Известны уже устройства для автоматической реверсивной подачи электродной проволоки, снабженные роликовыми захватами и фрикционной дисковой передачей, служащей для регулирования скорости вращения этих роликов. Предлагаемое изобретение состоит в конструктивном выполнении упомянутой фрикционной дисковой передачи и рычажного приспособления, при помощи которого осуществляются колебания конца электрода с различными амплитудами.
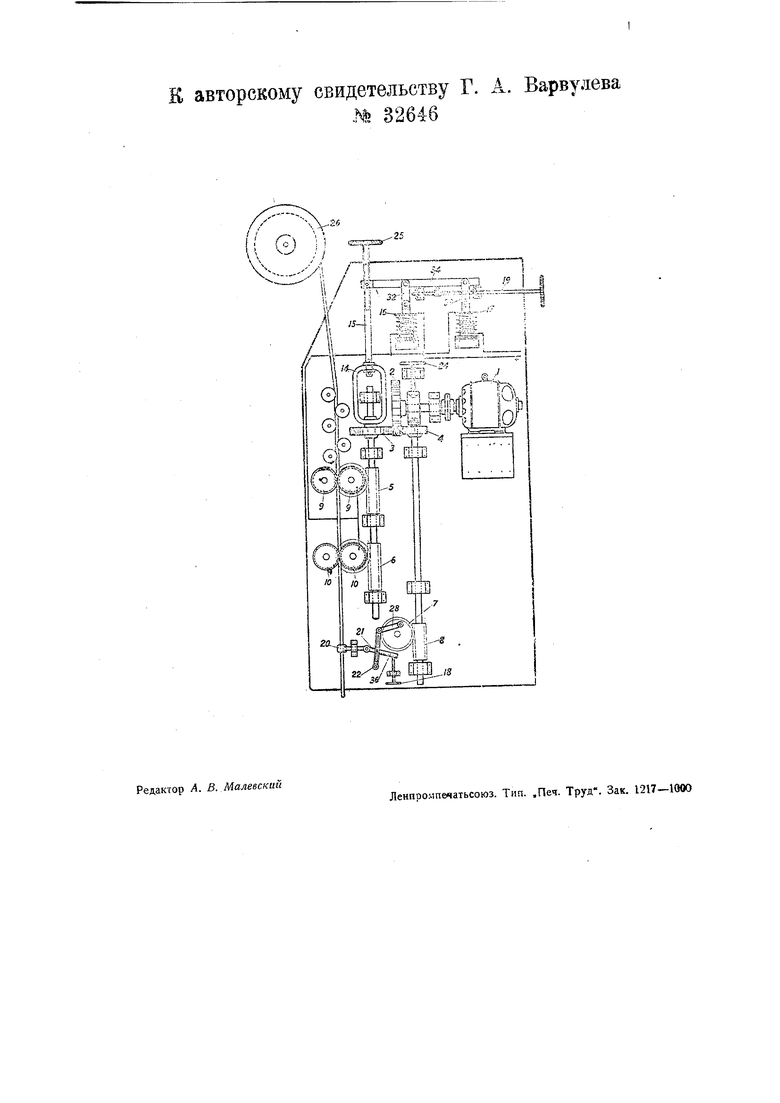
На чертеже изображен общий вид механизма устройства.
Устройство приводится в движение от электродвигателя 7 постоянного числа оборотов, питаемого переменным или постоянным током. На валу электродвигателя 7 насажен диск 2, фрикционно сцепленный с двумя дисками 5 и 4.
Диск 3 вращает вал, имеющий в двух местах червячную нарезку 5 л 6, с которой через соответствующие передачи связаны ролики 9 и W, служащие для захвата и перемещения электродной проволоки, разматываемой с катушки 26.
Вал диска 5 сделан подвижным в осевом направлении так, что диск 3 может перемещаться по плоскости ведущего фрикционного диска 2 от периферии одной его половины через нейтральную линию (рроходящую через центр) к периферии другой половины диска 2.
(321)
Благодаря такому устройству достигается возможность зажигания и регулирования длины дуги не только путем замедления или ускорения поступательного движения электрода, но и путем перемещения его в обратном направлении. Предварительная установка диска 3 в требуемом положении относительно диска 2 осуществляется при посредстве винта 25, перемещающего тягу /.5, скрепленную через посредство скобы / с диском 3. Для регулирования положения диска 3 во время работы тяга /5 щарнирно связана с двуплечим рычагом 34, который в свою очередь при помощи тяг 32 и 33 скреплен с сердечниками электромагнитов 16 и /7; первый из этих электромагнитов включен в сварочную цепь параллельно, а второй - последовательно.
Приведение конца электрода в колебательное движение осуществляется при посредстве диска 4, вал которого имеет червячную нарезку 8, сцепленную с червячным колесом 7, шарнирно связанным с системой рычагов 2/, 22, 28, 36. Рычаг 2J управляет обоймой 20, охватывающей электрод. Амплитуда колебаний обоймы 20 регулируется винтом S, а число колебаний в единицу временя устанавливается винтом 24, перемещающим диск 4 по плоскости ведущего
диска 2, аналогично тому, как это имеет
место в отнощении диска 3.
Для приведения в действие сварочного устройства необходимо сделать зарядку соответствующего количества сварочной проволоки и включить сварочную цепь; в этот момент электромагнит 16 будет под полным напряжением сварочной машины и переместит диск 3 в нижнее положение; затем включается мотор / и электрод начинает перемещаться вниз; при прикосновении конца электрода к свариваемому предмету в сварочной цепи появится ток, а напряжение резко уменьшится, вследствие чего действие электромагнита /6 будет ослаблено, и в действие придет электромагнит 17; диск 3 будет , подыматься вверх и, перейдя за центр диска 2, приподнимет конец электрода от свариваемого предмета.
После появления вольтовой дуги сила тока в цепи падает, а напряжение подымается, действие электромагнита 77 ослабляется, действие же электромагнита 16 вновь усиливается, диск 3 отпускается вниз на некоторую величину и электрод снова подается вниз.
В процессе работы в зависимости от изменения в дуге подача электрода будет или замедляться или ускоряться.
Для регулирования длины дуги и изменений подачи электрода, в зависимости от диаметра и материала электрода, достаточно винтом 19 переместить опору двуплечего рычага 34 и несколько изменить положение диска 3 винтом 25.
Предмет изобретения.
1. Устройство для автоматической реверсивной подачи электродной проволоки в дуговых электросварочных аппаратах с применением для постоянного сцепления роликовых захватов электрод.ной проволоки и фрикционной передачи, отличающееся тем, что диск 3, сцепленный с захватывающилш проволоку роликами, устроен подвижным в осевом направлении под влиянием сварочного режима, чтобы он мог перемещаться по плоскости ведущего фрикционного диска 2 от периферии одной половипы диска через нейтральную линию к периферии другой половины диска.
2. В устройстве по п. 1 применение для колебания конца электрода шарнирнорычажного приспособления, с целью регулирования скорости и реверсирования подачи проволоки, снабженного регулятором амплитуды колебания и. приводимого в действие от того же ведущего фрикционного диска 2 при посредстве также переставной оси вращения для регулирования числа колебаний электрода.
Е авторскому свидетельству Г. А. Варвулева
М 32646

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электродной проволоки | 1972 |
|
SU496943A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| Механизм для автоматической подачи электродной проволоки при электрической дуговой сварке | 1930 |
|
SU25655A1 |
| Устройство для кольцевой сварки поворотных стыков труб | 1967 |
|
SU254692A1 |
| Сварочный аппарат для автоматической дуговой сварки | 1944 |
|
SU66063A1 |
| Сварочная головка для вибродуговой наплавки | 1957 |
|
SU111897A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1969 |
|
SU235874A1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Устройство для импульсной подачи электродной проволоки | 1980 |
|
SU884906A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК РАДИОЛАМП | 1949 |
|
SU87502A1 |
u 0 ;;
Н /i ( „ I. 1/И.-Г,,-4-i -Ц/ .| .г,...г,,,,,-Ьkп yt-U:L... r-vii-- Л Mi iii / i JцЕЭLjBl
-IK
(
ofTl |
;1-5
,25
mf ГУ
I JD IjtilirJ- t7
ТГ i1
P (ft Й

