(54) ПРИСПОСОБЛЕНИЕ ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ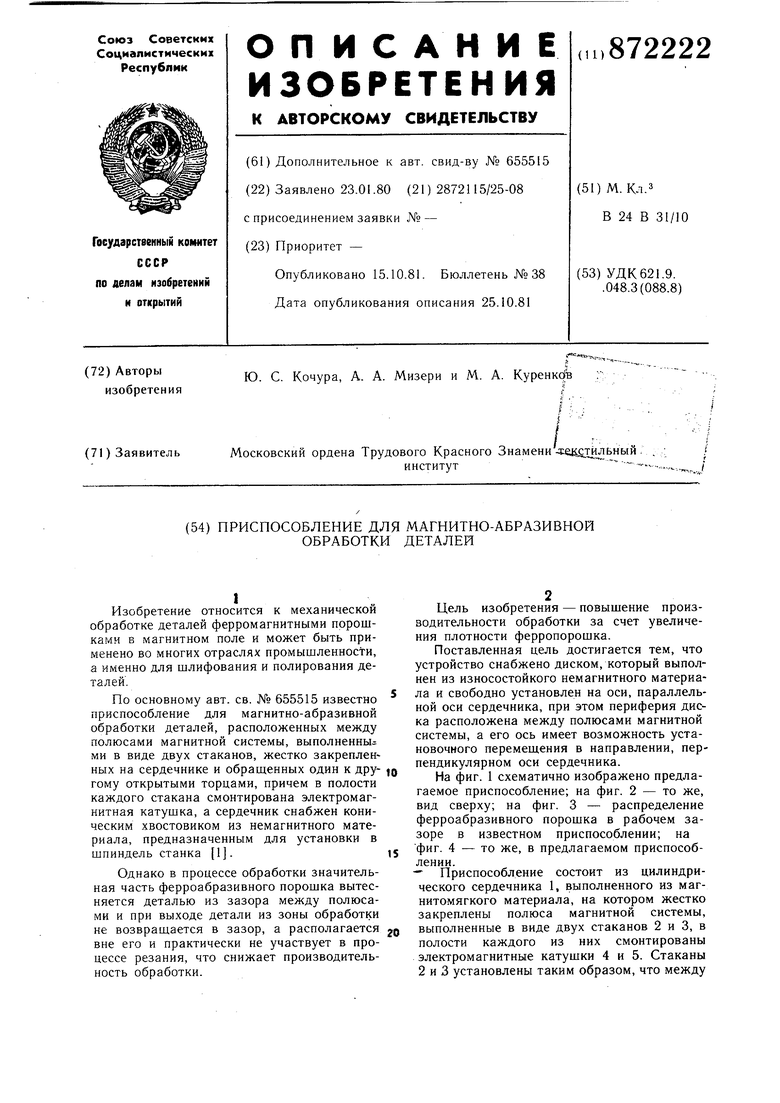
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для магнитно-абразивной обработки | 1989 |
|
SU1673409A2 |
| Приспособление для магнитно-абразивной обработки деталей | 1977 |
|
SU655515A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Устройство для магнитно-абразивной обработки изделий | 1982 |
|
SU1106641A1 |
| Устройство для магнитно-абразивнойОбРАбОТКи плОСКиХ пОВЕРХНОСТЕй | 1979 |
|
SU841931A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| Устройство для магнитно-абразивной ОбРАбОТКи дЕТАлЕй | 1979 |
|
SU804394A1 |
| Станок для магнитно- абразивной обработки рулонного материала | 1988 |
|
SU1604574A1 |
1
Изобретение относится к механической обработке деталей ферромагнитными порошками в магнитном поле и может быть применено во многих отраслях промышленности, а именно для шлифования и полирования деталей.
По основному авт. св. № 655515 известно приспособление для магнитно-абразивной обработки деталей, расположенных между полюсами магнитной системы, выполненные ми в виде двух стаканов, жестко закрепленных на сердечнике и обрашенных один к дру- fo гому открытыми торцами, причем в полости каждого стакана смонтирована электромагнитная катушка, а сердечник снабжен коническим хвостовиком из немагнитного материала, предназначенным для установки в шпиндель станка 1.15
Однако в процессе обработки значительная часть ферроабразивного порошка вытесняется деталью из зазора между полюсами и при выходе детали из зоны обработки не возврашается в зазор, а располагается о вне его и практически не участвует в процессе резания, что снижает производительность обработки.
Цель изобретения - повышение производительности обработки за счет увеличения плотности ферропорошка.
Поставленная цель достигается тем, что устройство снабжено диском, который выполнен из износостойкого немагнитного материала и свободно установлен на оси, параллельной оси сердечника, при этом периферия диска расположена между полюсами магнитной системы, а его ось имеет возможность установочного перемещения в направлении, перпендикулярном оси сердечника.
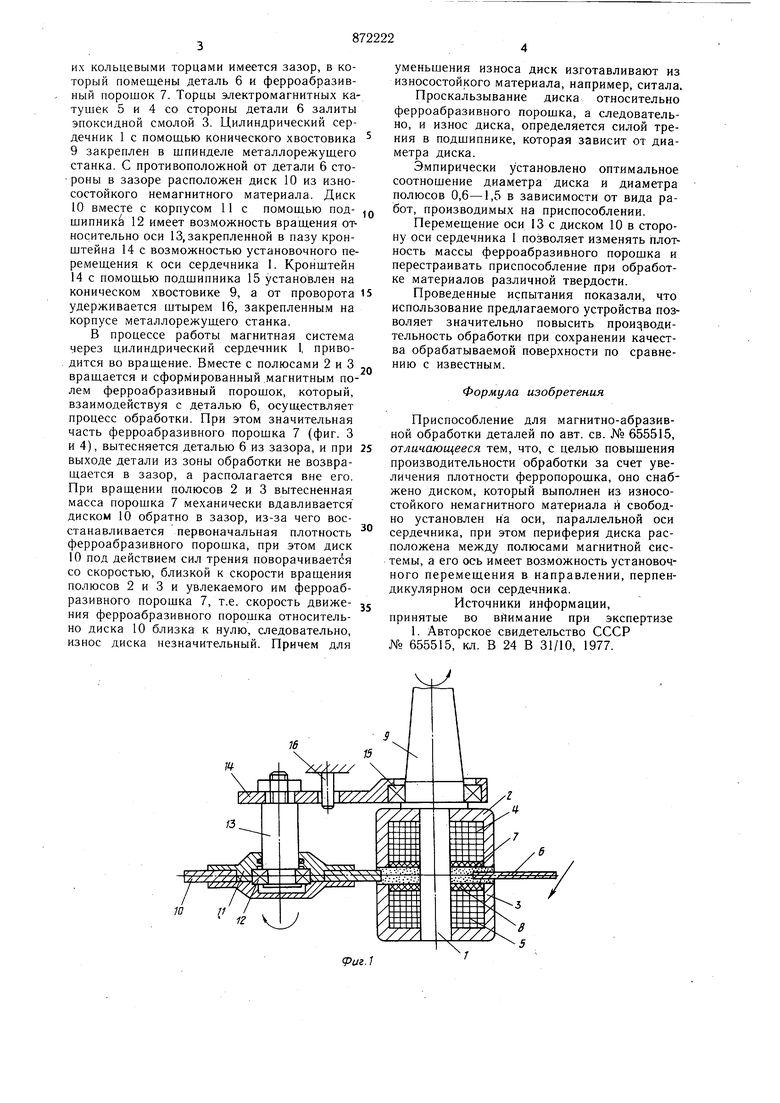
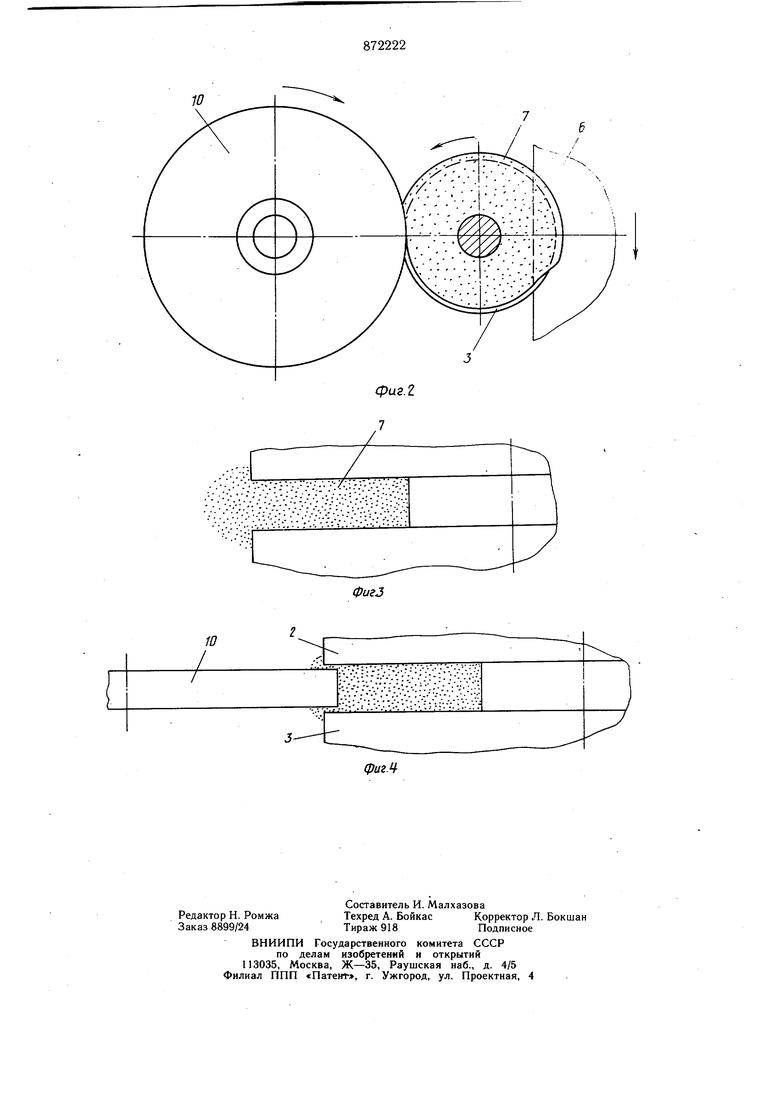
На фиг. 1 схематично изображено предлагаемое приспособление; на фиг. 2 - то же, вид сверху; на фиг. 3 - распределение ферроабразивного порошка в рабочем зазоре в известном приспособлении; на фиг. 4 - то же, в предлагаемом приспособлении.
- Приспособление состоит из цилиндрического сердечника 1, выполненного из магнитомягкого материала, на котором жестко закреплены полюса магнитной системы, выполненные в виде двух стаканов 2 и 3, в полости каждого из них смонтированы электромагнитные катушки 4 и 5. Стаканы 2 и 3 установлены таким образом, что между их кольцевыми торцами имеется зазор, в который помещены деталь 6 и ферроабразивный порошок 7. Торцы электромагнитных катушек 5 и 4 со стороны детали 6 залиты эпоксидной смолой 3. Цилиндрический сердечник 1 с помощью конического хвостовика 9закреплен в шпинделе металлорежущего станка. С противоположной от детали 6 стороны в зазоре расположен диск 10 из износостойкого немагнитного материала. Диск 10вместе с корпусом 11 с помощью подщипник4 12 имеет возможность вращения относительно оси 13, закрепленной в пазу кронштейна 14 с возможностью установочного перемещения к оси сердечника 1. Кронштейн 14 с помощью подшипника 15 установлен на коническом хвостовике 9, а от проворота удерживается штырем 16, закрепленным на корпусе металлорежущего станка. В процессе работы магнитная система через цилиндрический сердечник 1, приводится во вращение. Вместе с полюсами 2 и 3 вращается и сформированный магнитным полем ферроабразивный порошок, который, взаимодействуя с деталью 6, осуществляет процесс обработки. При этом значительная часть ферроабразивного порощка 7 (фиг. 3 и 4), вытесняется деталью 6 из зазора, и при выходе детали из зоны обработки не возвращается в зазор, а располагается вне его. При вращении полюсов 2 и 3 вытесненная масса порошка 7 механически вдавливается диском 10 обратно в зазор, из-за чего восстанавливается первоначальная плотность ферроабразивного порошка, при этом диск 10 под действием сил трения поворачивается со скоростью, близкой к скорости вращения полюсов 2 и 3 и увлекаемого им ферроабразивного порошка 7, т.е. скорость движения ферроабразивного порошка относительно диска 10 близка к нулю, следовательно, износ диска незначительный. Причем для
РигЛ уменьшения износа диск изготавливают из износостойкого материала, например, ситала. Проскальзывание диска относительно ферроабразивного порошка, а следовательно, и износ диска, определяется силой трения в подшипнике, которая зависит от диаметра диска. Эмпирически установлено оптимальное соотношение диаметра диска и диаметра полюсов 0,6-1,5 в зависимости от вида работ, производимых на приспособлении. Перемещение оси 13 с диском 10 в сторону оси сердечника 1 позволяет изменять плотность массы ферроабразивного порошка и перестраивать приспособление при обработке материалов различной твердости. Проведенные испытания показали, что использование предлагаемого устройства позволяет значительно повысить прои водительность обработки при сохранении качества обрабатываемой поверхности по сравнению с известным. Формула изобретения Приспособление для магнитно-абразивной обработки деталей по авт. св. № 655515, отличающееся тем, что, с целью повышения производительности обработки за счет увеличения плотности ферропорошка, оно снабжено диском, который выполнен из износостойкого немагнитного материала и свободно установлен на оси, параллельной оси сердечника, при этом периферия диска расположена между полюсами магнитной сисемы, а его ось имеет возможность установочного перемещения в направлении, перпеникулярном оси сердечника. Источники информации, принятые во вйимание при экспертизе 1. Авторское свидетельство СССР 655515, кл. В 24 В 31/10, 1977.
