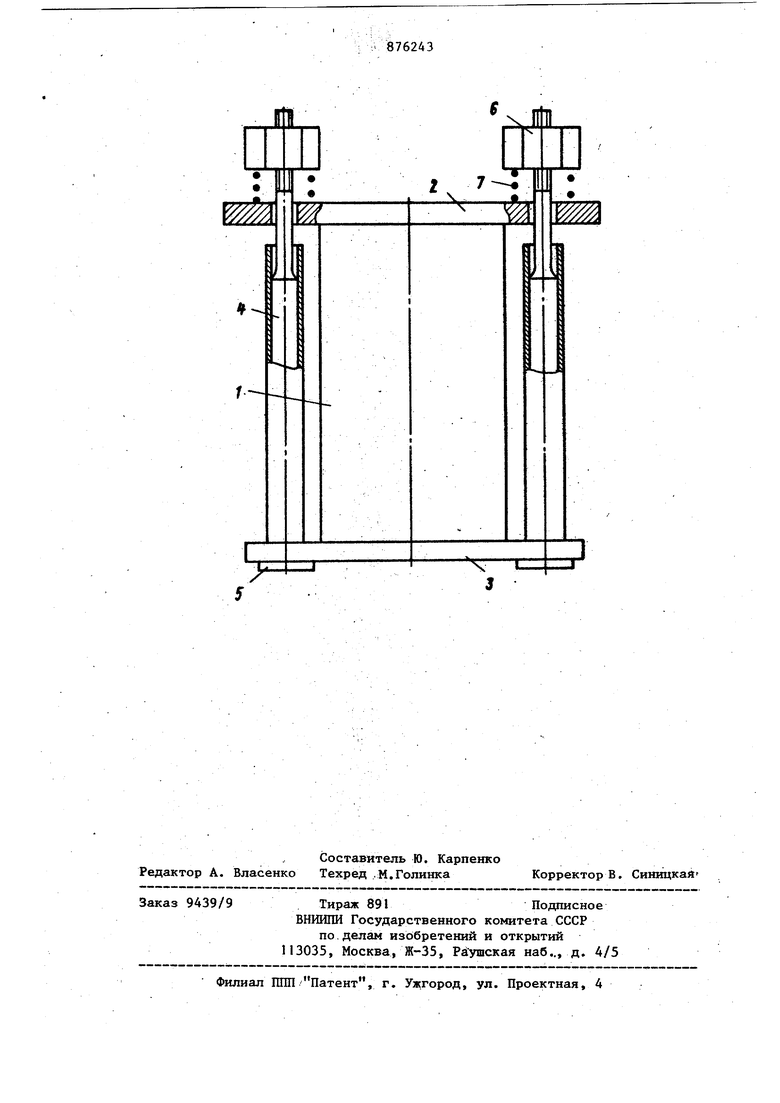
.- Изобретение относится к способу изготовления поверхностных теплообменников, работающих в условиях криогенных температур. Известны способы изготовления поверхностных теплообменников путем образования пакета из металлических пер форированных пластине прокладками и фиксации пакета. Перед образов.анием пакета на рабочие поверхности прокладок наносят клеевой состав на основе эпоксидно-поволачного блок-сополимера, модифицированного толивинил- бутиралем, а фиксируют пакет, спрессовывая его под давлением 10 кг/см -при ступенчатом повышении температуры от 120 до 180 С с вьщержкой на верхнем пределе в течение 6 ч. 0 Многоканальные теплообменники,. изготовленные указанным способом, им ют недостаточную прочность.и герметичность, обусловленные нарушением режима полимеризации клеевого матери ала вследствие нарушения темпа прогрева теплообменника. По основному авт. св. № 707663 известен способ изготовления поверхностного теплообменника, при котором пакет перед прессованием дополнительно нагревают путем продувки каналов инертным газом , Однако в условиях длительного и циклического воздействия на теплообменник криогенных температур в последнем возникают значительные термические напряжения, обусловленные различными козффициентами температурного расширеиия его элементов, что приводит к возникновению трещин и, как следствие, снижению надежности и уменьшению ресурса работы теплообменника. Цель изобретения - повышение надежности и увеличение ресурса. Указанная цель достигается тем, что к пакету после прессования прикрепляют коллекторы, после чего пакет дополнительно фиксируют с помощью стяжных элементов при одновременном охлаждении его до рабочей температуры. На чертеже изображен теплообменник, изготавливаемый согласно предлагаемому, способу с помощью стяжных элементов. Технология способа состоит в следующем. Пакет 1 теплообменника образуют чередованием металлических сеток с изолирующими прокладками. Прокладки вырубают из стеклоткани, на рабочую поверхность которой нанесен напрессовкой на нагретом прессе порошкоооб разный клеевой состав. Собранный из чередующихся слоев сеток и прокладок пакет помещают в пресс-форму,включаю щую вертикальный металлический кожух с обогреваемь1ми стенками и верхнее и нижнее основания-коллекторы для ра номерного распределения горячего газ по каналам теплообменника. Пакет в течение 30 мин- нагревают продзшом го рячего газа до 2(fc и выдерживают в полимеризационной камере при этой те пературе 3ч, К моменту перехода расплавленного клея в гель производят первое прессо вание под давлением JO кгс/см, затем прх)гр евают горячим газом пакет до в течение 30 мин и производят подпрессовку с Pj далее па,кет 1 вьщерживают при 6 ч в полимеризационной камере до полного отверждения клея. После прессования к пакету J прикрепляют коллекторы 2 и 3, после пакет 1 дополнительно фиксируют 34 с помощью стяжных элементов 4, снабженных опорными плоскостями 5, раз- . меренными на коллекторе 3 г холодном, гайками 6 и пружинами 7, размещенньп4и на коллекторе 2 - горячем. Пакет 1 фиксируют затяжкой гаек 6 до устранения зазора в пружинах 7 при одновременном охлаждении его до рабочей температуры. Низкотемпературная фиксагшя пакета 1 с коллекторами 2 к 3 позволяет разгрузить клеевые илк паяные швы, соединяювще металлические сетки с прокладками от воздействия растягивающих усилий, резко ограничить деформацию пакета 1 при циклах охлаждениеотогрев, благодаря чему повышается эксплуатационная надежность и ресурс работы теплообменника. Формула изобретения Способ изготовления - поверхностного теплообменника по авт.св.№707663, отличающийся тем, что, с целью повьшения надежности и увеличения ресурса, к пакету после.прессования прикрепляют коллекторы, после чего пакет дополнительно фиксируют с помощью стяжных элементов при одновременном охлаждении его до рабочей температуры.; . ИсточникН информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 466062, кл. В 21 D 53/04, 1973. 2.Авторское свидетельство СССР № 707663, кл. В 21 D 53/04, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поверхностного теплообменника | 1979 |
|
SU882686A2 |
| Способ изготовления поверхностного теплообменника | 1978 |
|
SU707663A2 |
| ТЕПЛООБМЕННИК И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 1995 |
|
RU2110351C1 |
| Сборный пуансон для штампования древесины | 2018 |
|
RU2694434C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 1994 |
|
RU2064736C1 |
| ТРЕХСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ | 2006 |
|
RU2344246C2 |
| Способ склеивания теплостойких материалов | 1982 |
|
SU1106825A1 |
| Способ изготовления композиционной фанеры | 1989 |
|
SU1761468A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2345510C1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ И БАТАРЕЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2328060C1 |