I
Изобретение относится к литейному производству и может быть использовано для производства изделий, имеющих форму оболочек вращения (обтекатели движущихся объектов, брони-, рованные колпаки и др.).
Известны способы получения оболочек из расплава литьем в неподвижные формы. Их недостатком является невозможность образования в оболочке слоистой структуры, позтому в оболочках не реализуется прочность, присущая многослойным материалам. Так, при толщине слоя в 1-0,1 мкм, прочность йа разрыв слоистых материешов в 1,5-2 раза превышает ту максимальную прочность, KOTOpyTOiимеют наклепанные то/ тослойные материалы l.
Известен способ., получения многослдйных изделий, включающий регулируемое и поступательное перемещение в горизонтальной плоскости струи сплавов при заливке их в форму, при котором струю сплава перемещают возвратно-поступательно, а форму двигают в перпендикулярном направлении. По способу получают равномерные по толщине слои. Сплавы не смешиваются во время литья 2..
Недостаток способа в том, ч,то он не обеспечивает- получение оболочек, кроме того, слои в изделиях толще 1 мм, а для проявления масштабных эффектов прочности за счет слоистости нужны слои в 100-1000 раз более тонкие.
Наиболее близким к предлагаемому является способ получения оболочки
10 из расплава, заключающийся в том,что расплав подают в полость центробежной изложницы свободной струей с перемещением падения струи вдоль образующей полости .
15
Недостаток способа в том, что он не увеличивает прочности оболочки путем обеспечения ее слоистости.
Известно устройство, содержащее станину, центробежную изложницу с
20 прибором, литейное сопло с питающими литейными каналами и литейные ковши с регуляторами гишэостатического давления расплава 4 J
Недостаток зтого устройства в том,
25 что оно не увеличивает прочность оболочки путем обеспечения ее слоистости .
Цель изобретения - увеличение прочности отливок путем обеспечения
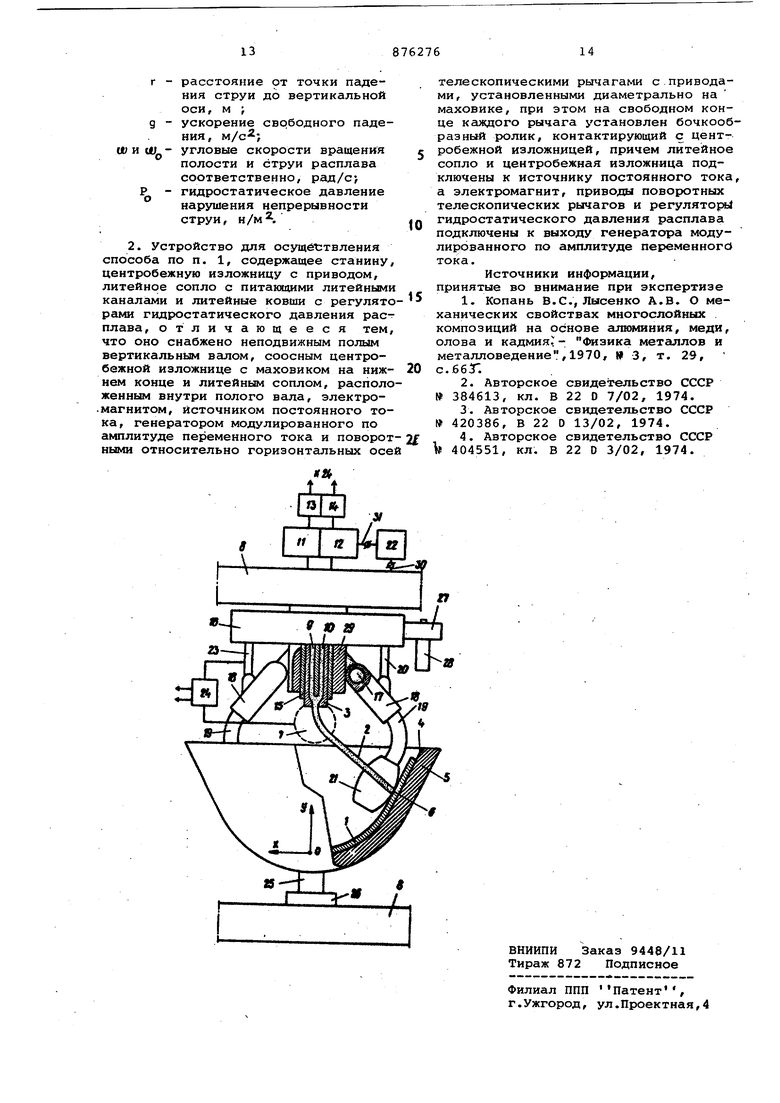
30 слоистости отливок. Поставленная цель достигается тем что в способе получения оболочки из расплава, включающем подачу свободной струи расплава из литейного сопла в полостьвращаемой центробежной изложницы и перемещение точки падения струи вдоль образующей изложницы струю составляют из разнородных расплавов,- пропускают вдоль нее ток, по дают ее в полость изложницы через горизонтальное магнитное поле, вращаемое вокруг вертикальной оси в направлении, противоположном вращению центробежной изложницы,причем на расплав в изложнице воздействуют роликом и изменяют величину напряженно ти магнитного поля синхронно с изменением гидростатического давления в сопле по соотношению: .. d-r CuU4Wo) Ч гидростатическое давление, в сопле, удельный вес расплава, н/м г - расстояние от падения струи до вертикальной оси, м; g ускорение свободного падения м/сек , СУ и - угловые скорости вращения полости и струи расплава, соответственно, рад/сек; гидростатическое давление нарушения непрерывности струи н/м. Для осуществления способа получения отливок предложено устройство, содержащее станину, центробежную из ложницу, литейное сопло с питанвдими литейными каналами и литейные ковши с регуляторами гидростатического дав ления расплава, которое снабжено неподвижным полым вертикальным валом, соосным центробежной изложнице с маховиком на нижнем конце и литейным соплом, расположенным внутри.полого вала, электромагнитом, источником постоянного тока, генератором модули рованного по амплитуде переменного тока и поворотными относительно гори зонтальных осей телескопическими рычагами с приводами, установленными диаметргшьно на маховике, при этом на свободном конце каждого рычага ус тановлен бочкообразный ролик, контактирующий с центробежной изложнице причем литейное сопло и центробежная изложница подключена к источнику по тоянного тока, а электромагнит, при воды поворотных телескопических рыч гов и регуляторы гидростатического давления расплава подключены к выходу генератора, модулированного по амплитуде переменного тока. Составление струи из разнородных расплавов позволяет сформировать в струе разнородные участки. В резуль тате прокатки эти участки превращаю ся в плоские образования, формируя слоистый материал со структурой типа рыбьей чешуи. Эта структура обеспечивает такое же упрочнение,, как и структура с непрерывными слоями. Кроме того, введение разнородных расплавов в одну струю приводит к интенсивному перемешиванию металлов, что способствует получению мелкодисперсности, важной для упрочнения слоистого материала. Подача струи в полость через горизонтальное магнитное поле и пропускание вдоль струи электрического тока позволяет создать магнито-гидродинамические силы, изгибающие струю в сторону от вертикали. Вращающееся магнитное поле обеспечивает вращение струи. Прокатка расплава на полости замораживает его, снижает усилие прокатки и предотвращает пористость оболочки. Кроме того, прокатка расплава непосредственно на полости предотвращает образование ликвации,ибо от моментаистечения тртруи из сопла до замораживания расплава проходят сотые - тысячные доли секунды, за которые не успевают пройти диффузионные процессы. Изменяя величину магнитного поля, изменяют магнитогидродинамическую силу, отклоняющую струю от вертикали, поэтому точка падения струи перемещается на полости вдоль ее образующей и струя расплава последовательно описывает все участки полости, наращивая оболочку. Вращение магнитного поля в сторону, противоположную вращению изложницы, позволяет согласовать линейную скорость струи со скоростью изложницы и уменьшить дробление струи на капли при ударе об полость изложницы, что уменьшает пористость оболочки. Синхронность в изменении магнитного поля и гидростатического давления Р позволяет поддерживать согласование скорости струи относительно полости при малых г. Идеальный ва-) риант - равенство скорости движения полости в месте падения струи и скорости истечения струи. При малых г линейная скорость полости стремится к нулю. Скорость струи, однако, нельзя уменьшить до нуля, поскольку она потеряет непрерывность, разорвется на капли в полете и перестанет быть управляемой магн 1тогидродинамичёскими силами. Поэтому при малых г нужно, чтобы Р Рр. Применение электромагнита и включение сопла и полости к источнику постоянного тока позволяет отклонять струю расплава от вертикали на угол, определяемый величиной токов, протеканядих через струю расплавов и катушки электромагнита. Кроме того, ток предотвращает затвердевание струи в полете. Установка электромагнита на махевике позволяем вращать струю распла ва по конической поверхности с осью конуса, совпадающей с осью вертикал него вала. Установка прокатных роликов позво ляет расплющивать струю расплава и проковывать слои металла во время затвердевания. Бочкообразность роликов позволяет прокатывать расплав на участках полости, имеющих различг ную кривизну поверхности. Приводы рычагов обеспечивают качание рычагов в плоскости, проходяще через вертикальный вал, а телескопич ность рычагов позволяет роликам соприкасаться с полостью при любом угле отклонения рычагов от вертикгШй, так обеспечивается прокатка кристаллизующегося расплава в любом месте оболочки. Подключение приводов телесокпичес ких рычагов, регуляторов гидростатического давления и электромагнита к выходу генератора позволяет совместить путь прокатных роликов с траекторией укладки струи расплава на обо лочке и приблизить скорость струи к скорости полости в месте ее паде- ния иа полость. Модулирование по амплитуде переменного тока дает возможность утолщать участки оболочки (за счет более густой укладки струй расплава) по определенной программе. Все в целом увеличивает прочность оболочки путем обеспечения ей слоистости. ,, На чертеже представлена схема уст ройства для осзлвдествления предлагаемого способа получения отливок. Способ получения отливок 1 из рас плава включает подачу свободной струи 2 расплава из литейного сопла 3 в полость 4 центробежной изложницы 5 с перемещением точки падения б струи 2 расплава вдоль образующей по лости 4. Свободную струю 2 расплава состав ляют из разнородных расплавов и пода .ют ее в полость 4 через горизонтальное магнитное поле электромагнита 7, вращающееся вокруг вертикальной оси ОУ в направлении, противоположном врецдению полости 4, причем на расплав воздействуют роликом, а точку падения б струи 2 перемещают вдоль образующей изложницы 5, изменяя BeViH чину напряженности магнитного поля электрома,гнита 7 синхронно с извинением гидростатического давления Р в сопле 3. Для осуществления способа предложено устройство, содержащее станииу 8, карусельную центробежную изложницу 5,, литейное сопло 3 с питающими литейными каналами 9 и 10 и литейные ковши 11 и 1 с регуляторами 13 и, 14 гидростатического давления расплава. Литейное сопло 3 расположено внутри неподвижного полого вертикального вала 15 с маховиком 16 на нижнем конце, соосного карусельной центробежной изложнице 5. На маховике 16 установлены диаметрально противоположно поворотные относительно горизонтальных осей 17 телескопические рычаги 18 и 19 с приводами 20 и раз- мещен центрально электромагнит 7,магнитные силовые линии которого перпендикулярны соплу 3. На свободном конце каждого рычага 18 и 19 одет бочкообразный прокатный ролик 21,по- верхность которого соприкасается с полостью 4 карусельной центробежной изложницы 5, а ось лежит в одной плоскости с осью вертикального вала 15. Сопло 3 и изложница 5 подключены к источнику постоянного тока 22 (для этого сопло 3 изолируют электрически от массы всегЬ устройства, а изложница 5 через массу соединена со станиной 8), электромагнит 7,приводы 23 поворотных телескопических рычагов 18-19 и регуляторы 13 и 14 гидростатического давления расплайа подключены к выходу генератора 24, модулированного по амплитуде переменного тока. Устройство для получения оболочки из расплава работает следующим образом. Карусельная центробежная изложница 5 вращается на валу 25. По литейным каналам 9 и 10 из литейных ковшей 11 и 12 под гидростатическим давлением, регулируемым регуляторгьми 13 и 14, в сопло 3 поступают расплавы. Они смешиваются в сопле 3 -и выходят из него в виде струи 2. Струя ударяется о изложницу 5 и через нее начинает протекать электрический ток от источника 22. Через электромагнит 7 проходит ток от генератора 24. Струя 2 отклоняется от вертикали ОУ под действием магнитогидродинамических сил на угол, величина которого определяется напряженностью магнитного поля электромагнита 7, значением тока, протекающего через струю 2 и, KipoMe того, зависит от скорости вылета струи 2 из сопла 3. Угол отклонения рычагов 18 и 19 задается приводами 23, питаемыми от генератора 24. Если генератор 24 дает напряжение, амплитуда которого модулирована по синусоиде, то точка 6 падения струи 2 сканирует вместе с роликом 21 по изложнице 5. При вращении маховика 16 вокруг вала 15 вращаются электромагнит 7 и рычаги 18 и 19.Поэтому струя 2 описывает фигуру, напоминающую в своей средней части конус. Вращают маховик 16 по часовой стрелке (если смотреть на ось ОУ сверху), т.е. в направлении, противооложном направлению вращения изложницы 5. Частицы струи 2 имеют определенную линейную Ькорость вдоль струи Так как струя описывает конус, то она в нижней части изгибается в плос кости, касательной к конусу и попада ет под ролик 21. Угловые скорости вращения (l) и UUo изложницы 5 и струи 2 противоположные, поэтому линейные скорости V частиц струи 2 относитель но поверхности изложницы 5 в точке падения 6 уменьшаются, вследствие чего струя 2 не распадается на мелки капли. Из гидродинамики известно, что скорость вытекания струи из сопла V--VYt2) где V - скорость, м/сёк; g - ускорение свободного падег ния, м/сек ; р - гидростатическое давление в сопле 5, d - удельный вес расплава, н/м . Линейная скорость v конца струи 2 в случае, если бы она не истекала из сопла, а представляла бы собой жесткую изогнутую по форме струи про волоку. (tjo+u)o)y (г) где;г - расстояние от конца струи 2, т.е. от точки падения б струи 2 до вертикальной оси ОУ, м. Условие наименьшего дробления струи 2 будет ,(4) Из алгебраических выражений 2-4 получаем, что 3-V-4aJ «AoV РОднако в процессе сканирования струи 2 по изложнице 5 Vj уменьшается до нуля, Когда струя 2 падает на изложницу по вертикали. Поэтому,согласно (5), Р О, и струя отсутству ет. Чтобы этого не произошло, нужно чтобы давление Р не уменьшалось ниже экспериментально определяемого давле ния , при котором струя еще непрерывна. С учетом этого и выражения (5) получаем формулу (1), указывающуЬ, как нужно согласовывать техноло гические параметры Р, о , tUj, и Р с геометрическим параметром г оболочк 1 для трго, чтобы струя 2 разбивала при«падении на излржницу в наименьш стерени (что, в свою очередь, спосо ствЛгет снижению пористости оболочки уветичению ее прочности). Синхронизовав сканирование роли ков 21 и струи 2 с изменением р путе экспериментального подбора токов, идущих от генератора 24 в электромаг нит 7/ регуляторы 13 и 14 давления расплава и приводы 23, получают обо лочку 1. Ролики 21 прижимаются к обо лочке 1 центробежной силой и пружиной, например, расположенной между астями и торцами свободных концов елескопических рычагов 18 и 19.Поэтому прокатка струи 2 осуществляется по мере ее падения на оболочку 1. Если нужно нарастить в оболочке 1 утолщенный поясок, например у верхней кромки, то токи от генератора 2 изменяют в меньших пределах. Тогда сканирование струи 2 и рычагов 18 и 19 осуществляется в меньших пределах и оболочка 1 утолщается у верхнего края. Пример. Способ получения оболочки из расплава испытан на устройстве со следующими Параметрами. Изложница 5 стальная, охлаждаемая за счет кипения воды, залитой в промежуток между ее стенками, с полостью, имеющей в качестве образующей параболу L у 0,01х Изложница 5 хромирована и полирована. Высота полости ОУ 100 мм, ра- диус по верхнему периметру ОХ 100 мм. Изложница 5 установлена на валу 25 электромотора 26 постоянHOIJO тока с номинальной мощностью 280 Вт при 1200 об/мин. Литейное сопло 3 выполнено из лундовой термопарной соломки с двумя параллельными каналами 9 и 10 диаметром 1,3-1,5 мм каждый. Сопло 3 продето верхним концом сквозь дно алундового тигля по его оси, разделенного алундовой меридиальной перегородкой на две части: левая образует литейный ковш 11, правая - ковш 12. В ковш 11 налит до верха алюминий, в ковш 12 - кадмий (на треть высоты ковша). Верхний конец сопла 3 заглушен, на расстоянии 10 мм от верхнего края алмазной пилой сделано два поперечных распила: один, левый, соединя-, ет канал 9 с расплавом алюминия;второй, правый, соединяет канал 10 с расплавом кадмия. Объем тигля 1,5 л. Тигель вставлен в герметичный стальной стакан, засыпанный футеровкой из окиси алюминия. в«утри футеровки проходит.нихромовый нагреватель мощностью в 2 кВт. Герметизация литейного сопла с ковшами 11 и 12 осуществлена шамотной глиной на жидком стекле. Футеровка сверху также залита . жидким стеклом и обожжена при . Все литейные поверхности тщательно очищены от пыли. В крышку стального стакана вварена стальная трубка диаметром 10 мм, соединяющая полость стакана через электромеханический газовый редуктор (служащий в качестве регулятора гидростатического давления 13 и 14 расплавов) с баллоном, наполненным аргоном. К крышке стального стакана подсоединена через игольчатый кран также трубка, идущая от форвакуумного насоса. Сопло 3 расположено в полости ва ла 15 (изготовленного из немагнитной трубки из нержавеющей стали), теплоизолировано от него асбестовым шнуром. На сопло намотана по всей е длине нихромовая спираль, защищенна шамотной глиной на жидком стекле от разъедания асбестом. На нижний коне сопла одет колпачок,, изготовленный монокристалла окиси магния с отверстием диаметром О,5 мм для формиро вания струи 2. Вал 15 зажат в стани не 8. На станине 8 укреплен и стака с литейными ковшами 11 и 12. На валу 15 насажен на шарикоподшинниках силуминовый маховик 16 (диаметр 200, толщина 23 мм),с фрик ционным приводом 27 и электромотором 28 постоянного тока мощностью 280 а (при 1200 об/мин).Электромотор 28 у реплен на станине 8. На шейке 29 ма ховика 16 прилиты цапфы с осями 17 (диаметр 10 мм), на которые одеты втулки телескопических рычагов18 и 19. Внутри втулок проделаны каналы с квадратным сечением. В них вставле ны свободные концы (сечение 15 х X 15 мм) , изогнутые под пр;-1мым, углом. На двух свободных концах 15 насажено на шарикоподшипниках по одному ролику 21. Ролик изготовлен из чугун .ной сферы диаметром 30 мм, усеченной у полюсов. Когда рычаги 1-8 и 19 опус каются, ролики приближаются друг к другу почти в плотную, за счет этого уменьшается до минимума центральная зона изложницы 5, в которой не осуществляется прокатка (слепая зона) Для устранения налипания расплава на поверхность роликов 21 нанесено покрытие из карбида кремния. Оно нанесено при в среде метилтрихлорсилана с водородом и отполиро вано алмазной пастой. В роликах имеются каналы диаматром 3 мм, параллельные осям роликов Через эти каналы продувается газ, всасываемый турбинкой, укрепленной на торце ролика и вращающейся при вращении самого ролика. Газ охлаждает роликк и шарикоподшипники. Один из роликов прокатывает кристаллизую-: 1ДИЙСЯ расплав сразу после падения расплава на изложницу 5, а другой, диаметрально противоположный первому предназначен для чистовой прокатки метало а. Кроме того, он нужен для балансирования всей системы. На маховике 16 укреплено также два привода. Привод состоит из ревер сивного двигателя мощностью в 10 Вт, кинематически связанного через червячную передачу с толкателем телескопического рычага i8-19. На маховике 16 укреплен также электромагнит 7 с диаметром полюсов 30 мм, катушками в 1000 ампер-витков, расстоянием между полюсами 5 мм. Для того, чтобы катушки не мешали движению рычагов 18-19, ярмо железного сердечника электромагнита удлинено, а катушки укреплены диаметрально противоположно на маховике 16.. Источник постоянного тока 22 (выпрямитель 6В, 1 А) подсоединен одной клеммой к станине 8 (провод 30), а другой клеммой - к расплаву (провод 31). Генератор 24 дает выпрямленное напряжение до 30 В при токе до 1 А синусоидальной формы с регулируемой . частотой в пределах 0,01-10 Гц. Приводы и катушки электромагнита 7 последовательно подсоединены через контактные кольца (укрепленные на шейке 29 маховика 16). К выходу генератора 24. Электромеханический газовый редуктор, служащий регулятором 13-14 гидростатического давления расплава, также подсоединен с выходу генератора 24 параллельно электрической цепи с приводов и электромагнита 7. Устройство работает следующим образом. Загружают куски алюминия и кадмия в литейные ковши 11-12 (в левую и правую половины тигля). Затем продувают систему сжатым воздухом для удаления пыли и герметизируют стальной стакан, в котором расположен тигель. Продувают систему аргоном. Разогревают ковш 11-12 и сопло 3. При появлении капель кадмия на конце сопла включают форвакуумный насос и создают давление .в ковшах 11-12, при котором кадмий не выливается иэ сопла 3. Доводят температуру до . Удаляют из изложницы 5 затвердевшие капли кадмия. Раскручивают с помощью электромотора 26 изложницу 5 до частоты вращения в 800 об/мин, а маховик 16 с помощью привода 27-28 до 300 об/мин (в противоположную сторону). Ролики 21 вначале процесса максимально сближены друг с другом. Выключают форвакуумный насос и увеличивают вручную давление аргона до тех пор, пока появится непрерывная струя 2 (в нашем случае избыточное давление Рд 2 кг/см 20 10 н/м).Включают выпрямитель 22 и доводят ток через струю до 0,15-0,16 А (меньшие токи нежелательны, ибо струя сильно остывает в полете. При больших токах струя дробится на капли за счет магнитогидродинамических сил. Значение тока через струю выбирают экспериментально с учетом упомянутых двух причин. Значение токов меняются,если изменить диаметр струи, газ в изложнице, скорость полета струи, сое- тав расплава). Включают генератор 24 на частоту 0,5 Гц и, плавно меняя ее, добиваются, чтобы витки тв Рдеющего расплава ложились на изложницу
5рядом друг с другом. Чем выше частота генератора 24, тем реже ложатся витки. При частоте 5 Гц наше устройQTBO лабораторного типа не успевает следить за этой частотой из-за инерционности рычагов 18-19 с роликами 21.
Отрегулировав частоту тока, регулируют его амплитуду до тех пор,пока струя и ролики будут иметь амплитуду качания, доходящую почти до верхнего края полости изложницы 5. Амплитуду тока регулируют совместно с подстройкой регулятора 13-14.
Максимальное давление Р аргона в системе составляло 4 кг/см. Если его превышали, то струя 2 при ударе
06изложницу 5 сильно раздроблялась. Объемное содержание компонент в струе 2 расплава отрегулировали заранее, вдвигая в канал 10 кварцевое волокно на определенную длину и изменяй таким образом сопротивление канала. Однако в устройстве заводского типа целесообразно брать два отдельных ковша с раздельным регулирование давления аргона с помощью двух регуляторов 13-14.
Отрегулировав устройство, ведут процесс, пока толщина оболочки 1 не достигнет запланируемой величины. После этого устройство останавливают, производят операции в обратном пор1ядке. Изложницу 5 снимают с ваша 25, вытаскивают из устройства, переворачивают, вытряхивая из нее отливку. Затем изложницу 5 устанавливают на место, заливают в ее каналы охлаждающую воду и начинают производство
новой оболочки.
.Рассчитаем некоторые параметры процесс по опыту получения оболочки дО из расплава алюминий-кадмий.
Согласно выпажению (2), минимальная скорость струи 2
/ 2-to-2.0.1(FL ,л I
-- 45
Максимальная скорость истечения
- ,;,ш,„„„,,
При вычислении подставляли в (2) 50 плотность С5 4,2 г/смЗ 4210 н/м. Это Плотность, определенная экспериментально при изучении полученной на установке оболочки.
Согласно выражению (3), максимсшь-ег нов значение скорости при г 100 мм буДет
Ж (800 ОБ / iwwH+зоо off/мин) 2Я; сек о,Ы -И НсеИ Q
Следовательно, выражения (1) и (4). выполнены на краю оболочки 1 (при наибольших г). Поэтому слоистый материал оболочки 1 должен быть наиболее прочным у верхнего края оболочки. «
Выла получена оболочка толщиной стенки в 5 мм. Она была разрезана на образцы для исследования. Оказалось, что прочность на разрыв материала у краев оболочки равна 20 кг/мм Я в центральной части - 12 кг/мм , в средней - 15 кг/мм .
Cлeдoвaтeл нp, с точки зрения технологии желательно увеличивать как г так и tw. Это нельзя было еделать перегрева подшипников роликов 21, скорость вращения которлх при + Ш 21Г-. 1100 доходила до 15000 об/мин. Применяя более интенсивное охлаждение и увеличивая диаметр роликов 21 можно увеличить се) + получить более прочные оболочки. Однако,и достигнутые значения прочности (20 кг/мм ) в два раза превосходят прочность биметаллов алюминий-кадмий и приближаются к прочности материала, получаемых по способу прокатки пакета фольг.
Способ получения оболочки из расплава и устройство для его осуществления позволяют увеличивать прочност оболочки в 1,5-2 раза путем обеспечения ей слоистости.
Оболочка, полученная на опытном образце устройства, имеет форму обтекателя, поэтому способ и устройство могут быть применены для производства обтекателей (или бронированных колпаков) из технологически более трудных, .чем алюминий-кадмий., материалов .
Формула изобретения
1. Способ изготовления отливок, включающий подачу свободной струи расплава из литейного сопла в полость вращаемой центробежной излож-. ницы и перемещение струи расплава вдоль образующей изложницы, отличающийся тем, что, с целью повышения прочности отливок путем, обеспечения слоистости отливок, струю составляют из разнородных расплавов,
пропускают вдоль нее ток, подают ее в полость изложницы через горизонтальное магнитное поле, вращаемое
вокруг вертикальной оси в направлении
) противоположном вращению центробежной изложницы, причем на расплав в изложнице воздействуют роликом и изменяют величину напряженности магнитного поля синхронно с изменением гидростатического давления в сопле по соотношению
p. Р - гидростатическое давление
в сопле;3
d - удельный вес расплава,н/м ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения двухслойной трубы и устройство для его осуществления | 1980 |
|
SU908488A1 |
| Способ получения проволоки и устройство для его осуществления | 1980 |
|
SU874258A1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2216427C1 |
| Способ получения чугунных отливок | 1990 |
|
SU1726119A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Центробежная машина | 1987 |
|
SU1507528A1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2762692C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОЙ ИЗЛОЖНИЦЕ СМЕННОГО ПРОФИЛЯ ДЛЯ ЕДИНИЧНОГО, МЕЛКО- И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА ПОЛЫХ КОНСТРУКЦИЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2003 |
|
RU2246374C2 |
| Способ центробежного литья | 1976 |
|
SU607644A1 |
