(54) ФРЕЗА

| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2038960C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Инструмент для механической обработки материалов | 2016 |
|
RU2643994C2 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ИЗ ДРЕВЕСИНЫ, КОМПЛЕКТ ФРЕЗ ДЛЯ ИХ РЕАЛИЗАЦИИ, ФРЕЗА (ВАРИАНТЫ), НОЖ ФРЕЗЫ И СПОСОБ ИЗГОТОВЛЕНИЯ НОЖА | 2008 |
|
RU2408455C2 |
| КОВШ СКРЕПЕРА | 1996 |
|
RU2114252C1 |
| Устройство для фрезерования торфяной залежи | 1979 |
|
SU906201A1 |
| Копировально-фрезерный полуавтомат | 1980 |
|
SU847619A1 |
| ФРЕЗЕРНАЯ ГОЛОВКА ДЛЯ ПЕРЕРАБОТКИ ТОНКОМЕРНОЙ ДРЕВЕСИНЫ В БРУС И ТЕХНОЛОГИЧЕСКУЮ ЩЕПУ ИЛИ СТРУЖКУ | 1995 |
|
RU2146609C1 |
| Рабочий аппарат машины для механической переработки торфяной залежи | 1982 |
|
SU1102962A2 |
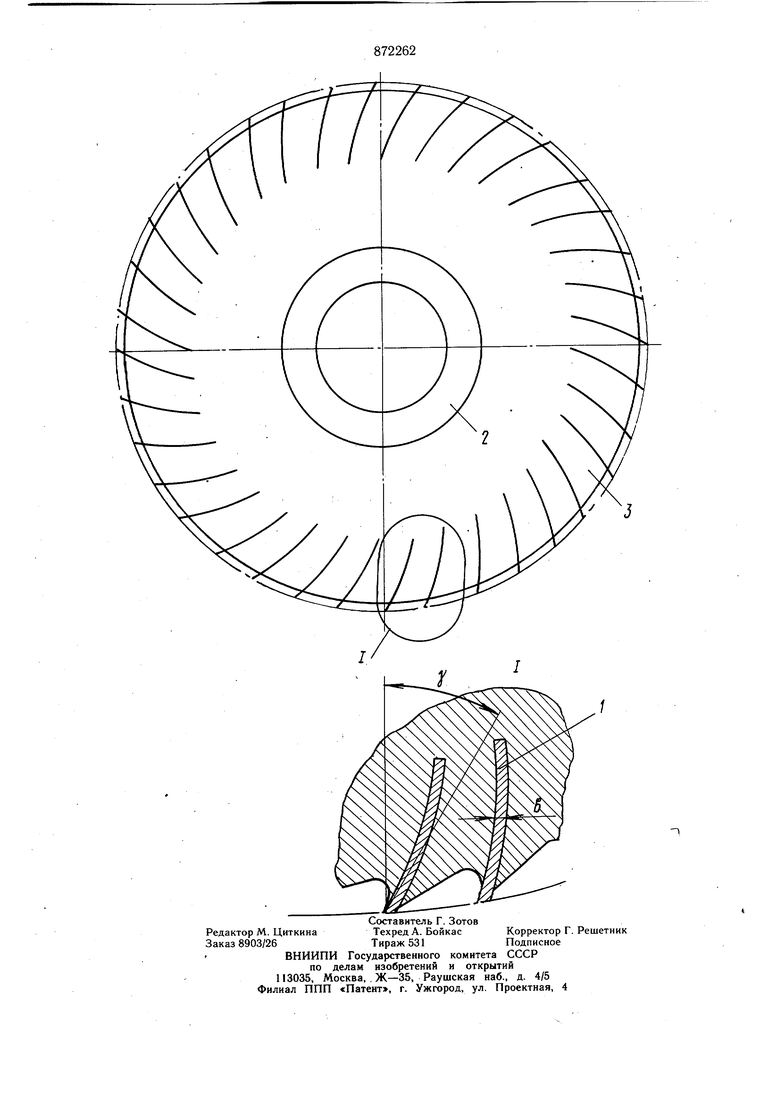
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в станках фрезерной группы (собственно фрезерных, четырехсторонних, фуговальных, рейсмусовых). Известна сборная фреза с тонкими винтовыми ножами 1. Известна также фреза для обработки древесины, содержащая корпус, втулку, пластинчатые ножи толщиной 0,5 мм с нулевым задним углом и устройство для их регулировки и закрепления 2. Недостатками известных конструкций фрез является их сложность и невозможность создания фрез с достаточно больщим числом ножей-, обеспечивающим требуемую производительность фрезерования. Цель изобретения - упрощение конструкции и повыщение производительности работы за счет увеличения числа ножей. Это достигается тем, что корпус фрезы выполнен из материала с температурой формования, не превышающей теплостойкость материала ножей, а ножи и втулка соединены с корпусом неразъемно посредством формования. Кроме того, пластинчатые ножи выполнены с вогнутой передней поверхностью, причем толщина пластинчатых ножей равна 0,1-0,2 мм. На чертеже изображена фреза. Она состоит из ножей 1, втулки 2 и корпуса 3. Ножи 1 выполнены из инструментального материала, например из стальной ленты. Количество ножей выбирают из условия обеспечения заданной производительности процесса фрезерования. При диаметре резания 140-160 мм число ножей фрезы данной конструкции может достигать 80- 100 щт. Это позволяет выбрать частоту вращения фрезы из условия снижения шума до уровня действующих санитарно-гигиенических норм. Ножи изогнуты таким образом, что передняя поверхность их в радиальном сечении очерчена по логарифмической спирали или другим кривым, обеспечивающим постоянство переднего угла при переточках фрезы. Цилиндрическая втулка 2 выполнена из конструктивного материала, например из стали 45, и служит для закрепления фрезы на шпинделе станка.
Корпус 3 соединяет втулку 2 и ножи 1 в неразъемную конструкцию. Надежное закрепление ножей обеспечивается адгезией их поверхности к корпусу при отверждении материала корпуса. Корпус выполнен из материала с температурой формования, не превышающей теплостойкости материала ножей, что обеспечивает сохранение режущих свойств ножей при изготовлении фрезы. Такими материалами для изготовления: корпуса могут быть литьевые или деформируемые сплавы (например, алюминиевые), а также пластмассы.
Простота и технологичность конструкции фрезы обеспечивается тем, что ее изготовление производят литьем в форму или прессованием в матрицу, в которые предварительно установлены ножи и втулка.
Заточку фрезы осуществляют прифуговкой ножей. Предельно допустимая длина фаски по задней поверхности ножей, образующаяся при их прифуговке, не должна превыщать 0,2 мм. Это достигается выбором толщины пластинчатого ножа, равной 0,1 - 0,2 мм.
Выступ ножа из корпуса фрезы должен быть минимальным, но не менее толщины срезаемой стружки. Уменьщение диаметра корпуса в процессе эксплуатации фрезы может производиться, в частности, непосредственно в процессе ее работы за счет
износа корпуса при трении о него срезаемой стружки.
Формула изобретения
. Фреза для обработки древесины и древесных материалов, содержащая корпус, втулку и пластинчатые ножи с нулевым задним углом, отличающаяся тем, что, с целью упрощения конструкции и повыщения производительности работы за счет увеличения числа ножей, корпус выполнен из материала с температурой формования, не превыщающей теплостойкость материала ножей, а ножи и втулка соединены с корпусом неразъемно посредством формования.
Источники информации, принятые во внимание при экспертизе
