Изобретение относится к деревообрабатывающей промышленности, а именно к инструментам для штампования (местного неравномерного прессования), применяемым с целью получения рельефных отпечатков в заготовках из древесины и древесных материалов. Преимущественной областью применения устройства является производство клееных деталей и сборочных единиц мебели, окон, дверей, деревянных домов и других изделий интерьера и экстерьера с использованием шиповых клеевых соединений, а также производство декоративных изделий с рельефной поверхностью.
В настоящее время формирование рельефов на поверхностях заготовок из древесины и древесных материалов за счет обработки давлением осуществляется преимущественно с использованием цельных металлических инструментов - штампов, пуансонов, тиснильных роликов.
Обработка заготовок проходным способом тиснения на тиснильных станках, посредством рельефных роликов, предназначена для формирования ленточных рельефных орнаментов с подпрессовкой поперек волокон на погонажных заготовках и не позволяет обрабатывать торцы брусковых заготовок в направлении вдоль волокон.
Заготовки брускового и щитового типа обрабатываются, как правило, позиционным способом, поперек волокон древесины, на прессах с использованием дорогостоящих цельнометаллических штампов (пуансонов).
Известный способ формирования элементов шиповых соединений на торцах деревянных заготовок (патент РФ 2471614, МПК B27F 1/00, заявл. 25.04.2011, опубл. 10.01.2013), путем их прессования вдоль волокон древесины, основан на использовании пуансона с профилем, соответствующим форме элементов шиповых соединений.
Недостатком указанного пуансона является отсутствие возможности получения разнообразных рельефов одним и тем же инструментом.
Известны конструкции цельных металлических штампов с выгравированными на них рисунками (Орлова Ю.Д. Отделка изделий из древесины / «Высшая школа», 1968. - 280 с., с. 239-240), предназначенных для прессования рельефов поперек волокон древесины высотой не более 2 мм на поверхности древесины, с углублениями в штампе, выбранными под углом 40÷60°.
Недостатками данной конструкции являются ограничение назначения инструмента для обработки древесины поперек волокон; ограничение глубины получаемого рельефа (максимум 2 мм); отсутствие возможности получения разнообразных рельефов одним и тем же инструментом.
Известна конструкция штампа (патент РФ 2163547, МПК В44С 1/24, В27М 3/18, заявл. 26.06.2000, опубл. 27.02.2001), снабженного фигурными контурообразующими просечками с острыми кромками для перерезания древесины по контуру рисунка, предназначенного для получения декоративного изображения на поверхности изделий из дерева способом горячего прессования пропитанных карбамидом заготовок.
Недостатками данной конструкции являются ее высокая стоимость, связанная с необходимостью дорогостоящего формирования рельефа в инструменте, например, на фрезерных металлорежущих станках с ЧПУ; повышенная сложность изготовления, связанная с необходимостью дополнительного крепления просечек с острыми кромкам, которые к тому же требуют периодической перезаточки; преимущественное назначение конструкции для прессования древесины поперек волокон.
Известна конструкция штампа (патент РФ 2040391, МПК В27М 1/06, заявл. 25.05.1992, опубл. 25.07.1995), выполненного из набора (пакета) стержней с фиксаторами устранения их смещений относительно друг друга в продольных направлениях; пакет при этом скреплен муфтой с рукояткой. Изобретение используется в качестве штампа для предварительного выжигания рельефа с последующим вырезанием его мелких деталей ножом. Сущность изобретения: стержни закрепляются в положении, «зеркальном» рельефу будущего изделия, фиксируются относительно друг друга с помощью выступов с одной стороны стержней и углублений с противоположной стороны, стянуты муфтой. Инструмент во время использования нагревают над пламенем или иначе и с помощью ручки прижимают к поверхности дерева.
Недостатком данной конструкции является сложность изготовления пазов и выступов в поперечном сечении стержней, увеличивающая стоимость изготовления инструмента; отсутствие фиксации стержней в продольном направлении, что позволяет пользоваться инструментом только в качестве нагреваемого инструмента для объемной пиротипии при небольших усилиях давления и ограничивает сферу применения штампа в обработке древесины давлением со значительными усилиями.
Наиболее близким по технической сущности и достигаемому результату к заявляемому техническому решению является конструкция устройства для декоративной обработки изделий (патент SU 1602762 А1, МПК В44В 5/00, заявл. 08.07.88, опубл. 30.10.90), содержащая термопресс в виде расположенных на стержнях отдельных элементов, с возможностью их поворота и фиксации. Устройство позволяет осуществлять быструю установку формирующих элементов в одну из двух позиций (заостренным или плоским концом вниз), что дает возможность получать их разнообразные компоновки и, соответственно, разнообразные рисунки на прессуемой заготовке.
Недостатками данной конструкции являются ограничения по форме сечения прессующих элементов, близкой к круглому или прямоугольному сечению, что не позволяет получать элементы шиповых соединений деревянных заготовок; отсутствие регулировки высот выступов элементов относительно прессуемой заготовки, а следовательно, и глубины получаемых отпечатков.
Технический результат изобретения состоит в упрощении технологии изготовления и обслуживания пуансона; обеспечении возможности его применения при прессовании древесины с целью получения элементов шиповых соединений или рельефного декора со значительными усилиями, в том числе вдоль волокон; обеспечении возможности применения одного и того же инструмента для получения отпечатков нескольких форм и размеров.
Технический результат достигается тем, что в отличие от известных устройств, конструкция пуансона является сборной, состоит из нескольких отдельных прессующих элементов и прокладок между ними, соединенных между собой на крепления, с возможностью регулировки по ширине выступов прессующих элементов от 1 до 50 мм и высот выступов прессующих элементов от 1 до 160 мм, что позволяет осуществить формирование контррельефов в заготовках из древесины, в том числе вдоль волокон.
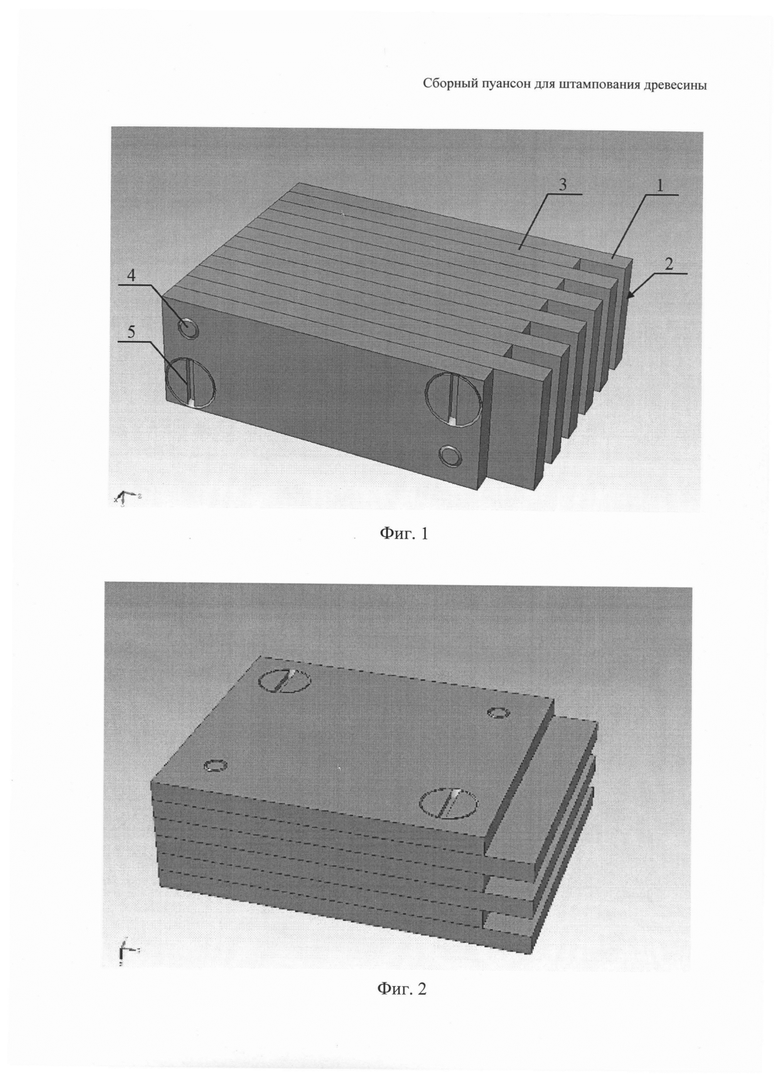
Сущность изобретения поясняется фиг. 1-4, на которых показаны некоторые варианты устройства сборных пуансонов.
Принцип устройства конструкции можно рассмотреть на примере фиг. 1. Прессующие элементы 1 с рабочими поверхностями 2 собраны в пакет с прокладками 3, закреплены между собой с помощью резьбовых соединений 5 и штифтов 4, обеспечивающих высокую прочность крепления, требуемую при прессовании древесины, в том числе вдоль волокон. Данный пуансон предназначен для формирования проушин в торцах деревянных заготовок с целью получения ряда открытых прямоугольных шипов для клеевого соединения по длине с вертикальным направлением шипов.
При необходимости кратного увеличения ширины проушин пуансон разбирается, прессующие элементы 1 группируются по несколько штук в зависимости от требуемой кратности, далее собираются в пакет с промежутками из сгруппированных в соответствии с кратностью прокладок 3, затем пакет вновь фиксируется шпильками и закрепляется резьбовыми соединениями.
Например, при необходимости увеличения ширины проушин в два раза пуансон разбирается, прессующие элементы 1 устанавливаются по два с промежутками из сдвоенных прокладок 3, затем пакет вновь фиксируется штифтами и закрепляется резьбовыми соединениями. За счет данной перестановки достигается двухкратное увеличение ширины проушин.
Возможная ширина проушин (полученная за счет кратной сборки прессующих элементов) обуславливается лишь требованиями к получаемому профилю и может составлять при получении шиповых соединений до половины ширины пуансона, а соответственно, и ширины обрабатываемых заготовок. На практике ширина склеиваемых заготовок не превышает 100 мм (Волынский В.Н. Технология клееных материалов: Учебно справочное пособие. - СПб.: Профи, 2009. - 392 с.).
При необходимости увеличения высоты формируемых шипов (глубины проушин) пуансон разбирается, прессующие элементы 1 выставляются на большую величину относительно прокладок 3, затем пакет вновь фиксируется штифтами и закрепляется резьбовыми соединениями. Для осуществления данной перекомпоновки деталей пуансона в каждом из прессующих элементов 1 должен быть заранее просверлены ряды отверстий по одной оси для каждой крепежной детали, позволяющих их перезакрепление в требуемом положении. На практике высота шипов в заготовках для склеивания по длине не более 50 мм (ГОСТ 19414-90 Древесина клееная массивная. Общие требования к зубчатым клеевым соединениям), в заготовках для угловых шиповых соединений - не более 160 мм (ГОСТ 6855-88 Деревообрабатывающее оборудование. Станки шипорезные рамные. Основные параметры. Нормы точности. Терминология).
При использовании пуансона для прессования древесины вдоль волокон прессующие элементы пуансона не требуют перезаточки в связи с преобладающими процессами скалывания и сдвига (а не перерезания) волокон древесины, что упрощает технологию обслуживания инструмента.
На фиг. 2 показан пример конструкции сборного пуансона для формирования открытых прямоугольных шипов в торцах деревянных заготовок с целью получения клеевого соединения по длине с горизонтальным направлением шипов.
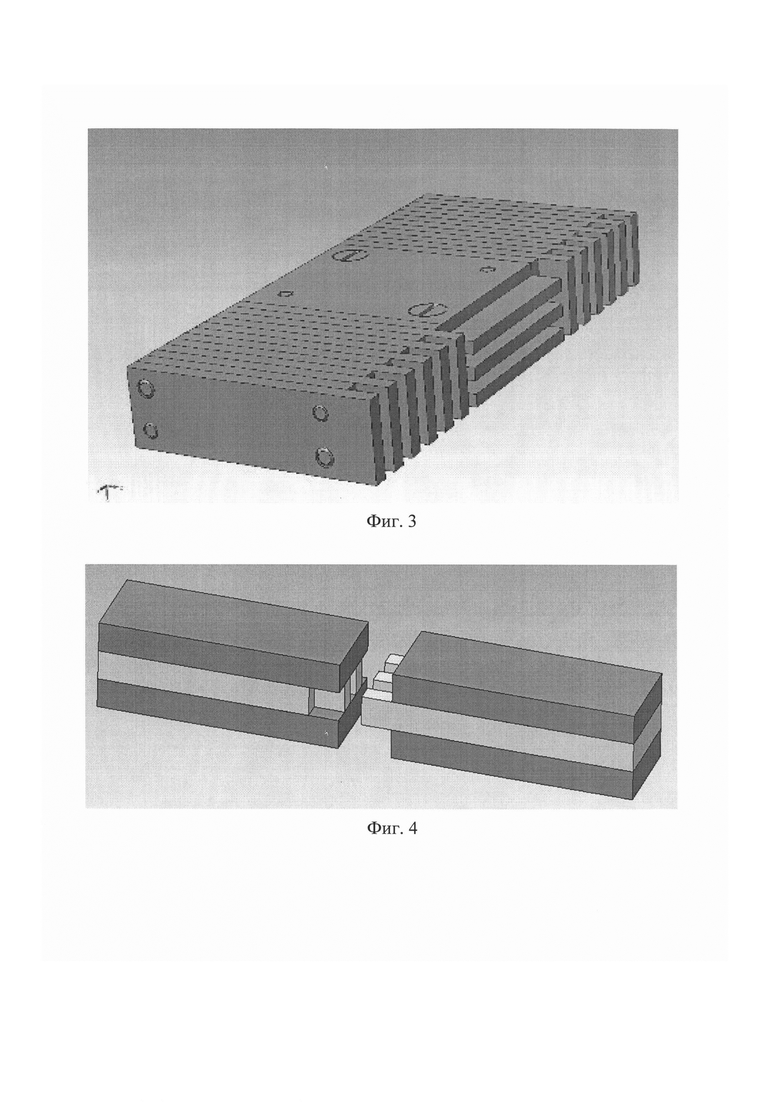
На фиг. 3 показан пример конструкции сборного пуансона для формирования открытых прямоугольных шипов в торцах деревянных заготовок с целью получения клеевого соединения по длине с комбинированным горизонтальным и вертикальным направлением шипов, позволяющим повысить прочность клеевого соединения во взаимно перпендикулярных направлениях.
На фиг. 4 показан пример конструкции комплекта сборных пуансонов, предназначенного для формирования закрытых прямоугольных шипов в торцах деревянных заготовок с целью получения закрытого клеевого соединения по длине. Крепления деталей условно не показаны.
Пример 1.
Пуансон с конструкцией по фиг. 1 предназначен для формирования ряда типоразмеров шиповых соединений в деревянных заготовках, отличающихся высотой и шагом шипов в зависимости от последовательности сборки пакета деталей пуансона. Прессующие элементы, изготовленные из металлических полос толщиной 2,2 мм, шириной 12 мм, длиной 80 мм имеют плоские рабочие торцовые поверхности и предназначены для формирования стенок и торцев проушин шиповых соединений. В прессующих элементах просверлено по два ряда крепежных отверстий диаметром 3 мм с шагом 10 мм под установку штифтов и винтов с целью крепления при сборке пуансона на требуемую высоту выступа (глубину проушины). В качестве прокладок использованы детали из паронита толщиной 2 мм. Сборка пакета деталей осуществляется на два штифта и два винтовых соединения.
В первом варианте сборки пуансон предназначается для формирования шести прямоугольных мини-шипов в торцах деревянных заготовок сечением 12×25,5 мм, с шириной проушины В=2,2 мм, шагом шипа 4,2 мм, глубиной проушины 10 мм. Пакет формируется поочередно из прессующих элементов и прокладок, фиксируется на два штифта 4, крепится на два винта 5. Пуансон в сборе закрепляется на рабочем органе пресса, внедряется в деревянную заготовку вдоль волокон древесины, формируя профиль прямоугольных мини-шипов, а затем извлекается из заготовки.
В следующем варианте сборки пуансон предназначается для формирования трех прямоугольных шипов в торцах деревянных заготовок сечением 12×25,5 мм, с шириной проушины В=4,4 мм, шагом шипа 8,4 мм, глубиной проушины 20 мм. Для этого перед сборкой пуансона прессующие элементы 1 компонуются по два, прокладки 3 также устанавливаются по две. Торцы прессующих элементов 1 выставляются на величину 20 мм за счет перемещения их на шаг между крепежными отверстиями. Пакет фиксируется на два штифта 4, крепится на два винта 5. Пуансон в сборе закрепляется на рабочем органе пресса, внедряется в деревянную заготовку вдоль волокон древесины, формируя профиль прямоугольных шипов, а затем извлекается из заготовки.
Пример 2. Пуансон предназначен для формирования контррельефа на декоративном изделии из древесины. В качестве прессующих элементов используют металлические детали с фигурными рабочими поверхностями, которые предназначены для формирования рельефного отпечатка в декоративной деревянной детали. В качестве прокладок применяют металлические детали. Пакет формируется в основном из прессующих элементов в нужной последовательности, позволяющей получить требуемый профиль рисунка, с установкой прокладок в нужных местах. Сборка пакета деталей осуществляется на четыре винтовых соединения. Пуансон в сборе закрепляется на рабочем органе пресса, внедряется в деревянную заготовку вдоль волокон древесины, формируя декоративный контррельефный отпечаток, а затем извлекается из нее.
Изобретение позволяет упростить технологию изготовления и обслуживания пуансона; обеспечить возможность его применения при прессовании древесины с целью получения элементов шиповых соединений или рельефного декора со значительными усилиями, в том числе вдоль волокон; обеспечить возможность получения отпечатков нескольких типоразмеров при применении одного и того же комплекта деталей пуансона за счет их перекомпоновки.
Изобретение относится к деревообрабатывающей промышленности, в частности к инструментам для штампования заготовок из древесины. Сборный пуансон для штампования древесины состоит из прессующих элементов, прокладок между ними и креплений. Прессующие элементы имеют возможность регулировки по ширине выступов прессующих элементов от 1 до 50 мм и высоте выступов прессующих элементов от 1 до 160 мм при формировании необходимого профиля пуансона. В прессующих элементах и прокладках имеются ряды отверстий, расположенных по одной или нескольким осям, служащие для закрепления пакета деталей в нужном положении при сборке пуансона. В качестве креплений используются резьбовые и штифтовые соединения. Упрощается технология изготовления и обслуживания пуансона. 6 з.п. ф-лы, 4 ил.
1. Сборный пуансон для штампования древесины, состоящий из прессующих элементов, прокладок между ними и креплений, отличающийся тем, что прессующие элементы имеют возможность регулировки по ширине выступов прессующих элементов от 1 до 50 мм и высоте выступов прессующих элементов от 1 до 160 мм при формировании необходимого профиля пуансона, причем в прессующих элементах и прокладках имеются ряды отверстий, расположенных по одной или нескольким осям, служащие для закрепления пакета деталей в нужном положении при сборке пуансона, а в качестве креплений используются резьбовые и штифтовые соединения.
2. Сборный пуансон по п. 1, отличающийся тем, что прессующие элементы изготовлены из инструментальных материалов.
3. Сборный пуансон по п. 1, отличающийся тем, что прокладки изготовлены из неметаллических прокладочных материалов, в том числе паронита.
4. Сборный пуансон по п. 1, отличающийся тем, что прессующие элементы имеют плоские рабочие торцы, позволяющие формировать отпечатки с плоским дном, в том числе в виде глухих отверстий, проушин и гнезд под шипы.
5. Сборный пуансон по п. 1, отличающийся тем, что прессующие элементы имеют рельефные рабочие торцы, позволяющие формировать декоративные контррельефные отпечатки.
6. Сборный пуансон по п. 1, отличающийся тем, что выполнен с возможностью разогрева для осуществления процесса горячего прессования древесины.
7. Сборный пуансон по п. 1, отличающийся тем, что выполнен с возможностью нанесения на его поверхности веществ, позволяющих улучшить процесс формирования рельефа, в том числе смазывающих, антиадгезивов.
| ШТАМП ДЛЯ ВЫЖИГАНИЯ | 1992 |
|
RU2040391C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041809C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО ИЗОБРАЖЕНИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ДЕРЕВА | 2000 |
|
RU2163547C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕМЕНТОВ ШИПОВЫХ СОЕДИНЕНИЙ ДЕРЕВЯННЫХ ЗАГОТОВОК | 2011 |
|
RU2471614C1 |
| Устройство для прессования древесины | 1988 |
|
SU1703464A1 |
| EP 1415778 A2, 06.05.2004. | |||

