Известные автоматические сварочные головкн для электродуговой сварки трехф:а8ны.м током под слоем флюса с постоянной скоростью подачи электродной проволоки не обеспечивают осуществления незаЗИСИ1МОЙ передачи вр ащения от приводного мотора каждому из трех РОЛИКОВ, подаюпдих пров1олоку.
В описываемой головке этот недостаток устранен благодаря тому, что она снабжена фрикционной передачей, состоящей из трех симметрично относительно электродвигателя расположенных кинематических цепей, приводимых в движение ведущим диском, насаженным на ось электродвигателя, через ведомые диски фрикционного вариатора.
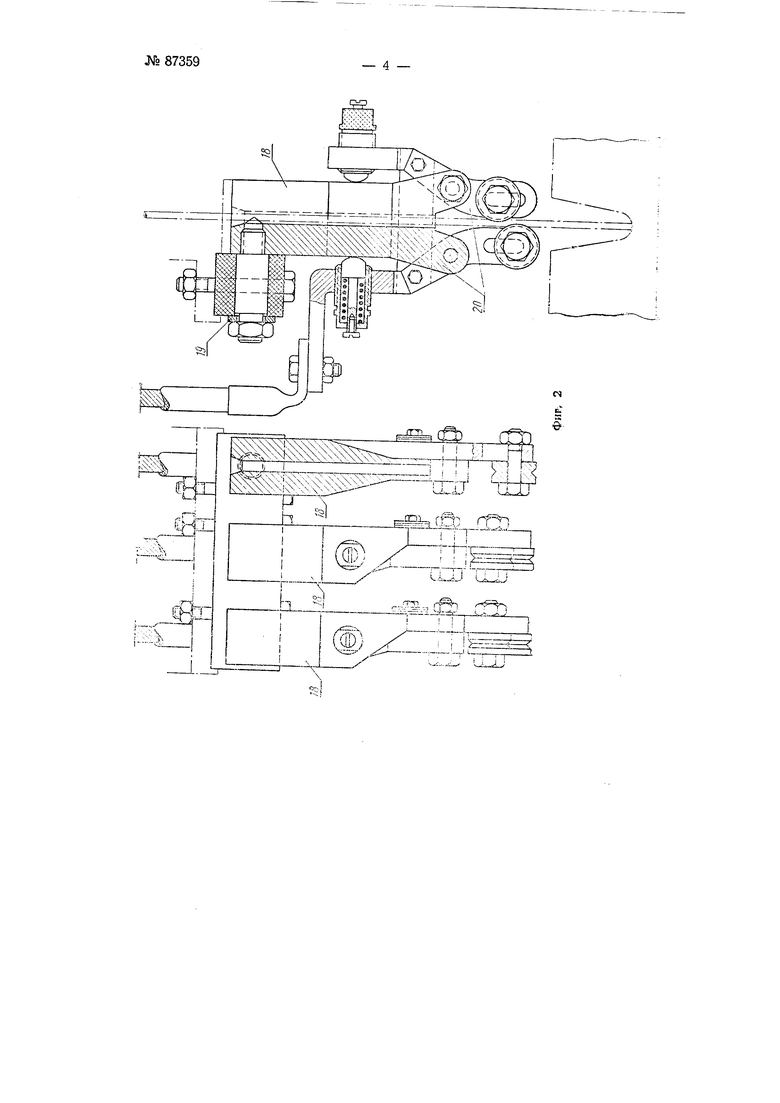
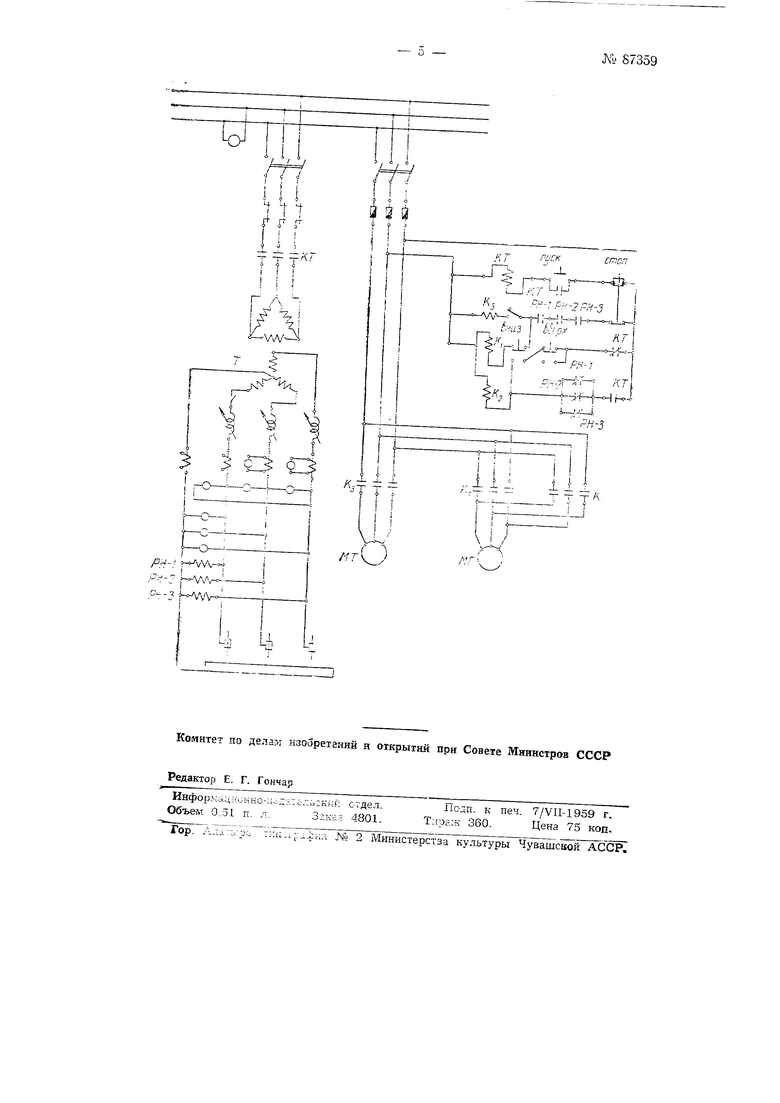
На фиг. 1 изображены две проекции главного механиз1ма описываемой головки; на фиг. 2-две проекции ее мундщтуков; на фиг. 3- принпипиальная электрическая схема сварочного устройства.
Назначение главного мех анизма головки заключается в осуществлении р1авномерной нодачи трех электродных проволок, расположенных 13 ОДНОЙ ПЛОСКОСТИ с независимой регулировкой скоростей и приводом от одного электродвигателя.
Электродвигатель / переменного тока приводит во вращение ведуший ДИСК 2 фрикционного вариатора, который пружиной 5 прижимается к трем симметрично расположенным ведомым дискам , 5 и б.
Положение ведомых дисков может произвольно меняться с помощью круглой рейки 7 -л ручки 8. От каждого ведомого диска фрикционного вариатор.а движение передается через сменные шестерни 9 И 10 И зубчатую передачу 11, 12, 13 соответствующим валикам 14, 15 И 16, на которых насажены подающие ролики 17 автоматической ГОЛОВКИ. Оси всех трех валиков совпадают, что достигается телескопической конструкцией этого узла и является характерной отличительной особенностью конструктивной схемы главного механизма ГОЛОБКИ.
№ 87359- 2 -
Таким &б| a:-.t)M, j;ce IJO/IUKH 17 насажены на ooiJUifi вал, но ;.меюг к. Ьтдель.чую кинематическую приводную пень, расположенную симметрично относите. электродвигателя ).
Мундштуки 18 (фнг. 2) прикрепляются к корпусу головки посредством. шарпирно1-о устройства 19- К корпусу мундштука 18 шарнкрно присоединены Iюдпpyжинc и;ыe токонодводяшие шекн 20.
Элект)нческая схс1л;;а сварочной го. нредусматривает автиматическое поддержание горег ня трех дуг н.утем реверса Мотора, подающего проволокн прн оротком замыкании любой из дуг с последующим переключением мотора на подачу проволок.
Д.(Я ЭТО цели цепи коитакто зов н , осуществляющих реверсирование 7лект1)одвнгателя Ль , за: ыкаются через KoirraicTbi реле напряжения РН-1. РН- н РИ-З. включенные между каждой из трех фаз и нулевым проводом.
Ма схеме (фнг. 3) показа;1ы также цепи включения св1арочного траисфо)матора У через контактор и электролзнгателя подачи Л1Г через контактор /Сз.
П р е д м е т н з о б р е т е н и я
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кольцевой сварки поворотных стыков труб | 1967 |
|
SU254692A1 |
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1945 |
|
SU69961A1 |
| Устройство для автоматической реверсивной подачи электродной проволоки в дуговых электросварочных аппаратах | 1932 |
|
SU32646A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОДУГОВОЙСВАРКИ | 1968 |
|
SU221873A1 |
| МОБИЛЬНЫЙ НАПЛАВОЧНЫЙ КОМПЛЕКС «САРМАТ НК 450» | 2021 |
|
RU2773541C1 |
| Сварочная головка | 1987 |
|
SU1530388A1 |
| Устройство для автоматической подачи электродной проволоки при электрической дуговой сварке | 1930 |
|
SU29557A1 |
| Автоматический регулятор | 1937 |
|
SU58790A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2146010C1 |

элек -родпои проволоки, о т л-и ч а ш а я с тем, что, с целью осуществ.тения независимой нередачн вращения от приводного электродвигателя к кaждo y из трех роликоп. иодаюн1их проволоку, головк-а снабжена фрикнионно передачей, сос1оящей из трех си.мметпимпо относительно электродвигателя расположеипых кинем атических цепей, приводимых в движение п.чсажениым иа ось электродз-игателя ведущим диском через ведо-мые .диски фрикционного вариатор.а.
vj--Sw tjiinr: .
