1
Изобретение, относится к сварочному оборудованию, в частности к устройствам охлаждения электродов роликовых контактных сварочных аппаратов.
Известен роликовый электрод, ох;лаждение которого производится за счет естественной конвекции воздуха от нагревающихся, в процессе сварки, роликов ll .
Ввиду сравнительно невысокой скорости вращения, а также ограниченной теплопроводимости материгша электродов съем тепла с их поверхности не велик, чТо не позволяет применять более высокие токи, необходимые для сварки изделий большой толщины.
Известна сварочная головка, содержащая роликовый электрод, жестко закрепленный на одном конце вращающегося приводного вала и снабженного системой охлаждения, выполненной в виде каналов, расположенный в приводном валу и соединенных-со стороны, противоположной роликовому электроду, с кожухом для проточной воды .ГЧ.
Недостаток этой головки - большой расход воды и недостаточная надежность.
Цель изобретения - повышение надежности работы за счет обеспечения охлаждения роликового электрода по . типу тепловой трубы.
Указанная цель достигается тем, что система охлаждения загерметизирована и снабжена соосными приводному валу жестко закрепленными на конце приводного вала секционным теплооб10менником, смонтированным внутри кожуха для проточной воды, и связанной с каналми.системл охлаждения переходной втулкой с радиальными пазами, соединенными с соответствующими сек15циями теплообменника.
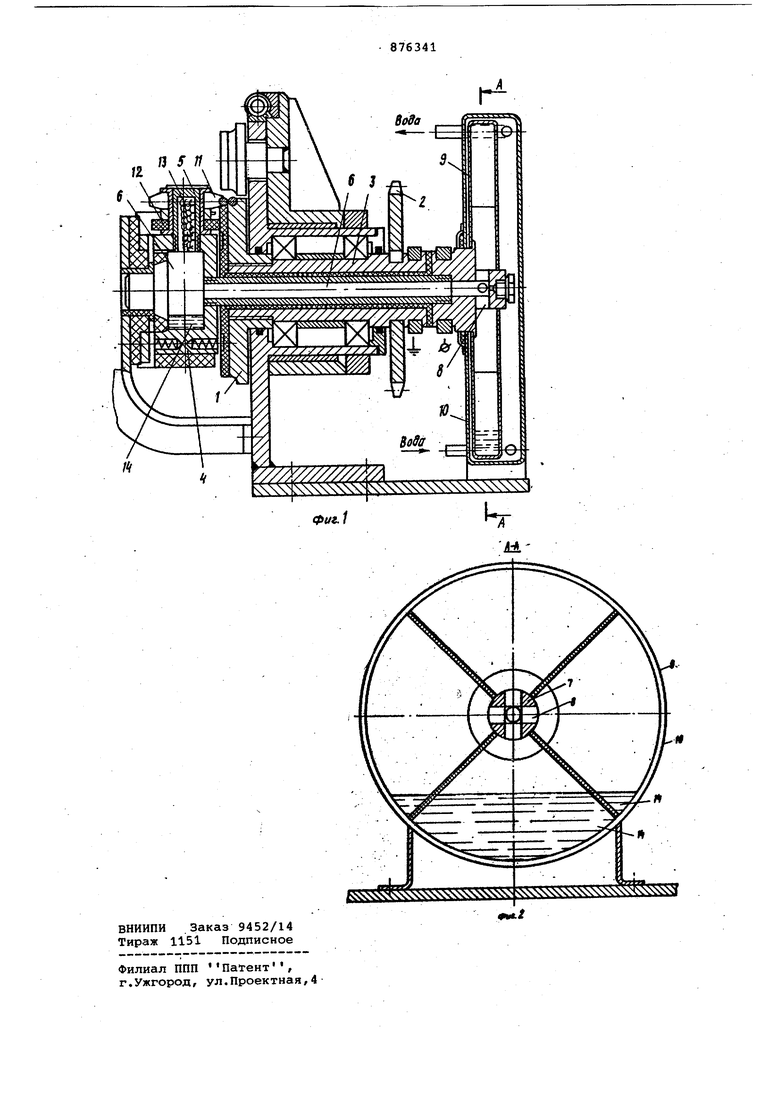
На фиг. 1 дана сварочная головка, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Сварочная головка содержит сва20рочный электрод 1, вра1цае1 ый звездочкой 2 вал 3, полый корпус 4 с полой осью 5 и каналами Б, сообщаю- щимися через радиальные пазы 7 пере ходной втулки 8 с теплообменником
25 9, заключенным в кожух 10, заполня екый проточной водой.
На полой оси 5 закреплен с возможностью вращения второй сварочный электрод 11, связанный фрикционным 30 12 с приводным сварочным электродом. 1. Полость оси 5 заполнена пористым материалом 13, например стеклотканью, а канс1лы 6 и теплообменник 9 на 1-5% объема заполнены теплоносителем 14, например ацетоном и вакуумируются.
Сварочный электрод 10 охлаждается следующим образом.
При вращении приводного сварочного электрода 1 от звездочки 2 свариваемые детали попадают между электродами 1 и 11, сварочный ток замыкается и создается сварочное давление. Полый корпус 4 поворачивается вместе с вращающимся валом 3, неся на себе полую ось 5 со сварочным электродом 11. Происходит сварка деталей. Сварочный электрод 11 нагревается, нагревая пористый материал 13, теплоноситель 14, например ацетон; испаряясь, уходит через каналы б корпуса 4 и вращающегося вала 3 в область пониженного давления, в полость теплообменника 9, где конденсируется. Так как поворот корпуса 4 продолжается, жидкий теплоноситель заливается в полость оси 5, пропитывая пористый материал 13, а конденсат в .секции теплообменника 9, оказавшийся выше уровня каналов переходной втулки 8, сливается в полость корпуса 4 через каналы 6 вала 3. Далее цикл повторяется.
Наличие сообщакяцихся (вакуумированных и заполненных на 1-5% объема теплоносителем ) полостей позволяет отвести тепло от нагреваемого во время сварки сварочного электрода в виде пара теплоносителя ..и теплообменник с развитой поверхностью, площадь которого на 1-3 порядка больше .площади кагрева сварочного электрода, тем самым резко, на 1-2 порядка, сократить расход охлаждающей воды (до 10 л/ч) и , кроме того, температура воды на сливе из кожуха, примерно , достаточно высока, что делает ее пригодной для использования нужды предприятия.
Формула изобретения
Сварочная головка, содержащая роликовый электрод, жестко закрепленный на одном конце вращающегося приводного вала и снабженный системой охлаждения, выполненной в виде каналов, расположенных в приводном валу и соединенны со стороны, про тивоположной роликовому электроду, с кожухам для проточной воды, отличающаяся тем, что, с целью повышения надежности работы за счет обеспечения охлаждения роликового электрода по типу тепловой трубы, система охлаждения загерметизирована и снабжена соосными приводному валу жестко закрепленными на конце приводного Ьала секционным теплообменником, смонтированным внутри кожуха для йроточной воды, и связанной с каналёми систекы охлаждения.переходной втулкой с радиальными пазами, соединенными с соответствующими секциями теплообменника. .
Источники информации, принятые во внимание при экспертизе
1.Кутковский С.И. электроды контактных электросварочных машин. М.-Л., Машиностроение, 1964,
с. 93.
2.Хвторское свидетельство СССР
617204, кл. В 23 К 11/06, 23. 12.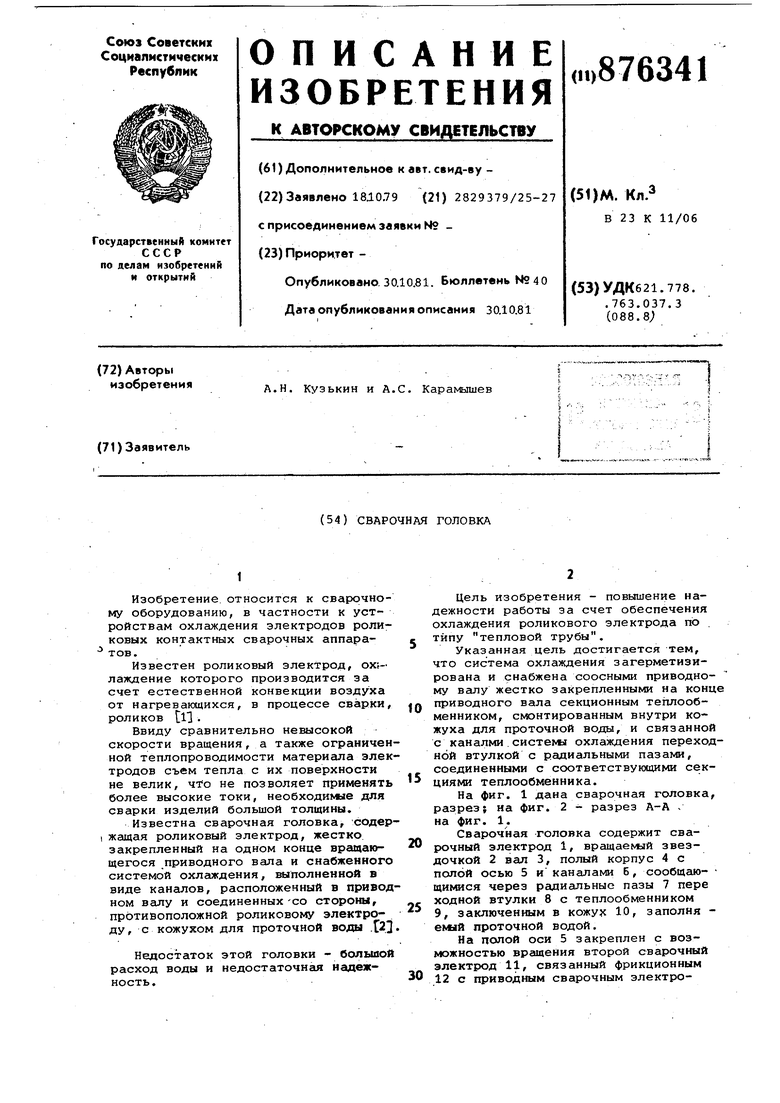
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| Электродный узел для контактной точечной сварки | 1990 |
|
SU1745464A1 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ КОНТАКТНОЙ СВАРКИ | 2000 |
|
RU2184640C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РОЛИКОВОЙ СВАРКИ | 1967 |
|
SU198472A1 |
| Электрическая машина с испарительным охлаждением | 1980 |
|
SU892586A1 |
| УСТРОЙСТВО И ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПРЕИМУЩЕСТВЕННО ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНА И ЕГО СПЛАВОВ | 2020 |
|
RU2746930C1 |
| Способ очистки выхлопных газов двигателя внутреннего сгорания и устройство для его осуществления | 1990 |
|
SU1776836A1 |
| Полуавтомат для герметизации интегральных микросхем роликовой сваркой | 1987 |
|
SU1433702A1 |
| РОЛИКОВАЯ ГОЛОВКА МАШИНЫ ДЛЯ ШОВНОЙ СВАРКИ | 1992 |
|
RU2038936C1 |