Предлагаемое изобретение относится к области контрольно-измерительной техники и может быть использовано для автоматических бесконтактных настройки, измерения, оценки состояния исполнительных органов и точности их положения в пространстве в металлорежущих станках, роботах с системой числового программного управления.
Известен способ привязки вершины режущего инструмента станка с ЧПУ, заключающийся в том, что в случае, например, токарной обработки протачивается цилиндрическая и торцевая части образца. Затем измеряется диаметр цилиндрической части образца, например, штангельциркулем. После этого вершину резца приводят в соприкосновение с вращающейся цилиндрической поверхностью образца до образования стружки. При этом резец приводят в соприкосновение с образцом, используя дискретный шаг, определяемый допуском на чертеже. После соприкосновения в систему ЧПУ вводят сообщение о значении координаты «X», равной диаметру проточенной части образца. Аналогичным образом поступают для координаты «Z», касаясь торца обработанной детали (например, «Программное обеспечение комплекса 4СК. Руководство программиста Г6.00218.01 33 01-2»). В этом случае контроль режущей кромки осуществляется визуально. Такая оценка состояния режущего инструмента необъективна.
Недостатком способа является необходимость участия в привязке к кординатам вершины режущего инструмента человека. Это увеличивает трудоемкость, увеличивает вероятность ошибок. Кроме того, такая методика не позволяет осуществлять контроль привязки резца к координатам во время работы станка по программе. Нельзя контролировать углы режущего инструмента в плане φ, φ1, а также углы α, γ, λ [В.Н.Фещенко, Р.Х.Махмутов. Токарная обработка. - М.: «Высшая школа». - 1990. - 303 с.].
Известна высокоточная рука с электроприводом. На окончании высокоточной руки устанавливается датчик касания, который регулярно по команде от системы ЧПУ приводится в соприкосновение с вершиной режущего инструмента. Координаты точки, где осуществляется касание, заносятся в систему ЧПУ, как скорректированные координаты вершины режущего инструмента (Руководство по установке и эксплуатации высокоточной руки с электроприводом НРМА - H-2000-5141-03-A (RU); RENISHAW apply Innovation).
Недостатком известной высокоточной руки с электроприводом, с установленной на ее окончании датчиком касания, является невозможность осуществлять контроль в процессе работы станка углов режущего инструмента: углов в плане φ, φ1, а также углы α, γ, λ. Невозможен контроль за геометрией режущей кромки вращающегося стержневого инструмента, в том числе и фрезы.
Известен способ контроля состояния и положения режущих кромок однолезвийных, сборных, многолезвийных и осевых инструментов, содержащий бесконтактный вихревой датчик, предварительно тарированный на показания при подходе к вихревому датчику режущих кромок инструмента. При этом показания датчика фиксируются (Патент RU 2005137065, опубл. 20.06.2007 в БИ №17).
Недостатком известного способа является невозможность осуществлять контроль в процессе работы станка углов режущего инструмента: углов в плане φ, φ1, а также углы α, γ, λ. Невозможен контроль за геометрией режущей кромки вращающегося стержневого инструмента, в том числе и фрезы.
Наиболее близким по своей технической сущности является устройство бесконтактного контроля инструмента и привязки его к координатам станка с числовым программным управлением (ЧПУ), содержащее три источника лазерного излучения и три матричных устройства регистрации (патент РФ №2009764, В23В 25/06, 1994).
Недостатком известного устройства ограниченность области применения, невысокая точность.
В основу изобретения поставлена задача повысить точность, осуществлять бесконтактный контроль за координатами износа всех режущих кромок инструмента с последующим внесением соответствующих корректив в систему ЧПУ, а также осуществлять контроль за углами режущего инструмента: углов в плане φ, φ1, а также углов α, γ, λ.
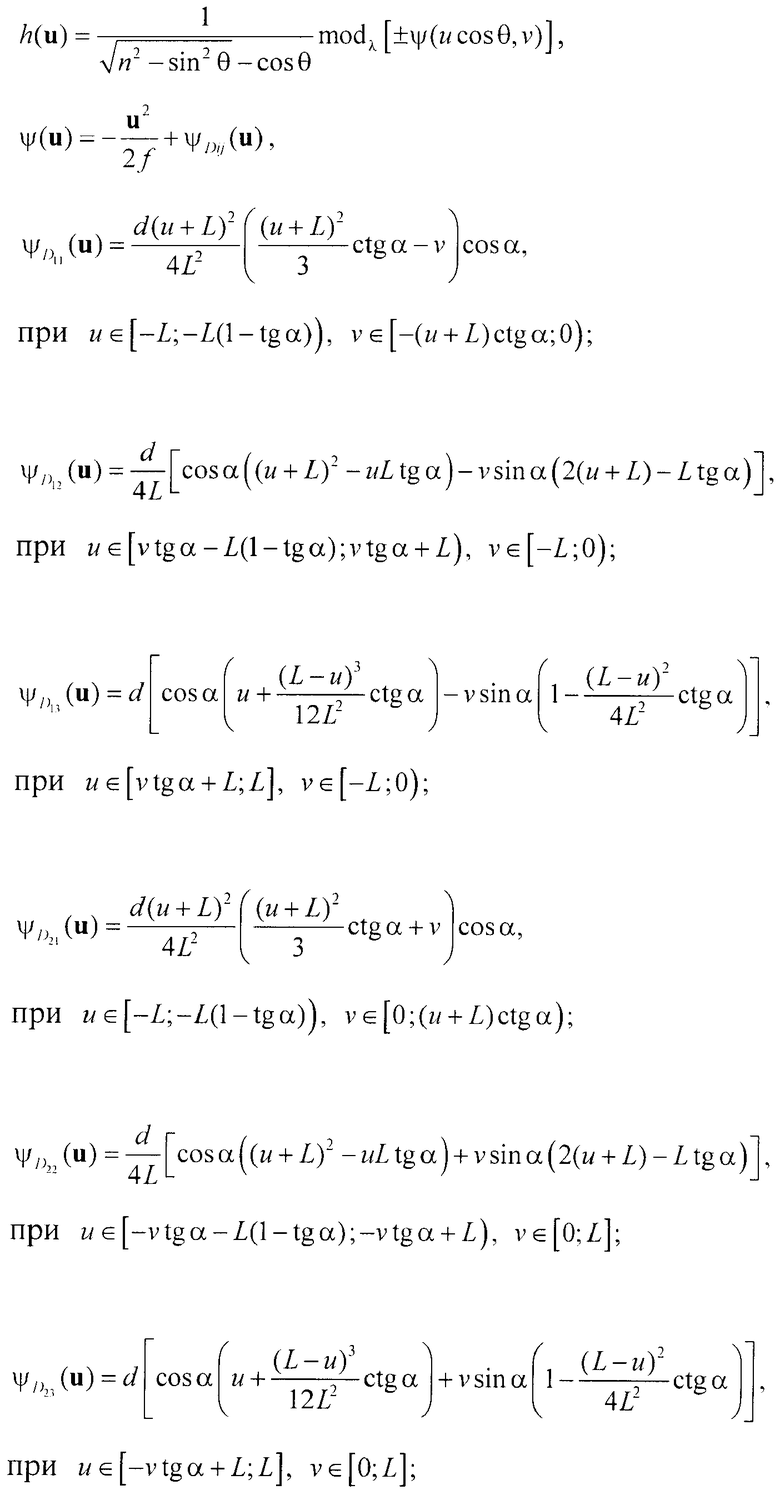
Поставленная задача достигается тем, что устройство бесконтактного контроля углов заточки и координат вершины инструмента на станках с числовым программным управлением (ЧПУ), содержащее три источника лазерного излучения и три соответствующих матричных устройства регистрации, согласно изобретению, оно снабжено тремя фазовыми элементами, каждый из которых выполнен в виде отражающей пластины с микрорельефом на его наружной поверхности, размещенной под углом к оптической оси лазерного излучения соответствующего источника, и имеющими возможность вращения и перемещения в двух взаимно перпендикулярных плоскостях, при этом матричные устройства регистрации выполнены с возможностью вращения и перемещения в двух взаимно перпендикулярных плоскостях, а высота микрорельефа на отражающей поверхности фазовых элементов определена зависимостью:
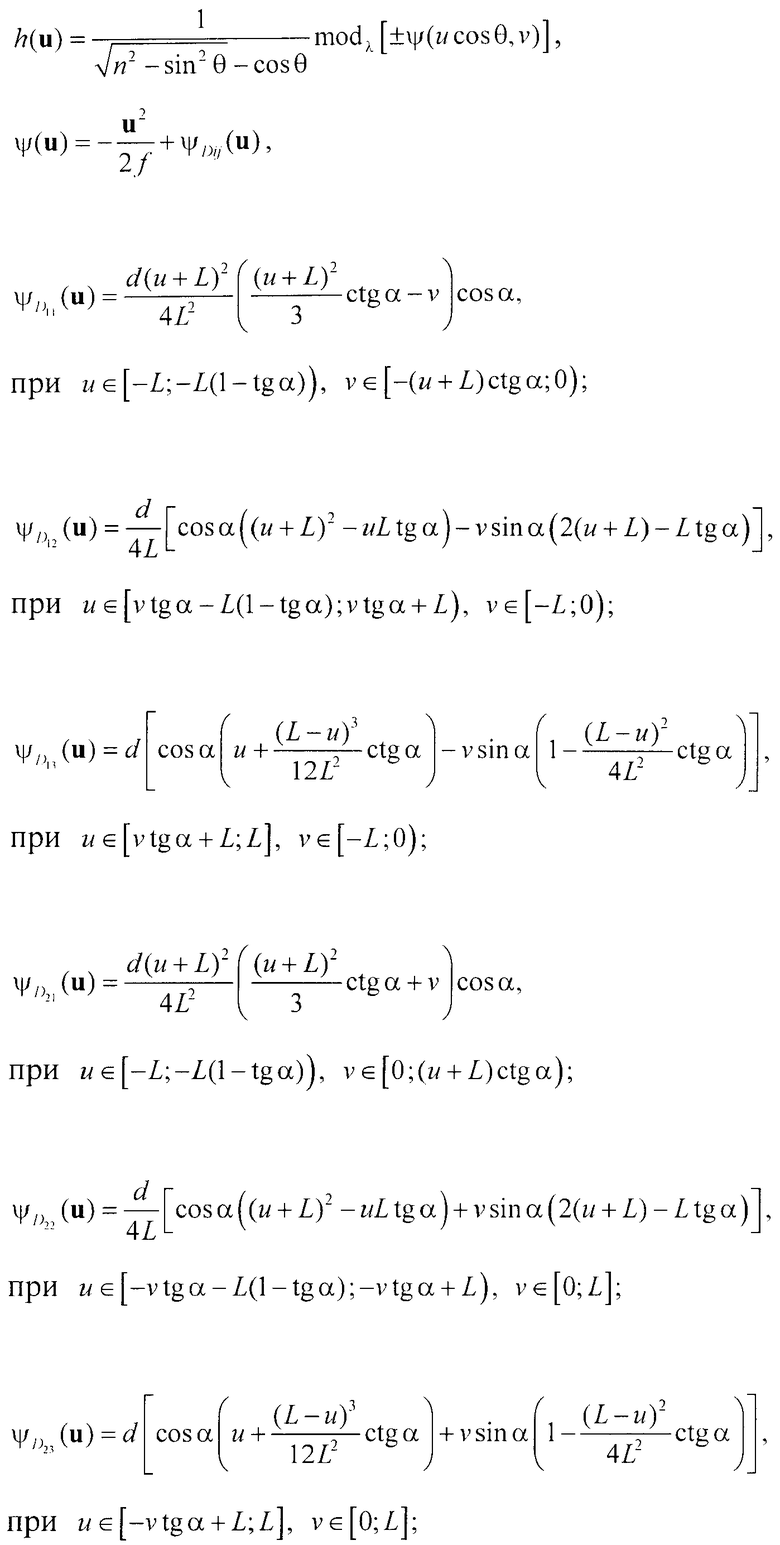
где h - высота микрорельефа фазового элемента;
u=(u, ν) - декартовы координаты в плоскости фазового элемента;
λ - длина волны лазерного излучения;
n - показатель преломления материала, из которого выполнен фазовый элемент;
2α - угол раскрыва двухгранного угла;
F - расстояние от плоскости фазового элемента до плоскости двугранного угла;
2L - длина стороны апертуры фазового элемента в виде пластины;
d - длина каждого из ребер, образующих двугранный угол;
θ - угол падения излучения на фазовый элемент.
Знак «+» соответствует эйконалу ψ (u, ν) пропускающего фазового элемента, знак «-» соответствует эйконалу отражающего фазового элемента.
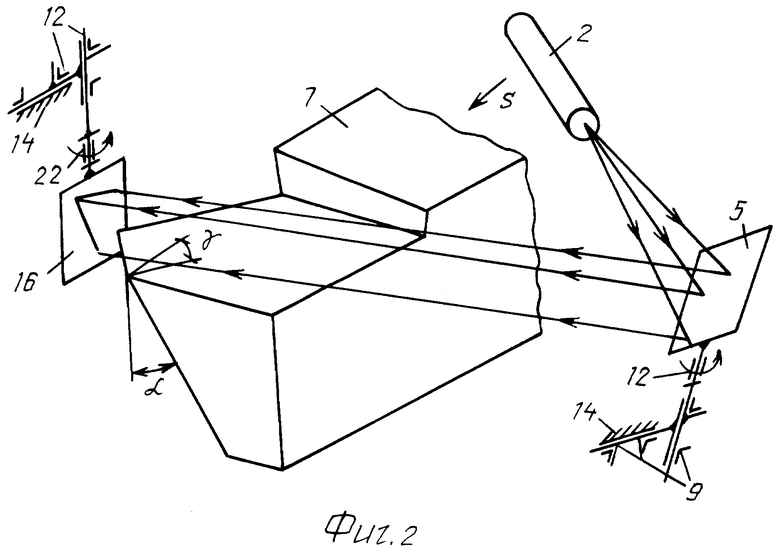
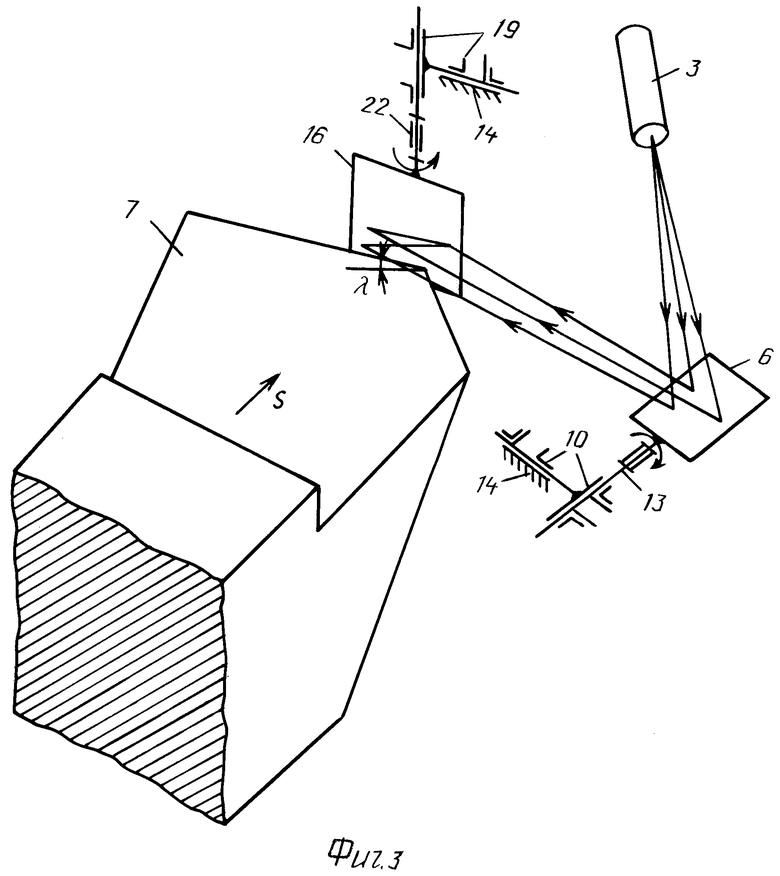
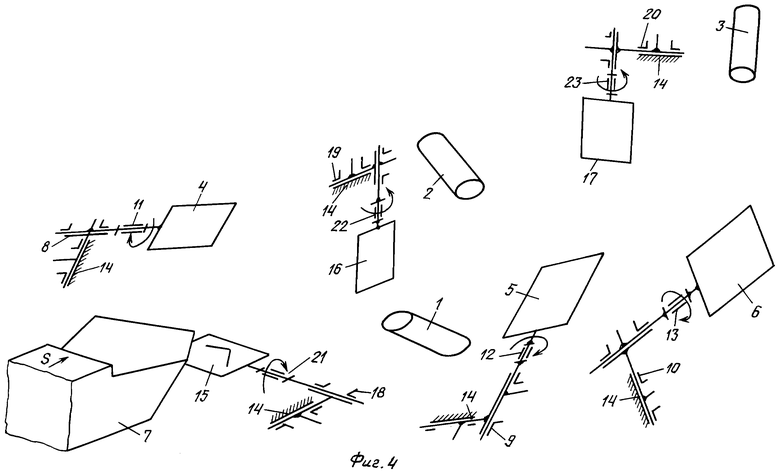
На фиг.1 изображена схема контроля углов в плане (φ, φ1) проходного резца (параметр S соответствует скорости движения режущего инструмента); на фиг.2 - схема контроля заднего и переднего углов (α, γ) проходного резца (параметр S соответствует скорости движения режущего инструмента); на фиг.3 - схема контроля угла наклона режущей кромки (λ); на фиг.4 - схема устройства бесконтактного контроля инструмента и привязки его вершины к координатам.
Устройство бесконтактного контроля инструмента и привязки его вершины к координатам состоит из трех источников лазерного излучения 1, 2, 3 оптической системы доставки лазерного излучения, содержащей три фазовых элемента в виде пластин 4, 5, 6 на режущий инструмент 7, например резец, а также из трех ручных приводов пространственного перемещения 8, 9, 10 и вращения 11, 12, 13 фазовых элементов в виде пластин, соответственно, 4, 5, 6 и корпуса 14. Кроме того, устройство бесконтактного контроля инструмента и привязки его вершины к координатам содержит три 15, 16, 17 матричных средства регистрации, а также содержит три ручных привода пространственного перемещения 18, 19, 20 и три привода вращения 21, 22, 23. Фазовые элементы в виде пластин 4, 5, 6 имеют на своей рабочей поверхности микрорельеф, определяемый формулой:

Здесь u, ν - координаты в плоскости отражательных элементов в виде пластин; λ - длина волны лазерного излучения; n - показатель преломления материала элементов в виде пластин фазового элемента; операция modλ [x] соответствует дробной части частного - x/λ; ψ(u, ν) - функция эйконала.
Поверхность фазовых элементов в виде пластин 4, 5, 6 освещается пучком когерентного света лазера 1. Пусть двугранный угол описывается кривой в параметрическом виде:

где ξ - натуральный параметр, f - расстояние от плоскости отражательного элемента в виде пластин фазового элемента до плоскости двугранного угла. Пусть длина каждого из двух ребер, образующих двугранный угол, равна d. Тогда (2) можно записать в виде:


где ξ∈[0, d], 2L - длина стороны апертуры фазовых элементов в виде пластин 4, 5, 6.
При этом три источника лазерного излучения 1, 2, 3, три фазовых элемента в виде пластин 4, 5, 6, ручные приводы пространственного перемещения 8, 9, 10 и матричные устройства регистрации 15, 16, 17 установлены на корпусе 14. Корпус 14 может быть зафиксирован на станине станка с ЧПУ (с числовым программным управлением на фиг.1-4 не показан). При этом ручные приводы пространственного перемещения 8, 9, 10 и приводы вращения 11, 12, 13 позволяют изменять пространственную ориентацию трех фазовых элементов в виде пластин 4, 5, 6. Кроме того, лазерное излучение источников 1, 2, 3 сориентировано в пространстве так, чтобы его излучение падало на фазовый элемент в виде пластины 4, 5, 6 соответственно под определенным углом, значение которого определяется конкретными характеристиками трех фазовых элементов в виде пластин 4, 5, 6 (см. фиг.4). Для этого три фазовых элемента в виде пластин 4, 5, 6 имеют возможность перемещаться в пространстве в двух взаимно перпендикулярных плоскостях с помощью ручных приводов пространственного перемещения соответственно 8, 9, 10, а также могут поворачиваться относительно некоторой оси с помощью приводов вращения 11, 12, 13. В качестве ручных приводов 8, 9, 10 могут быть использованы винтовые или шариковинтовые пары, а в качестве приводов вращения 11, 12, 13 могут быть использованы шаговые двигатели, например, ДШИ-200-1-1 (в соответствии с Я2М3.595.057 ТУ). Отраженное от трех фазовых элементов в виде пластин 4, 5, 6 лазерное излучение падает соответственно на матричные устройства регистрации 15, 16, 17. При этом фазовые пластины в виде пластин 4, 5, 6 имеют на своей рабочей поверхности микрорельеф, определяемый формулой:

Здесь u, ν - координаты в плоскости фазовых элементов в виде пластин 4, 5, 6; λ - длина волны лазерного излучения; n - показатель преломления материала фазового элемента; операция modλ[x] соответствует дробной части частного - x/λ; ψ(u, ν) - функция эйконала.
Поверхность фазовых элементов в виде пластин 4, 5, 6 освещается пучком когерентного света лазера 1, 2, 3 соответственно. Пусть двугранный угол описывается кривой в параметрическом виде: 
где ξ - натуральный параметр, f - расстояние от плоскости фазового элемента до плоскости двугранного угла. Пусть длина каждого из двух ребер, образующих двугранный угол, равна d. Тогда (2) можно записать в виде:


где ξ∈[0, d], 2L - длина стороны апертуры фазовых элементов виде пластин 4, 5, 6.
Три фазовых элемента в виде пластин 4, 5, 6 ориентируются в пространстве таким образом, чтобы отраженное от них лазерное излучение, сконцентрированное в соответствующих фокусах, имело такое пространственное положение, что режущий инструмент 7, например резец, при движении по определенной траектории поочередно своими режущими кромками перекрывал отраженные световые лучи лазерного излучения, стремящиеся в свои фокусы. Траектория движения резца формируется системой числового программного управления станка (на фиг.1-4 не показана). На рабочих поверхностях трех фазовых элементов в виде пластин 4, 5, 6 выполнен определенный микрорельеф. Матричные устройства регистрации 15, 16, 17 находятся своими чувствительными плоскостями (на фиг.1-4 не показаны) в фокусе трех фазовых элементов в виде пластин 4, 5, 6 соответственно, что обеспечивается ручными приводами пространственного перемещения 18, 19, 20 и приводами вращения 21, 22, 23 соответственно.
Устройство работает следующим образом.
Режущий инструмент 7, например резец, по команде от системы числового программного положения на холостом ходу подходит к определенной точке рабочей зоны станка, затем на рабочей подаче, т.е. с определенной точностью, вершина инструмента 7, например резца, перемещается в другую точку рабочей зоны станка. При этом не имеет значения, по какой координате или координатам происходит перемещение вершины инструмента 7, например резца. Характер перемещения в этом случае определяется положением корпуса 14 и фазовых элементов в виде пластин 4, 5, 6 устройства бесконтактного контроля инструмента и привязки его вершины к координатам. При этом точное перемещение инструмента 7, например резца, происходит в корпусе 14 и при включенных источниках лазерного излучения 1, 2, 3. Во время своего движения режущие кромки инструмента 7, например резца, и его вершина пересекают последовательно отраженные от трех фазовых элементов в виде пластин 4, 5, 6 соответственно световые лучи, сформированные источником лазерного излучения 1, 2, 3 соответственно и сфокусированные в углы, соответствующие углам заточки инструмента 7, например резца. При этом углы, образованные отраженным и сфокусированным лазерным излучением от трех фазовых элементов в виде пластин 4, 5, 6 соответственно, должны быть сфокусированы на чувствительных поверхностях (на фиг.1-4) матричных устройств регистрации 15, 16, 17. Кроме того, лучи отраженного лазерного излучения от фазовых элементов в виде пластин 4, 5, 6 должны при движении к чувствительной поверхности матричных устройств регистрации 15, 16, 17 соответственно образовывать прямой угол с вектором движения вершины режущего инструмента 7, например резца. В противном случае проекция контролируемых углов заточки инструмента 7, например резца, на чувствительную поверхность матричных устройств регистрации 15, 16, 17 может не совпасть с фокусами лазерного излучения, сформированными фазовыми элементами в виде пластин 4, 5, 6.
При работе устройства бесконтактного контроля инструмента и привязки его вершины к координатам инструмент 7 должен быть выставлен, то есть инструмент 7, например резец, должен быть сориентирован в пространстве корпуса 14, чтобы его вершины находились в одной плоскости с осью вращения шпинделя станка (на фиг.1-4 не показан). Кроме того, углы, сформированные фазовыми элементами в виде пластин 4, 5, 6 и источниками лазерного излучения 1, 2, 3, должны быть сориентированы в пространстве так, чтобы при движении инструмента 7, например резца, лучи угла могли совпадать с режущими кромками, соответствующими, например, углам в плане (φ, φ1) (см. фиг.1). Такой угол сфокусированного лазерного излучения может сформировать, например, фазовый элемент в виде пластины 4. Фазовый элемент в виде пластины, например, 5 формирует угол сфокусированного лазерного излучения, который своими лучами может соответствовать положению режущих кромок движущегося инструмента 7, например резца, при измерении углов заточки задней и передней режущей кромки резца (α, γ) (см. фиг.2). В таком случае фазовый элемент в виде пластины 6 формирует угол с помощью сфокусированного им лазерного излучения. Этот угол соответствует своими лучами режущим кромкам инструмента 7, например резца, при измерении угла наклона режущей кромки (λ) (см. фиг.3). При контроле угла λ инструмента 7, например резца, один из лучей угла фокуса, сформированного на чувствительной поверхности устройства регистрации 17, должен иметь горизонтальное положение (или быть параллелен основанию тела резца (на фиг.1-4 не показан)). В этом случае контроль угла λ осуществляется при совмещении проекции режущей кромки инструмента в виде резца на чувствительную поверхность устройства регистрации 17 с сформированной на этой чувствительной поверхности лазерным излучением одного из лучей угла фокуса.
Такое расположение отраженного и сфокусированного лазерного излучения достигается путем предварительной ручной настройки пространственного положения трех фазовых элементов в виде пластин 4, 5, 6 с помощью ручных приводов пространственного перемещения 8, 9, 10, которые позволяют перемещать три фазовых элемента в виде пластин 4, 5, 6 в двух взаимно перпендикулярных плоскостях и вращать их относительно некоторой оси с помощью приводов поворота 11, 12, 13.
При движении режущего инструмента 7, например резца, сквозь отраженные лазерные лучи от одного из трех фазовых элементов в виде пластин 4, 5, 6, он своими режущими кромками постепенно с некоторой заданной ЧПУ (системой числового программного управления) скоростью перекрывает отраженные лазерные лучи, сфокусированные на чувствительной поверхности (на фиг.1-4 не показана) одного из матричных устройств регистрации 15, 16, 17. Если режущие кромки инструмента 7, например резца, не изношены, то сформированные отраженным лазерным излучением лучи угла, являющиеся фокусом, расположенным на чувствительной поверхности (на фиг.1-3 не показана) одного из матричных устройств регистрации 15, 16, 17 исчезнут с чувствительной поверхности (на фиг.1-4 не показана), сразу обе стороны или каждая сторона исчезнет по отдельности. Если износ режущей кромки инструмента 7, например резца, имел место, то на чувствительных поверхностях (на фиг.1-4 не показаны) матричных устройств регистрации 15, 16, 17 фокус в виде угла, соответствующий одному из углов заточки резца, исчезнет с чувствительной поверхности (на фиг.1-4 не показана) не сразу. В последнюю очередь исчезнет сигнал, соответствующий изношенному участку режущей кромки инструмента 7, например резца. Поскольку известна скорость движения инструмента 7, например резца, а с помощью одного из матричных устройств регистрации 15, 16, 17 можно оценить протяженность участка фокуса, исчезнувшего в последнюю очередь, то с помощью блока числового программного управления (на фиг.1-4 не показан) можно оценить величину и характер износа режущих кромок инструмента 7, например резца, а на основании этой оценки ввести новую коррекцию по одной из координат или остановить выполнение программы для смены инструмента. Если, например, в качестве инструмента 7 используется, например, резец с напаянной режущей пластиной, то в этом случае необходимо заменить резец, а если используется резец со съемными пластинами, то в этом случае следует заменить режущую твердосплавную пластину.
В качестве матричного устройства регистрации 15, 16, 17 могут быть использованы ПЗС-матрицы (матрицы на приборах с зарядовой связью) или фотодиодные матрицы. ПЗС-матрицей, имеющей необходимую точность для контроля режущей кромки инструмента 7, например резца, является 1,3 мегапиксельная КМОБ матрица с прогрессивным сканированием, изготавливаемая фирмой Mikron или фирмой Soni. Также может быть использована КМОБ - матрица Progressive Scan RGB CCD.
Частота срабатывания ПЗС-матрицы и фотодиодной матрицы такова, что возможен контроль геометрии каждого лезвия вращающейся фрезы, или сверла, или любого другого стержневого инструмента. Компьютер системы числового программного управления (ЧПУ) позволяет контролировать состояние режущей кромки инструмента 7, например сверла, зенкера, развертки, фрезы, анализируя степень износа каждой режущей кромки вращающегося режущего инструмента 7.
Обратим внимание, что лазерное излучение, отраженное от трех фазовых элементов в виде пластин 4, 5, 6, сфокусированное в некоторый угол, может падать на чувствительную поверхность (на фиг.1-4 не показана) матричных устройств регистрации 15, 16, 17 не под прямым углом. В этом случае для оценки участков износа режущих кромок инструмента 7, например резца, необходимо учитывать величину угла падения отраженного лазерного излучения на чувствительную поверхность матричных средств регистрации 15, 16, 17 путем предварительной тарировки работы матричных устройств регистрации 15, 16, 17. Тарировка может осуществляться следующим образом. Для заданного угла падения отраженного лазерного излучения на чувствительную поверхность матричных средств регистрации 15, 16, 17 берется инструмент 7 с предварительно измеренным износом. Затем инструмент 7 на заданной скорости перемещается в корпусе 14 таким образом, чтобы на чувствительной поверхности (на фиг.1-4 не показана) трех отражательных элементов в виде пластин 4, 5, 6 можно было зафиксировать износ режущих кромок так, как это было описано ранее. После этого в памяти системы ЧПУ приводится в соответствие измеренный и реальный износ.
Использование в устройстве бесконтактного контроля инструмента и привязки его вершины к координатам трех источников лазерного излучения 1, 2, 3 вместо, например, одного привело бы к необходимости в конструкции оптической системы доставки лазерного излучения наличия сканера или дефлектора, что усложняет всю конструкцию устройства в целом и снижает ее надежность. Сканер или дефлектор можно было бы использовать для переориентации лазерного излучения на один из фазовых элементов в виде пластин 4, 5, 6.
Каждый из фазовых элементов в виде пластин 4, 5, 6 формирует отраженное лазерное излучение, контролирующее конкретный угол режущего инструмента (φ, φ1, α, γ, λ). Формируемый угол лазерного излучения определяется микрорельефом на поверхности каждого из фазовых элементов в виде пластин 4, 5, 6.
В качестве примера рассмотрим расчет одного из фазовых элементов в виде пластин 4, 5, 6. В процессе преобразования волнового фронта освещающего пучка фазовым элементом в виде пластины 4 или 5 или 6 с микрорельефом h(u, ν), где (u, ν) - Декартовы координаты в плоскости фазовых элементов в виде пластин 4, 5, 6 (см. фиг.2), необходимо сформировать волновой фронт, обеспечивающий фокусировку на поверхность двугранного угла (3) с равномерным распределением освещенности. Высота микрорельефа фазовых элементов в виде пластин 4 или 5 или 6 однозначно определяется функцией эйконала ψ(u, ν). Для нахождения выражения функции эйконала ψ(u, ν) рассмотрим отображение, осуществляемое лучами, выходящими из плоскости фазового элемета (u, ν), и лучами, падающими на двугранный угол.
Это отображение имеет вид:

z=f,
где x, γ, z - координаты точек двугранного угла;
(u, ν) - координаты в плоскости фазового элемента в виде пластин 4 или 5 или 6, описанных ранее;
f - расстояние от плоскости фазового элемента в виде пластин 4 или 5 или 6 до плоскости двугранного угла.
Декартова система координат на этой плоскости введена таким образом, что ось x параллельна оси u, а ось γ параллельна оси ν.
Из уравнения эйконала несложно получить уравнения наклонов:

где ξ(u) - функция лучевого соответствия. Функция ξ(u)=ξ0 определяет некоторое множество в плоскости фазового элемента в виде пластин 4 или 5 или 6, лучи из точек которого приходят в точку кривой Х(ξ0).
В параксиальном приближении, то есть при выполнении условия

уравнения наклонов приобретают вид:
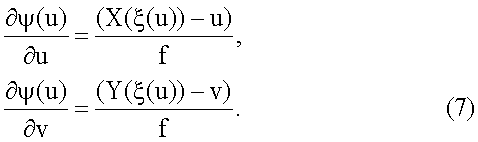
Функция эйконала может быть восстановлена из (7) в виде:

Функции X(u) и Y(u) можно найти из закона сохранения светового потока:

где I(ξ) - распределение энергии вдоль линии фокусировки, I0(u, ν) - распределение интенсивности исходного пучка, D(0, ξ) - свет, падающий на часть апертуры фокусатора, попадающий на часть линии фокусировки, заключенную между точками Х(0) и Х(ξ).
Вычислив Х(u) и Y(u) из (9) и подставив результат в (8), получим составной фазовый элемент в виде пластины 4 или 5 или 6, каждый сегмент которого фокусирует излучение в отдельные области фокусировки:
Фазовые элементы в виде пластин 4, 5, 6 могут быть и проходящие, то есть прозрачными, для используемого лазерного излучения. В этом случае оптические схемы на фиг.1-4 изменятся следующим образом: лазерное излучение будет проходить через фазовые элементы в виде пластин 4, 5, 6. Оптическая схема устройства бесконтактного контроля инструмента и привязки его вершины к координатам может быть комбинированной, т.е. использующей как отражательные, так и проходящие фазовые элементы в виде пластин 4, 5, 6.
При прохождении режущих кромок инструмента 7, например резца, через световые лучи, формирующие фокус в форме некоторого угла с помощью трех фазовых элементов в виде пластин 4, 5, 6, имеет место погрешность дифракции. Однако эти погрешности не могут повлиять на точность и достоверность контроля состояния режущих кромок и привязки к координатам вершины инструмента 7, например резца, т.к. эти погрешности могут рассматриваться как системная ошибка, то есть повторяющаяся погрешность при всех прочих равных условиях. В этом случае погрешность дифракции может быть скомпенсирована программными средствами блока ЧПУ.
Следует отметить, что для повышения достоверности результатов контроля состояния режущих кромок и для привязки вершины инструмента к координатам целесообразно перед процессом контроля обдуть инструмент 7, например резец, сжатым воздухом. Эта операция может осуществляться по команде из системы ЧПУ в тот момент, когда инструмент 7, например резец, движется к корпусу 14 устройства бесконтактного контроля инструмента и привязки его вершины к координатам. В противном случае капли смазывающей охлаждающей жидкости (СОЖ), а также микростружка могут исказить результаты работы устройства.
Каждый из этих трех фазовых элементов в виде пластин 4, 5, 6 предпочтительно освещать источниками лазерного излучения 1, 2, 3 соответственно последовательно. Это желательно для того, чтобы не было погрешностей интерференции, которые могут возникнуть при одновременном освещении двух или сразу трех фазовых элементов в виде пластин 4, 5, 6.
В качестве используемого источника лазерного излучения 1, 2, 3 можно использовать, например, лазерный модуль IE75-05PF.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМОЗАКАЛКИ РЕЖУЩЕЙ КРОМКИ РЕЗЦА | 2007 |
|
RU2341568C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОРИЕНТАЦИИ В ПРОСТРАНСТВЕ ИСПОЛНИТЕЛЬНОГО ОРГАНА МАШИНЫ С ЧПУ | 1988 |
|
RU2009764C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПУЧКА МОНОХРОМАТИЧЕСКОГО ИЗЛУЧЕНИЯ | 1990 |
|
RU2034322C1 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2021 |
|
RU2764449C1 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ МОНОХРОМАТИЧЕСКОГО ИЗЛУЧЕНИЯ | 1991 |
|
RU2024897C1 |
| СПОСОБ НАСТРОЙКИ ПОЛОЖЕНИЯ РЕЗЦА ТОКАРНОГО СТАНКА | 2015 |
|
RU2595197C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2019 |
|
RU2699469C1 |
Устройство содержит три источника лазерного излучения и три соответствующих матричных устройства регистрации. Для повышения точности контроля оно снабжено тремя фазовыми элементами, каждый из которых выполнен в виде отражающей пластины с микрорельефом на его наружной отражающей поверхности, размещенной под углом к оптической оси лазерного излучения соответствующего источника, и имеющими возможность вращения и перемещения в двух взаимно перпендикулярных плоскостях. При этом матричные устройства регистрации выполнены с возможностью вращения и перемещения в двух взаимно перпендикулярных плоскостях, а высота микрорельефа на отражающей поверхности фазовых элементов определена по приведенной зависимости. 4 ил.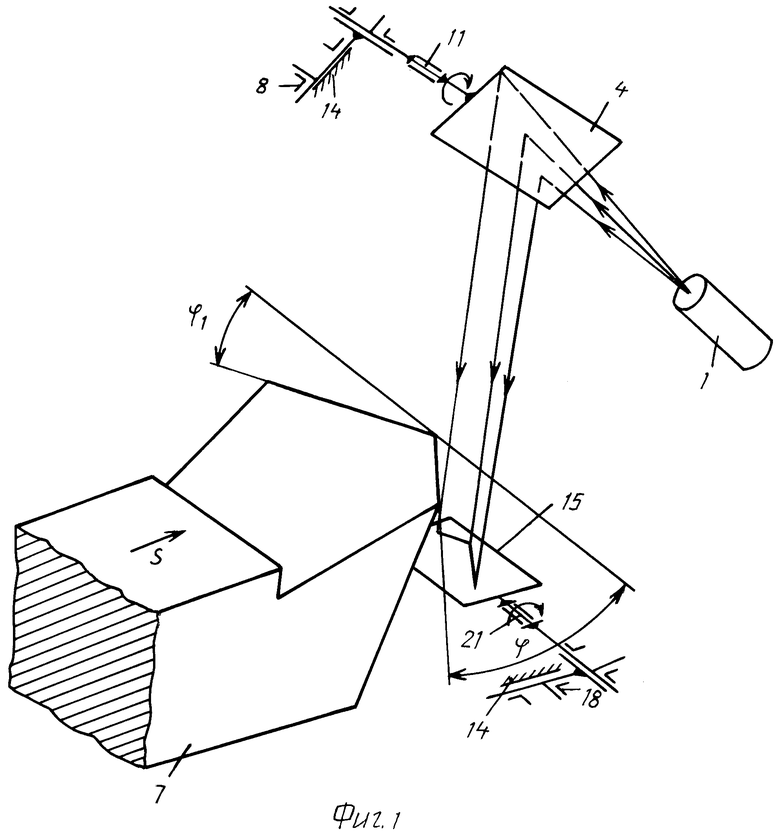
Устройство бесконтактного контроля углов заточки и координат вершины инструмента на станках с числовым программным управлением (ЧПУ), содержащее три источника лазерного излучения и три соответствующих матричных устройства регистрации, отличающееся тем, что оно снабжено тремя фазовыми элементами, каждый из которых выполнен в виде отражающей пластины с микрорельефом на его наружной отражающей поверхности, размещенной под углом к оптической оси лазерного излучения соответствующего источника, и имеющими возможность вращения и перемещения в двух взаимно перпендикулярных плоскостях, при этом матричные устройства регистрации выполнены с возможностью вращения и перемещения в двух взаимно перпендикулярных плоскостях, а высота микрорельефа на отражающей поверхности фазовых элементов определена зависимостью
 ,
,
 ,
,
при  ,
,  ;
;
 ,
,
при 
 ,
,
при  ,
,  ;
;
 ,
,
при  ,
, 
 ,
,
при  ,
,  ;
;
 ,
,
при  ,
,  ;
;
где h - высота микрорельефа фазового элемента в виде пластины;
u=(u, v) - декартовы координаты в плоскости фазового элемента;
λ - длина волны лазерного излучения;
n - показатель преломления материала, из которого выполнен фазовый элемент;
2α - угол раскрытия двухгранного угла;
f - расстояние от плоскости фазового элемента до плоскости двухгранного угла;
2L - длина стороны апертуры фазового элемента в виде пластины;
d - длина каждого из ребер, образующих двугранный угол;
θ - угол падения излучения на фазовый элемент в виде пластины.
| СПОСОБ АВТОМАТИЧЕСКОЙ ОРИЕНТАЦИИ В ПРОСТРАНСТВЕ ИСПОЛНИТЕЛЬНОГО ОРГАНА МАШИНЫ С ЧПУ | 1988 |
|
RU2009764C1 |
| Система управления металлорежущим станком | 1981 |
|
SU1000157A1 |
| Способ контроля износа режущего инструмента | 1987 |
|
SU1516236A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОЗАКАЛКИ РЕЖУЩЕЙ КРОМКИ РЕЗЦА | 2007 |
|
RU2341568C2 |
| US 5329458 A, 12.07.1994. | |||

