(54) УСТРОЙСТВО ПРОГРАММНОГО УПРАВЛЕНИЯ КРУГЛОВЯЗАЛЬНОЙ МАШИНОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство программного управления кругловязальной машиной | 1979 |
|
SU878829A1 |
| Устройство программного управления кругловязальной машиной | 1978 |
|
SU771215A1 |
| Устройство программного управления кругловязальной машиной | 1977 |
|
SU742502A1 |
| Устройство программного управления кругловязальной машиной | 1978 |
|
SU777099A1 |
| Устройство программного управления кругловязальной машиной | 1979 |
|
SU874798A1 |
| Система управления трикотажной машиной | 1981 |
|
SU1040000A1 |
| Система подачи нити для кругловязальной машины | 1984 |
|
SU1194924A1 |
| Устройство для управления трикотажной машиной | 1978 |
|
SU745987A1 |
| Устройство для задания режима обмена по интерфейсу | 1981 |
|
SU1096642A1 |
| Вероятностное устройство для решения краевых задач | 1982 |
|
SU1101838A1 |
Изобретение относится к области трикотажного машиностроения в частности к устройствам програмглного управления кругловязальными машинами, служащими, например, для изготовлени чулочно-носочных изделий. Известно устройство програМйного управления кругловязальной машиной, содержащее блок задания программы, первым выходом соединенный с первым входом синхронизатора, первый выход которого связан с первым входом первого триггера, а второй - с первым входом второго триггера, единичный выход которого через первый вход пер вого элемента И подключен к блоку уп р.авления, второй вход первого элемента И и первые входы первого и вто рого элементов И-НЕ и второго элемен та и соединен с первым выходом блока контроля стартового положения рабочи органов, вторым выходом через первый вход блока задания программы, шифратор, первый вход элемента ИЛИ-НЕ и второй вход второго элемента И-НЕ, связанного с механизмом привода распределительного барабана, датчик углового положения игольного цилиндра через второй вход первого элемента . И-НЕ соединен со вторым входом синхронизатора, третий выход которого через второй вход второго элемента И и второй вход первого триггера связан с аппаратурой управления двигателем, четвертый выход синхронизатора подключен ко второму входу элемента ИЛИНЕ, а пятый выход синхронизатора электрически связан со вторым входом блока задания nporpaMNU l .. Недостатком указанного устройства является то, что оно не позволяет оператору выборочно сократить длину отдельных участков изделия, не изменяя при этом програмлвз выработки последующих участков. Это обстоятельство приводит к тому, что при отладочных работах на кругловязальной машине для настройки каких-либо рабочих органов определенного участка изделия, оператору приходится полностью провязывать все предьщущие участки, даже если на них машина работает устойчиво. При этом расходуется значительный объем сырья и увеличивается общее время отладочных работ. Цель изобретения - повышение качества управления. Поставленная цель достигается тем, что устройство имеет блок выборочноо сокращения участка выработки изделия, состоящий из триггера сокращения, коммутатора сокращения,датчика исполнения команды сокращения и двух дополнительных элементов И-НЕ, при этом входы коммутатора сокращения и датчика исполнения команды сокращения заземлены, а их выходы через триггер сокращения, первый вход первого дополнительного элемента И-НЕ
и первый вход второго дополнительно-, го элемента И-НЕ подключены ко второму входу второго триггера, второй вход первого дополнительного элемен-. та И-НН связан с шестым выходом синхронизатора, второй вход второго
дополнительного элемента И-НЕ - со вторым выходом синхронизатора, а выход триггера сокращения соединен
с третьими входами первого и второго элементов И-НЕ и с третьим входом второго элемента И.
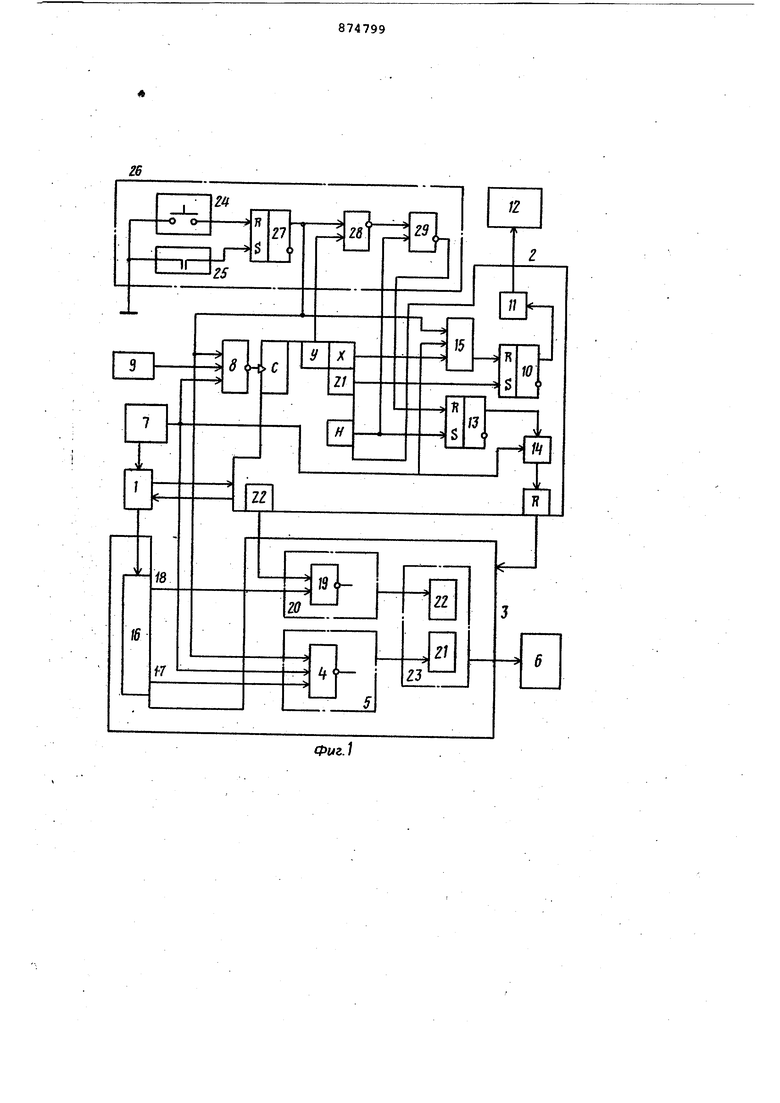
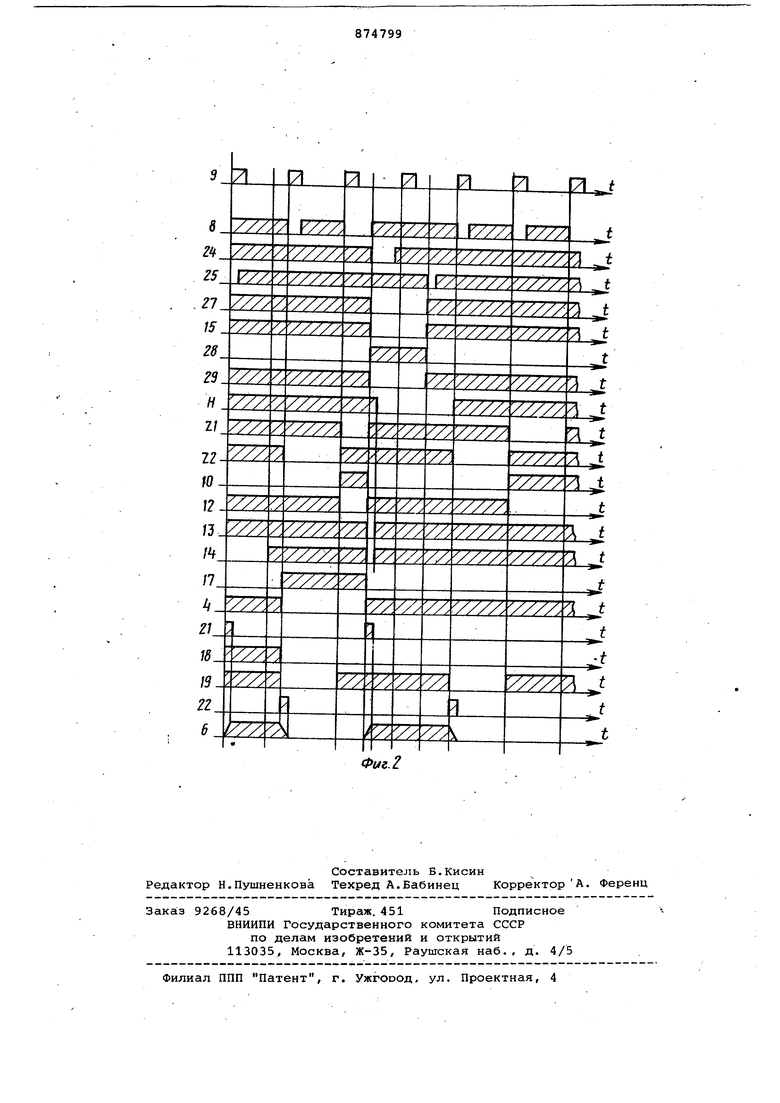
На фиг, 1 изображена функциональная схема; на фиг. 2 - временная диаграмма работы устройства nq выходам основных элементов.
Устройство программного управления кругловязальной машиной имеет блок 1 задания програмлвл, первый вход которого соединен с первым выходом синхронизатора 2, Первый вход синхронизатора 2 соединен с первым выходом блока 1, второй - через первый вход блока 3 управления с. первым входом логического элемента И-НЕ 4 цепи 5 включения механизма 6 привода распределительного барабана, с первым выходом блока 7 контроля стартового положения рабочих органов и с первым входом логического элемента и-НЕ 8. Второй вход элемента 8 соединен с датчиком 9 углового положения игольного цилиндра, выход - с С-входом . синхронизатора 2.
Z I-выход синхронизатора 2 соединен с S-входом триггера 10, единичный выход которого соединен через формирователь-усилитель 11 с аппаратурой 12 управления электродвигателем.
Н-выход синхронизатора 2 соединен с S-входом триггера 13, единичный выход которого соединен с первым входом первого логического элемента И 14. Второй вход элемента 14 соединен по второму входу синхронизатора 2 с первым выходом блока 7 и с первым входом второго логического элемента И. 15, выход которого соединен с R-вхддЬм триггера 10.
Второй выход блока 7 соединен со вторым входом блока 1. Второй выход блока 1 соединен через второй вход блока 3 со входом Шифратора 16.
Первый выход 17 шифратора 16 соединен со вторым входом элемента 4. Второй выход 18 шифратора 16 соединен с первым входом логического элемента ИЛИ-НЕ 1 9 цепи 20 отключения
механизма 6. Второй вход элемента 19 соединен через третий вход блока 3 с Z 2-выходом синхронизатора 2.
Выход элемента- 14, образующий R-выход синхронизатора 2, соединен с четвертым входом блока 3.
Цепи 5 и- 20 соединены соответственно с обмотками 21 и 22 электромагнита 23.
Входы коммутатора 24 сокращения и датчика 25 исполнения команды сокращения блока 26 выборочного сокра щения участка выработки изделия соединены с логическим нулем. Выход коммутатора 24 соединен с R-входом триггера 27 сокращения, S-вход которого соединен с выходом датчика 25.
Единичный выход триггера 27 соединен с третьими входами элементов 4, 8, 15 и с первым входом первого логического элемента и-НЕ 28, первым входом первого логического элемента И-НЕ 28.
Вторые входы элементов 27 и 28 соединены соответственно с х- и у-выходами синхронизатора.
Выход элемента 28 соединен с первым входом логического элемента И-НЕ 29, второй вход которого соединен с Н-выходом синхронизатора.
Выход элемента 29 соединен с R-BXOдами второго триггера.
Устройство nporpajiMHoro управлени кругловязальной машиной работает следующим образом.
При подаче напряжения в момент времени t срабатывает блок 7 контроля стартового положения рабочих органов и устанавливает схему в исхоное состояние. Блок 3 управления включает механизм б привода распределительного барабана. Кроме того, срабатывает датчик 25 и устанавливает триггер 27 в исходное состояние.
В момент времени t кругловязальная машина устанавливается в исходное положение, блок 7 по первому выходу выдает единичный сигнал, разрешающий прием и переработку сигналов от датчика 9 углового положения игольного цилиндра.
С приходом первого рабочего импульса в момент времени t2 на Z 2-выходе синхронизатора 2 появляется нулевой сигнал,который через элемент ИЛИ-НЕ 19 включает цепь 20 отключения механизма 6.
Второй импульс от датчика 9 в момент времени t вызывает появление единичного сигнала по Z 1-выходу синхронизатора 2, который переключает триггер 10 в рабочее состояние и через формирователь-усилитель 11 отключает аппаратуру 12 управления электроприводом.
В момент времени t включается коммутатор 24 сокращения участка выработки изделия. При этом триггер 27 переходит в нулевое состояние и нулевым выходным сигналом через элемент. И 15, триггер 10, формирователь-усилитель 11 включает аппаратуру. 12,бло кирует элемент 8, переключает элемент й-НЕ 28 и через элемент 4 подго тавливает к включению цепь 5 включе ния механизма 6. i На входе элемента И-НЕ 29 оказываются два единичных сигнала. Элемен 29 переключается и переключает триг гер 13. На единичном выходе триггера 13 появляется нулевой сигнал,кото рый проходит через элемент и 14 на R-выход синхронизатора 2, устанавливает синхронизатор.2 в нулевое состояние, запускает цепь 5 включения механизма 6 привода распределительно го барабана. После установа синхронизатора 2 в нулевое состояние, на его Н-выходе появляется нулевой сигнал, которы переключает триггер 13 в рабочее сое тояние и блокирует элемент 29. По первому выходу синхронизатора 2 выда ется сигнал счета на блок 1 задания программы. Распределительный барабан проталкивается на один шаг. Сигнал от датчика 9 в момент времени tg. через эле мент 8 на счетный вход синхронизатора не проходит. В момент времени tg срабатывает датчик 25 сокращения, устанавливающий Tpiirrep 27 в рабочее состояние. Триггер 27 BifUjaeT единичный сигнал на входы элементов 4,8,15 и 28. Очередной импульс от датчика 9 в момент времени t, вызывает появление нулевого сигнала на Z 2-выходе синх ронизатора 2. При наличии на выходе 18 шифратора 16 команды на отключение механизма 6, нулевой сигнал появ ляется на выходе элемента 19. Этот сигнал по цепи 20 передается на обмотку 22 электромагнита 23 и отключа ет механизм 6 распределительного барабана. Следующий импульс в момент времени tg вызывает появление нулевого сигнала на Z 1-выходе синхронизатора 2, отключающего по .вышеуказанной цепи аппаратуру 12. С момента времени t устройство программного управления кругловязаль ной машиной работает в известном режиме выработки изделия по программе, заложенной в блоке 1 задания про граммы. При малых единичных шагах,контролируемых датчиком 9 углового положения игольного цилиндра, когда сигнал на счет импульсов приходит раньше сигнала о выполнении команды сокраще ния от датчика 24, возможно ложное срабатывание логического элемента И-НЕ 29. в этом случае первый вход логического элемента И-НЕ 28 выполняется импульсным, срабатывающим от отрицательного перепада напряжения на единичном выходе триггера 27 сокращения участка выработки изделия. Формула изобретения Устройство программного управления кругловязальной машиной, содержащее блок задания программы, первым выходом соединенный с первым входом синхронизатора, первый выход кбторого связан с первьпу входом первого триггера, а второй - с первым входом второго триггера, единичный выход которого через первый вход первого элемента И подключен к блоку управле.ния, второй вход первого элемента И и первые входы первого и второго элементов И-НЕ и второго элемента И соединены с первым выходом блока контроля стартового положения рабочих органов, вторым выходом через первый вход блока задания программы, шифратор, первый вход первого элемента ИЛИ-НЕ и второй вход второго элемента И-НЕ, связанного с механизмом привода распределительного барабана, датчик уг- лового положения игольного цилиндра через второй вход первого элемента И-НЕ, соединенный со вторым входом синхронизатора, третий выход которюго через второй вход второго элемента И и второй вход первого триггера связан с аппаратурой управления двигателем, четвертый выход синхронизатора .подключен ко второму входу зле.мента ИЛИ-НЕ, а пять1й выход синхронизатора электрически связан со вторьом входом блока задания программы, отличающееся тем, что,с целью повышения качества управления, оно имеет блок выборочного сокращения участка выработки изделия, состоящий из триггера сокращения, коммутатора сокращения, датчика исполнения команды сокращения и двух дополнительных элементов И-НЕ, при этом входы коммутатора сокращения и датчика исполнения команды сокращения заземлены, а их выходы через триггер сокращения, первый вход первого дополнительного элемента И-НЕ и первый вход второго дополнительного элемента ИНЕ подключены ко второму входу второго триггера, второй вход первого дополнительного элемента И-НЕ связан с шестым выходом синхронизатора, второй вход второго дополнительного элемента И-НЕ - со вторым выходом синхронизатора, а выход триггера сокращения соединен с третьими входами первого и второго элементов И-НЕ и с третьим входом второго элемента И. Источники информации, принятые вр внимание при экспертизе 1. Авторское свидетельство СССР по заявке 2678970/28-12, 25.11.78.