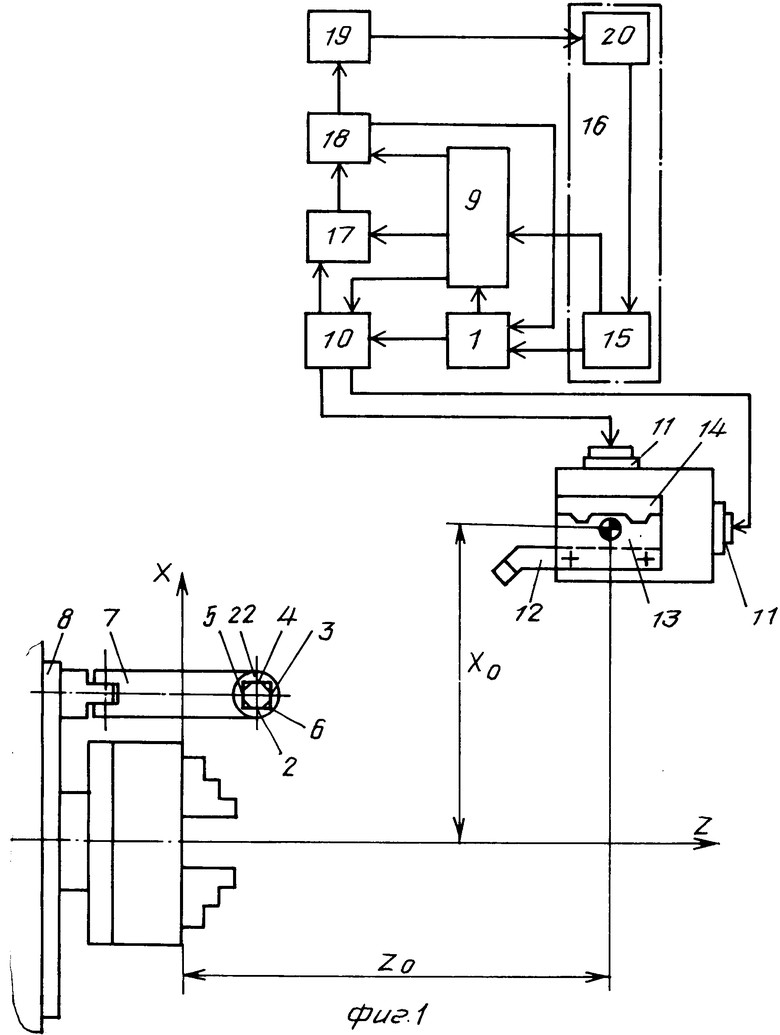
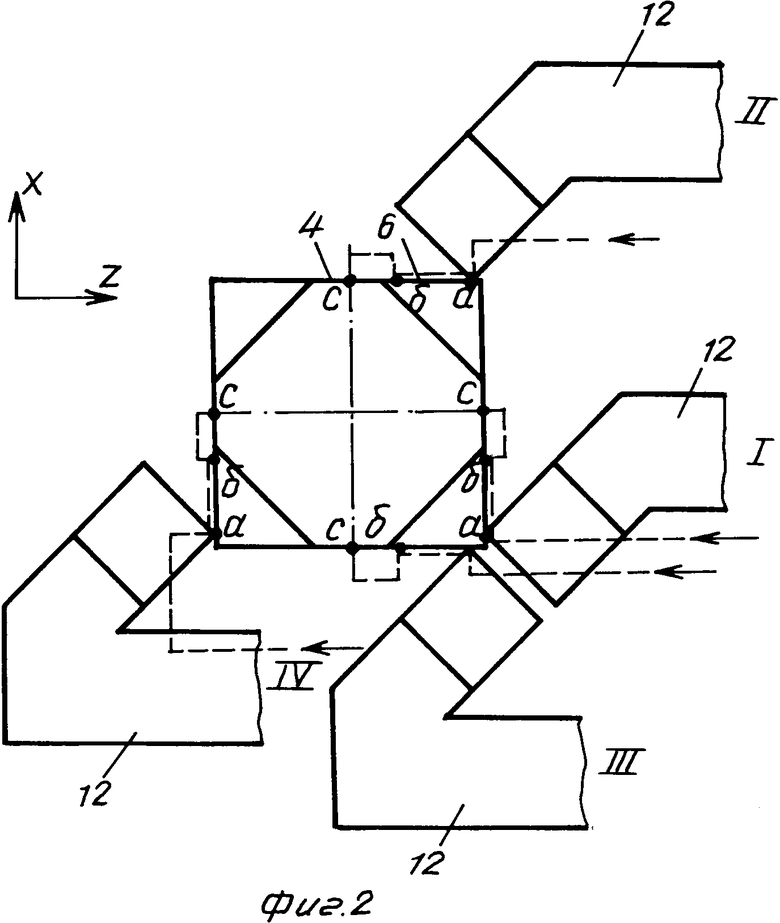
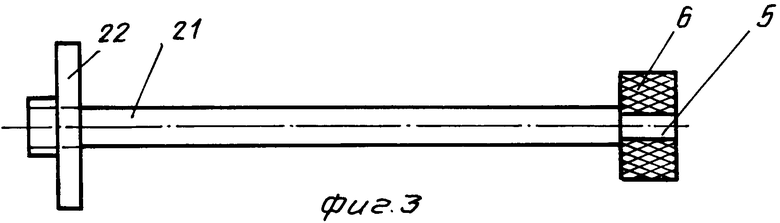
На фиг. 1 представлена структурная схема устройства; на фиг. 2 - схема траектории движения инструмента вокруг неподвижного контакта датчика; на фиг. 3 - электроизолированный неподвижный контакт, общий вид; на фиг. 4 - плоские площадки с чистящими элементами в виде насечки; на фиг. 5 - плоские площадки с чистящими элементами в виде тонкого слоя алмазных зерен; на фиг. 6 - плоские площадки с чистящими элементами в виде абразивных брусочков.
Структурная схема устройства содержит датчик положения режущей кромки инструмента в системе координат X и Z станка. Датчик выполнен в виде блока 1 обработки прерываний, через который происходит замыкание и размыкание цепи инструмента - любая из плоских площадок 2, 3, 4, 5 и любой чистящий элемент 6, закрепленные на откидном кронштейне 7, установленном на корпусе 8.
Блок 1 обработки прерываний также распределяет электрические сигналы - импульсы управляющих команд - в логико-арифметический блок 9 и через блок 10 перемещений инструмента - к исполнительным механизмам 11 привода станка.
Подвижным контактом блока 1 обработки прерываний является инструмент 12, установленный в сменном инструментальном блоке 13, который фиксируется в гнезде инструментальной стойки 14 суппорта.
Неподвижными контактами датчика являются плоские площадки 2, 3, 4, 5 и чистящие элементы 6, расположенные по обеим сторонам площадок.
Входом блока 1 обработки прерываний является выход интерполятора 15 системы ЧПУ 16, а также подвижные и неподвижные контакты датчика.
Выходы блока 1 подключены: первый к логико-арифметическому блоку 9, второй - к блоку 10 перемещений инструмента.
Логико-арифметический блок 9 управляет работой датчика, счетчика 17 импульсов и блоком 18 многоадресной оперативной памяти.
Первым входом логико-арифметического блока 9 является выход блока 1 обработки прерываний, а вторым - выход интерполятора 15. Выходы блока 9 подключены к входам блока 18 многоадресной оперативной памяти, счетчика 17 импульсов и блока 10 перемещения инструмента.
Счетчик 17 импульсов предназначен для счета управляющих импульсов, поступающих от блока 10 перемещений инструмента с момента начала его движения по программе "Настройка" до его контакта с неподвижными контактами датчика. Входами счетчика 1 импульсов является второй выход логико-арифметического блока 9 и выход блока 10 перемещений инструмента.
Блок 18 многоадресной оперативной памяти величины и знака координаты вершины режущей кромки инструмента относительно исходной точки станка предназначен для долговременного хранения и коррекции этой координаты в процессе механической обработки детали с учетом износа инструмента. Первым входом блока 18 многоадресной оперативной памяти является выход счетчика 17 импульсов, вторым входом - выход логико-арифметического блока 9. Первый выход блока 18 многоадресной оперативной памяти через устройство 19 ввода коррекции подключен к блоку 20 коррекции систем ЧПУ 16, а второй - к блоку 1 обработки прерываний.
Устройство ввода коррекции разрешает ввод величины и знака коррекции в блок коррекции только при наличии разрешающего сигнала программы.
Неподвижный контакт содержит упругий стержень 21, электроизолированное основание 22, установленное на откидном кронштейне 7, взаимно перпендикулярные плоские площадки 2, 3, 4, 5 и чистящие элементы 6.
Устройство работает следующим образом.
Сменный инструментальный блок 13 с закрепленным на нем инструментом 12 устанавливается и фиксируется в гнезде инструментальной стойки 14 суппорта. Для определения величины и знака координаты вершины режущей кромки инструмента относительно исходной точки станка в программу его работы включают программный цикл "Настройка". Перед выполнением программы "Настройка" оператору необходимо только внести в блок многоадресной оперативной памяти тип подлежащих настройке инструментов для размещения их по соответствующим адресам.
По командам из программы "Настройка" блоком обработки прерываний анализируется признак типа инструмента 1, установленного в исходную точку, и происходит обнуление счетчика 17 импульсов. Затем инструмент перемещается с максимальной подачей к неподвижному чистящему элементу 6.
Управляющие импульсы с интерполятора 15 системы ЧПУ 16 поступают через блок 1 обработки прерывания на блок 10 перемещения инструмента и на исполнительный механизм 11 привода по координате Z, а счетчик 17 импульсов считает их. Блок 1 находится в режиме ожидания прерывания от контактов датчика. Сигнал о необходимости прекращения перемещения инструмента подается в блок обработки прерываний в момент касания инструмента 12 точки а чистящего элемента 6. При этом происходит разрыв цепи интерполятор - исполнительный механизм, блокируется подача управляющих импульсов на привод по координате Z, счетчик импульсов 17 прекращает счет управляющих импульсов и передает суммарную величину сосчитанных импульсов, пройденную вершиной кромки инструмента от исходной точки до чистящего элемента 6.
При контактировании резца упругий стержень 21 изгибается на величину 0,02...0,03 мм, по программе "Настройка" изменяется направление перемещения с Z на X и кромка инструмента перемещается по элементу 6 от точки а до точки б, при котором происходит очистка его режущей кромки от стружки, нароста или наклепа. В точке б инструмент отходит от элемента 6 по программе на заданное количество импульсов, изменяя направление , перемещается к середине плоской площадки и, вновь изменяя направление перемещения, касается плоской площадки в точке с, после чего происходит прерывание движения инструмента, как описано выше. Все величины перемещений инструмента от точки а до точки с фиксируются в блоке 18 многоадресной оперативной памяти, а перемещения осуществляются с минимальной подачей.
Траектория движения кромки резца показана штрихами, а направление - стрелкой (фиг. 2).
Аналогично по программе происходит перемещение инструмента II, III и IV. Инструментами I и II ведется обработка наружных размеров, а III и IV - внутренних. Указанные операции проводятся для каждого инструмента, находящегося в магазине или барабане станка. Информация о координатах вершин режущих кромок всех инструментов хранится в блоке 18 многоадресной оперативной памяти и может быть использована в любой момент при выходе настроечного инструмента в рабочую позицию.
При работе предлагаемого устройства повышается производительность контроля за счет уменьшения количества возвратно-поступательных перемещений по чистящему элементу и уменьшается величина пути перемещения. Кроме того, направление перемещения к контактной площадке от чистящего элемента осуществляется с двух сторон, что также сокращает время контроля за счет выбора оптимального варианта подхода резца к площадке;
уменьшается износ направляющих узлов и подвижных деталей за счет уменьшения холостых пробегов, снижается расход электроэнергии;
повышается качество очистки кромок инструмента от наростов, наклепов, которые вызывают наибольшие погрешности в определении координат кромок инструмента, т.е. повышается точность контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с ЧПУ | 1981 |
|
SU1020205A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с системой ЧПУ | 1985 |
|
SU1301647A1 |
| Устройство для измерения износа и положения режущего инструмента в токарных станках | 1990 |
|
SU1757847A1 |
| Устройство для измерения размерного износа и положения режущего инструмента в токарных станках | 1987 |
|
SU1442370A1 |
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| Адаптивная система управления станком | 1978 |
|
SU744469A1 |
| Система автоматического управления размерной настройкой токарных станков с ЧПУ | 1981 |
|
SU1144775A1 |
| СПОСОБ НАСТРОЙКИ НА РАЗМЕР РЕЖУЩИХ ИНСТРУМЕНТОВ НА СТАНКАХ С ЧПУ | 1987 |
|
SU1700857A1 |
| Измерительная головка | 1990 |
|
SU1780929A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОРИЕНТАЦИИ В ПРОСТРАНСТВЕ ИСПОЛНИТЕЛЬНОГО ОРГАНА МАШИНЫ С ЧПУ | 1988 |
|
RU2009764C1 |
Изобретение относится к станкостроению и может быть использовано в системах адаптивного управления размерной настройкой многоинструментальных станков с ЧПУ, где требуются средства контроля положения и коррекции размерной настройки режущих инструментов. Устройство содержит датчик положения режущей кромки инструмента в системе координат X и Z станка, выполненного в виде блока обработки прерываний, через который происходит замыкание и размыкание цепи инструмента и любой чистящий элемент, закрепленные на корпусе, установленном на откидном кронштейне. Блок распределяет электрические сигналы - импульсы управляющих команд - в логико-арифметический блок и через соответствующий блок перемещений инструмента - к исполнительным механизмам привода станка. Подвижным контактом первого блока является инструмент, установленный в сменном инструментальном блоке, который фиксируется в гнезде инструментальной стойки суппорта. Неподвижными контактами датчика являются плоские площадки и чистящие элементы, расположенные по обеим сторонам площадок. Входом блока обработки прерываний является выход интерполятора системы ЧПУ, а также подвижные и неподвижные контакты датчика. Блоки управления устройством связаны с блоком коррекции системы ЧПУ и блоком обработки прерывания. 3 з.п. ф-лы, 6 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 1253067, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
