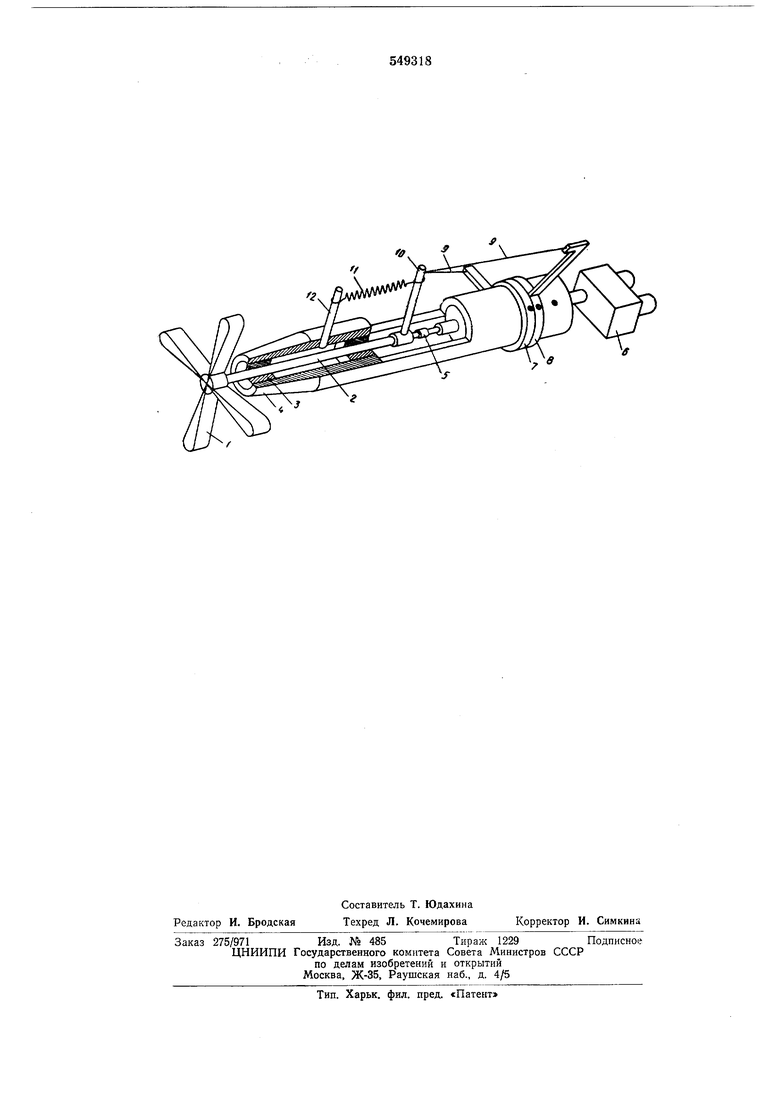
управлением: передаточная характеристика устройетва может быть установлена от линейной до-, квадратичной формы путем изменения угла поворота колец с закрепленными иа них концами гибких тяг. Кроме того, устройство обеспечивает высокую точность измерения (порядка 0,01 мм). На чертеже изображено предлагаемое устройство определения координат режущих кромок инструмента. Оио содержит измерптельный щуп У, закрепленный на конце оси 2 передаточного механизма, расположенной в подшипниках скольжения 3, установленных в корпусе 4 устройства. Концу оси передаточного механизма обеспечно соприкосновение со штоком 5 измерительного датчика 6, содержащего две пары контактов (последовательно срабатывающих при перемещении штока). На корпусе устройства смонтированы подвижные кольца 7 и 8, к ним через закреплены концы гибких тяг 9. Вторые концы гибких тяг связаны со штырем 10, находящимся на осп передаточного механизма. Для создания натяжения гибких тяг 9 штырь W соединен пружиной // со штырем 12, закрепленным на корпусе устройства. Форма передаточной характеристики устройства устанавливается взаимным расположением точек закрепления гибких тяг 9 на подвижных кольцах 7, 8 и штыря 10 оси передаточного механизма. При закреплении подвижных колец в положении, когда угол между гибкими тягами равен нулю, смещение оси в направлении измерительного -датчика связано с величиной поворота измерительного штока квадратичной зависимостью. Поворотом вокруг оси одного из колец 7, 8 осуществляется изменение угла между гибкими тягами и тем самым достигается линеаризация квадратичной зависимости преобразования движения в форме усечения начального участка квадратичной характеристики передаточного механизма. Изменение крутизны харайтеристки достигается смещением вдоль оси подвижных колец 7, 8 и изменением длины гибких тяг 9. Форма иередаточной характеристики устанавливается в соответствии с требованиями и точности определения координат точки перехода с ускоренного хода на медленную скорость и точки позиционирования, а также величины пути тормол ен-ия исполнительного устройства. Корпус 4 устройства закреплен на станине, например, токарного станка с программным управлением таким образом, чтобы устройство не мешало установке и обработке детали и обеспечивалась возможность исполнительным приводам с закрепленным на них режущим ииструментом подходить к измерн-тельному щупу для определения координат режущих кромок в соответсвии с командами системы программного управления. Устройство определения координат режущих кромок инструмента на станках с программным управлением работает следующим образом. При поступлении от системы программного управлеиия ко-маиды «Проверка координат режущего инструмента исполнительные приводы станка перемещают режущий инструмент на максимальной скорости от исходного положения к измерительному щупу 1 устройства определения координат и после сближения поворачивают щуп вместе с осью передаточного механизма на угол, определяемый характеристикой передаточного механизма. Повороту оси 2 противодействуют гибкие тяги 9, что приводит к разложению приложенной силы на две составляющие: составляющую противодействия реакции гибкой тяги и составляющую, которая через ось 2 смещает шток 5 в направленип измерительпого датчика, чем достигается срабатывание контактов датчика 6, последовательно включающих торможение с ускоренного хода на медленный ход и затем остановку движения (позиционирование) . Для обеспечения на конкретной модели станка с программным управлением требуемых участков пути торможения и точности позиционирования исполнительного привода в устройстве определения координат регулировочные кольца 7, 8 по отношению к штырю 10, а также контакты в датчике 6 по отношению к штоку 5 устанавливаются в таких позициях, чтобы прп переходе с ускоренного перемещения на рабочую подачу координаты режуил,ей кромки инструмента соответствовали координатам минимальной крутизны характеристики передаточного механизма, а координаты точки позиционирования - координатам максимальной крутизны передаточной характеристики устройства. Формула изобретения Устройство для определепия координат режущих кромок инструмента на станках с программным управлением, включающее корпус, измерительный щуп, установленный на поворотной оси, и измерительный датчик, отличающееся тем, что, с целью обеспечения возможности изменения передаточной характеристики, и повышения точности устройства, оно снабжено гибкими тягами н двумя кольцами с державками, причем ось становлена в корпусе с возможностью осеого перемещения, а на ее противопололшом от измерительного щупа конце закреплен, штырь, свободный конец которого через гибие тяги связан с державками колец, которые, становлены в корпусе. Источники информации, принятые во вниание при экспертизе: 1.Патент Великобритании № 1331065, 3 Т, 1970. 2.Авторское свидетельство но заявке 2023394/08, В 23 Q 15/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля исходного положения координат режущих кромок инструмента на станках с программным управлением | 1980 |
|
SU872201A1 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| Измеритель положения режущей кромки инструмента | 1974 |
|
SU623708A1 |
| Система автоматического управления размерной настройкой токарных станков с ЧПУ | 1981 |
|
SU1144775A1 |
| Измерительная головка | 1990 |
|
SU1780929A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОРРЕКЦИИ РАЗМЕРНОЙ НАСТРОЙКИ ТОКАРНЫХ МНОГОИНСТРУМЕНТАЛЬНЫХ СТАНКОВ С ЧПУ | 1991 |
|
RU2016741C1 |
| ДАТЧИК ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ДЕТАЛИ ОТНОСИТЕЛЬНО СИСТЕМЫ КООРДИНАТ СТАНКА | 2015 |
|
RU2597449C1 |
| МЕТАЛЛОРЕЖУЩИЙ ГЕКСАПОДНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР И ГЕКСАПОДНЫЙ МЕХАНИЗМ ДЛЯ НЕГО | 2005 |
|
RU2299797C2 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |