ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к сварке трением с перемешиванием и может быть использовано в различных отраслях промышленности для неразъемного соединения листовых заготовок из титана и его сплавов.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Известен инструмент для сварки трением с перемешиванием [RU 184619 U1], изготовленный из керамики на основе карбида вольфрама.
Инструмент из карбида вольфрама широко используется в исследованиях сварки трением с перемешиванием титановых сплавов. Однако установлено, что карбид вольфрама обладает низкой износостойкостью в таких условиях, что связано с его адгезией в результате диффузии с образованием адгезионного слоя из карбида титана, что также ухудшает свойства сварного шва [1].
Возможность использования беспримесного вольфрама, сплава вольфрама с рением и карбида вольфрама для сварки черных металлов, и материалов на основе кобальта, керамических или металлокерамических материалов для других высокотемпературных приложений рассматривается в международной заявке [WO 9952669, опубл. 1999-10-21].
Технически чистый вольфрам быстро изнашивается при сварке трением с перемешиванием титановых сплавов [2].
При использовании инструмента из сплава на основе кобальта возникает сильный адгезионный контакт между инструментом и свариваемым материалом, что также ухудшает свойства сварного соединения [3]. Помимо высокой адгезии, стойкость кобальтовых материалов ненамного выше, чем у никелевых, но значительно выше стоимость. Хорошей износоустойчивостью и жаростойкостью обладают сплавы W-Re, однако они слишком сложны в изготовлении и стоят очень дорого, то есть экономический эффект от применения материала невысокий.
Известно устройство для сварки трением с перемешиванием с комбинированным жидкостно-газовым охлаждением [RU 2270083 С2, опубл. 20.02.2006], содержащее инструмент и средство жидкостного охлаждения места сварки, при этом оно снабжено средством газового охлаждения в виде сопла, средство жидкостного охлаждения выполнено в виде охлаждающего кольца или незамкнутого охлаждающего кольца, снабженного соплами для подачи охлаждающей жидкости, окружающего инструмент и перемещающегося совместно с ним, при этом сопла расположены на охлаждающем кольце с возможностью локального опрыскивания охлаждающей жидкостью тыльной зоны и смежных боковых зон инструмента. Изобретение может быть использовано при сварке трением сплавов с высоким сродством к кислороду и/или с высокой энергией пластификации.
К недостаткам вышеприведенного технического решения можно отнести то, что средство жидкостного охлаждения обеспечивает охлаждение, в основном, свариваемого материала, что неопределенным образом сказывается на процессе формирования сварного соединения, а также возможен контакт хладагента со свариваемым материалом. Кроме того, дополнительный обдув сдвигает охлаждающую жидкость за инструмент, что нарушает условия охлаждения.
Известна полезная модель Китая [CN 207272424 (U), опубл. 27.04.2018]. В полезной модели описана сварка трением с перемешиванием заготовок из титанового сплава сварочным инструментом комбинированным с водоохлаждением, устройство включает в себя главный вал сварочного аппарата, зажимное устройство сварочного аппарата и установленную на зажимное устройство перемешивающую головку, главный вал сварочного аппарата снабжен отверстием для охлаждения, впускной трубой для нисходящего отверстия и выпускной трубой. Результат: возможность в реальном времени охладить главный вал в процессе сварки до температуры редуктора, что может быть своевременным, и обеспечить поддержание его рабочей температуры.
К недостаткам вышеприведенного технического решения можно отнести то, что оно предназначено для предотвращения перегрева только шпиндельного вала сварочной машины, что является неэффективным, так как охлаждается область, достаточно удаленная от зоны сварки. Также охлаждение не является проточным и будет иметь сниженную эффективность. Кроме того, отсутствует газовая защита зоны сварки, что делает данное устройство непригодным для эффективной сварки титановых сплавов.
Известно устройство для сварки трением с перемешиванием, раскрытое в [US 7121448 (B2), опубл. 17.10.2006], предназначенное в том числе для сварки титановых сплавов. Устройство для сварки трением с перемешиванием также включает в себя кольцевой шпиндель, имеющий внутреннюю часть и ось, причем поверхность внутренней части кольцевого шпинделя, определяет по меньшей мере, один или несколько каналов охлаждения, причем один или несколько каналов охлаждения могут содержать охлаждающую жидкость. Охлаждающая жидкость предназначена для охлаждения штифтового инструмента и/или буртика. Чтобы удерживать охлаждающую жидкость в одном или нескольких каналах в присутствии вращающихся компонентов, используются одно или несколько уплотнений, таких как уплотнительные кольца или тому подобное. Штифтовой инструмент может быть изготовлен из материала, подобного или отличного от материала, содержащего заготовку, такого как тугоплавкий металлический сплав (сплав молибдена, сплав вольфрама и т. д.).
К недостаткам данного технического решения относится то, что при таком способе подвод охлаждающей жидкости (хладагента) осуществляется непосредственно через шпиндель, что приводит к снижению охлаждающей способности проходящего через него хладагента за счет его разогрева от узлов и элементов самого шпинделя. Значит, требуемая степень охлаждения инструмента будет достигаться гораздо дольше, а также потребует увеличения его расхода за счет необходимости заполнения каналов в шпинделе, которые могут оказаться достаточно протяженными. Кроме того, такое решение существенно усложняет конструкцию шпинделя и снижает его надежность.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В основу изобретения поставлена задача преодоления вышеупомянутых недостатков и создания устройства и инструмента для сварки трением с перемешиванием листовых заготовок из титана и его сплавов.
Технический результат - повышение стойкости инструмента в процессе сварки заготовок из титана и его сплавов и повышение прочностных свойств сварного соединения.
Поставленная задача достигается тем, что предлагаемое устройство для сварки трением с перемешиванием листовых заготовок из титана и материалов на его основе содержащее сварочный инструмент и систему его жидкостного охлаждения, состоит из неподвижной и подвижной частей, при этом неподвижная часть представляет собой полый цилиндрический корпус со штуцерами для подвода и отвода охлаждающей жидкости, который жестко крепится к корпусной неподвижной части шпиндельного узла оборудования для сварки трением с перемешиванием, а подвижная часть - переходник для закрепления держателя инструмента расположена внутри упомянутого корпуса и выполнена в виде ступенчатого цилиндра с центральным несквозным отверстием, который устанавливается во вращающийся вал упомянутого шпиндельного узла с фиксацией для передачи ему крутящего момента, при этом в центральном отверстии переходника также с фиксацией для передачи крутящего момента соосно установлен держатель инструмента, имеющий сквозное центральное отверстие, в котором в свою очередь соосно установлен сварочный инструмент, имеющий несквозное отверстие, выполненное со стороны его верхней части образующее полость для подвода охлаждающей жидкости непосредственно к инструменту, причем для циркуляции в устройстве охлаждающей жидкости в переходнике и держателе выполнена система каналов и полостей: держатель в переходнике установлен таким образом, что в верхней части его несквозного отверстия образуется полость, совмещенная с полостью инструмента каналом для подвода воды, образованным гайкой с патрубком, проходящим через центральное отверстие держателя и входящим в отверстие инструмента, а между внутренней поверхностью неподвижной части - корпуса и наружной поверхностью переходника сформированы две кольцевые полости, расположенные друг над другом и совмещенные: одна - верхняя с упомянутой полостью переходника и каналами переходника для подвода охлаждающей жидкости, а вторая - нижняя, совмещенная с каналами переходника и каналами держателя для её отвода.
Предпочтительно, что в переходнике выполнено четыре канала, по два для каждой кольцевой полости, представляющие собой сквозные отверстия, выполненные перпендикулярно оси центрального несквозного отверстия переходника.
Кроме того, инструмент представляет собой цельную цилиндрическую деталь, выполненную из жаропрочного сплава на основе никеля, предпочтительно ЖС6У либо ЖС32, состоящую из двух частей: хвостовика и рабочей части: выступающий стержень и опорный бурт.
Хвостовик 29, устанавливаемый соосно в отверстие держателя инструмента, выполнен цилиндрической формы и имеет центральное несквозное отверстие для циркуляции в нем хладагента.
Причем отверстие выполнено не сквозным таким образом, чтобы обеспечить максимальное приближение к рабочей части инструмента, при этом сохранив его прочность.
Кроме того, неподвижная часть устройства дополнительно содержит кожух с патрубком, через который обеспечивается подвод инертного газа, например, аргона, к инструменту и зоне сварки материала.
Кроме того, кожух закрывает подвижную часть устройства для сварки, выступающую за пределы корпуса, при этом оставляя открытой рабочую часть инструмента.
Устройство выполнено таким образом, чтобы было возможным осуществлять направленный обдув рабочей части инструмента (рабочего стержня и опорного бурта) и свариваемого материала в зоне сварки.
Кроме того, кожух имеет коническую форму, и может быть жестко соединен или соединен съемным образом с упомянутым корпусом (неподвижной частью устройства).
При циркуляции хладагента в заявляемом устройстве, охлаждение сварочного инструмента достигается путем попадания в его отверстие хладагента с забором тепла, отводимого в инструмент из зоны сварки.
Поставленная задача достигается также тем, что инструмент для сварки трением с перемешиванием листовых заготовок из титана и его сплавов изготовлен из жаропрочного сплава на основе никеля и представляет собой цельную деталь, состоящую из двух частей: хвостовика и рабочей части: рабочего стержня и опорного бурта, при этом в хвостовике, предназначенном для закрепления в держателе сварочного оборудования, выполнено несквозное отверстие, образующее полость, предназначенную для циркуляции в ней охлаждающей жидкости.
Предлагаемое устройство для сварки трением с перемешиванием листовых заготовок из титана и его сплавов содержит инструмент, выполненный из жаропрочного сплава, предпочтительно ЖС6У либо ЖС32, а также оригинальную систему его охлаждения и систему обеспечения защиты материала в зоне сварки от окисления. Данные сплавы отличаются устойчивостью к высоким температурам и к высоким механическим напряжениям в процессе эксплуатации, а также не имеют химического взаимодействия с титаном в составе свариваемого материала.
Альтернативой материалам, описанным в известных технических решениях из которых может быть изготовлен инструмент для сварки трением с перемешиванием, могут выступать жаропрочные сплавы на никелевой основе, которые разрабатывались для работы в условиях высоких динамических нагрузок при высокой температуре. В частности, длительная прочность сплава ЖС6У при 1000°C, 100 ч составляет около 160 МПа. Сплава ЖС32 - 250 МПа. Большинство других жаропрочных материалов, к примеру, на основе титана и жаропрочные стали работают в статическом режиме и выдерживают меньшие нагрузки. Основными фазами никелевых жаропрочных сплавов являются Ni3Al и NiAl, температура плавления которых составляет 1390°C и 1640°C, соответственно. Поэтому рабочие температуры, которые рекомендуются для сплавов ЖС6У и ЖС32 - 1000°C и 1100°C, соответственно. При температуре 1000°C прочность, например, сплава ОТ4-1 составляет около 20 МПа, что является достаточным для процесса сварки трением с перемешиванием. Однако распределение температуры по площади инструмента в процессе сварки крайне неравномерное в виду разности окружных скоростей на удалении от центра инструмента, а также особенностей теплообмена, поэтому неизбежны локальные превышения температуры. При превышении температуры, соответственно, ухудшаются эксплуатационные свойства инструмента - его прочность и долговечность. В ряде случаев, где создаются схожие условия работы, проблема разупрочнения элементов инструмента из никелевых сплавов решается жидкостным охлаждением по их внутренним каналам.
Таким образом, устройство для сварки трением с перемешиванием листовых заготовок из титана и материалов на его основе содержит инструмент из впервые применяемого жаропрочного сплава, на никелевой основе, систему его охлаждения и средства обеспечения защиты материала в зоне сварки от окисления. Указанные технические решения позволяют повысить стойкость инструмента в процессе сварки и обеспечить повышение прочностных свойств сварного соединения.
ИЗОБРЕТЕНИЕ ПОЯСНЯЕТСЯ ГРАФИЧЕСКИМИ МАТЕРИАЛАМИ
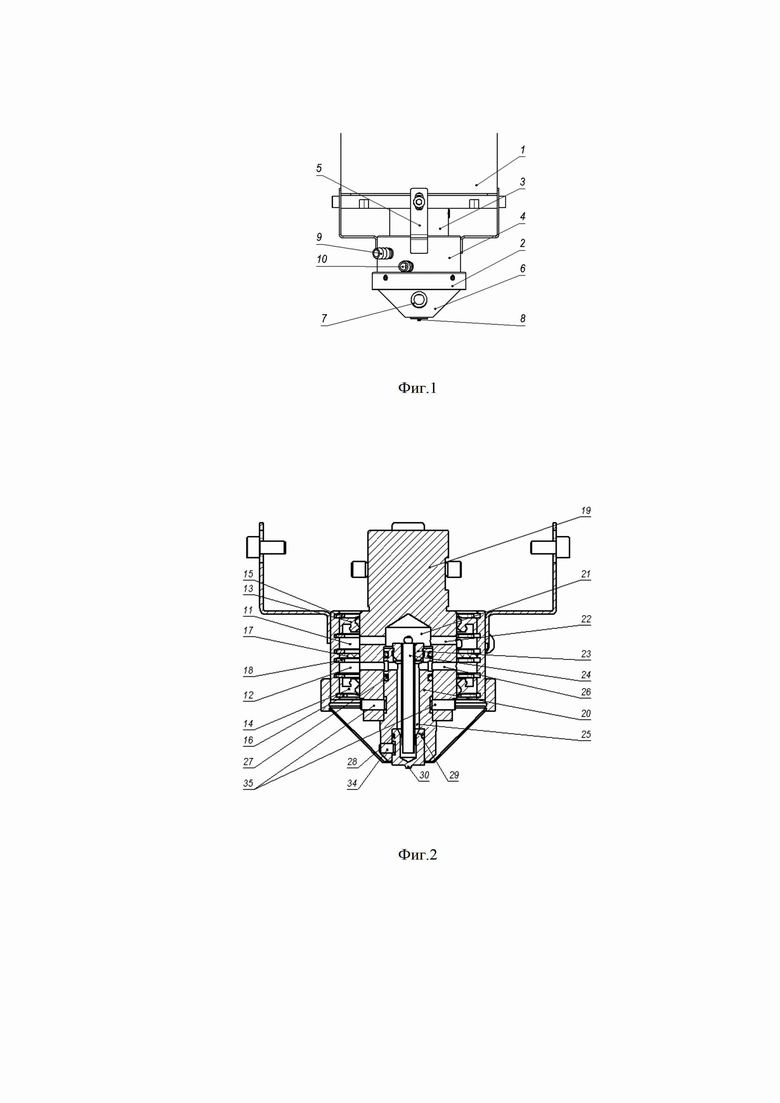
На фиг. 1 приведен общий вид предлагаемого в настоящем изобретении устройства, показывающий его внешний вид и основные составляющие его части и элементы.
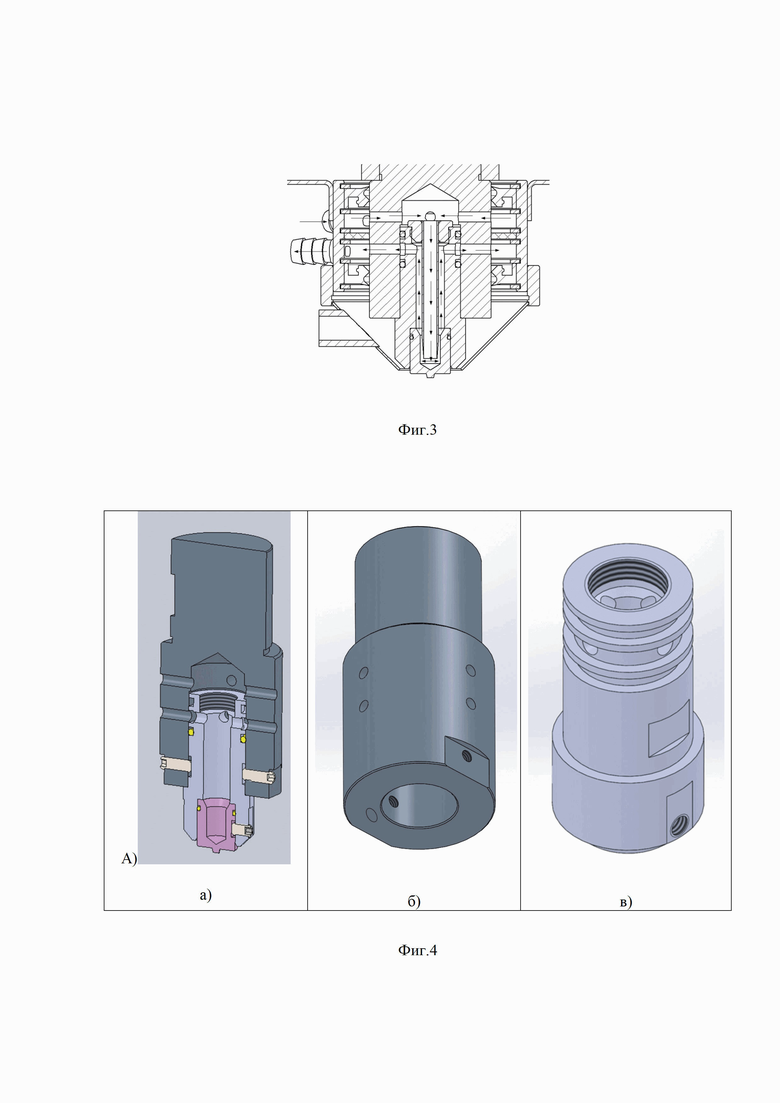
На фиг. 2 приведено изображение устройства в сечении, показывающее внутреннюю часть его конструкции, с изображением составных частей устройства для сварки.
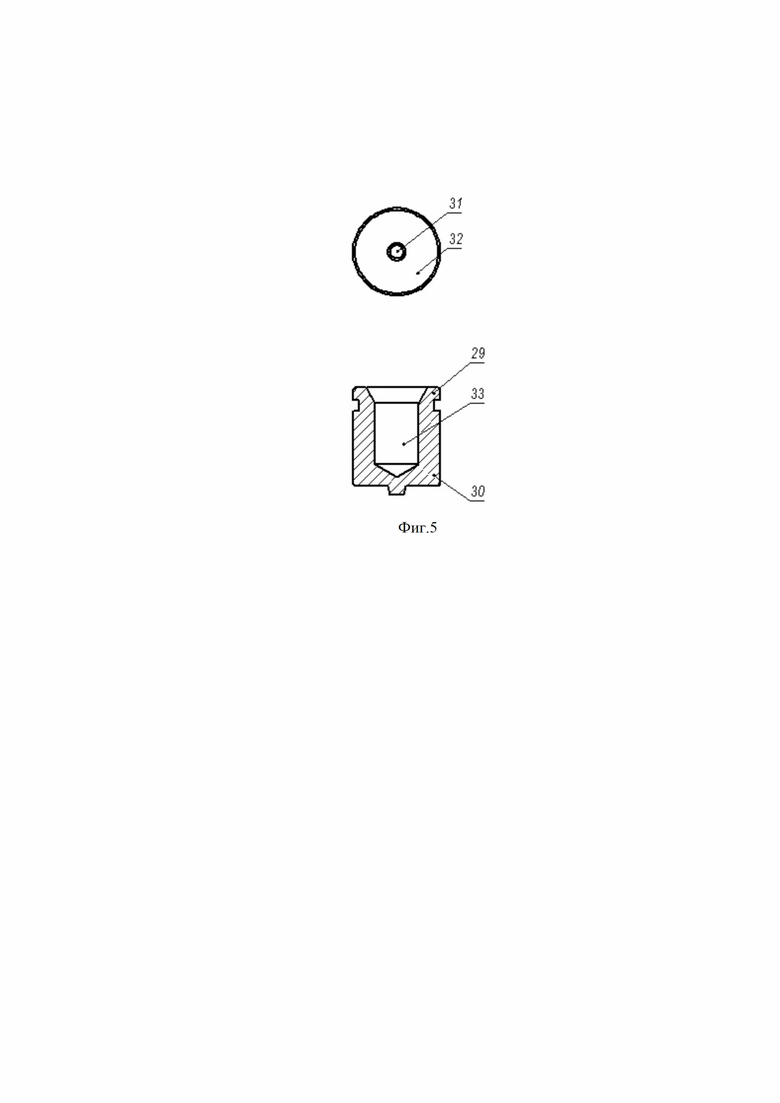
На фиг. 3 приведена схема, иллюстрирующая подвод и отвод охлаждающей жидкости в устройстве.
На фиг. 4 приведен вид в разрезе, показывающий взаимное расположение переходника и держателя инструмента (а), внешний вид переходника (б) и держателя инструмента (в).
На фиг. 5 приведен общий вид и вид в разрезе предлагаемого в настоящем изобретении сварочного инструмента.
Предлагаемое устройство (фиг. 1, фиг. 2) предназначено для установки на шпиндель 1 оборудования для сварки трением с перемешиванием. Устройство состоит из неподвижной 2 и подвижной 3 частей. Сначала устанавливается подвижная часть, затем неподвижная. Неподвижная часть содержит корпус 4, который жестко крепится к шпинделю оборудования через проушины 5. Кроме того, неподвижная часть содержит установленный с возможностью съёма на корпусе кожух 6 с патрубком 7, через который обеспечивается подвод инертного газа, например, аргона, к свариваемым заготовкам и рабочей части инструмента 8 в зоне сварки. Таким образом, обеспечивается газовая защита материала в зоне сварки от окисления при взаимодействии с кислородом, свойственного титану и материалам на его основе в процессе сварки при воздействии высоких температур. Корпус 4 содержит штуцер 9 для подвода охлаждающей жидкости в подвижную часть устройства и штуцер 10 для отвода охлаждающей жидкости. Полости 11 и 12 образуются при установке неподвижной части на подвижную. Подвод осуществляется при заполнении охлаждающей жидкостью полости 11, а отвод - при заполнении охлаждающей жидкостью полости 12. Для предотвращения нежелательного вытекания охлаждающей жидкости из указанных полостей предусмотрены манжетные уплотнения 13, 14. Уплотнения зафиксированы стопорными пружинными кольцами 15, 16, предотвращающими их смещение из заданного положения. Полости разделены между собой уплотнением 17, зафиксированным стопорными пружинными кольцами 18. Подвижная часть 3 содержит переходник 19, устанавливаемый с возможностью съёма в центральное отверстие вала шпинделя 1 оборудования с фиксацией для передачи крутящего момента. В переходнике со стороны его нижней части выполнено несквозное центральное отверстие, в которое устанавливается держатель 20 инструмента 8 также с фиксацией для передачи крутящего момента. Держатель 20 устанавливается в переходнике 19 таким образом, что между ними формируется полость 21. Полость 21 подвижной части совмещена с полостью 11, сформированной между подвижной и неподвижной частями устройства при помощи каналов 22, выполненных в переходнике 19. В переходнике 19 (фиг. 4) выполнено четыре канала, по два для каждой кольцевой полости, представляющие собой сквозные отверстия, выполненные перпендикулярно оси центрального несквозного отверстия переходника. В верхней части размещена гайка 23 с патрубком 24, устанавливаемые в центральном отверстии 25 держателя 21 инструмента 8.
Вид в разрезе предлагаемого сварочного инструмента 8 приведен на фиг. 5. Инструмент представляет собой цельную деталь, состоящую из двух частей: хвостовика 29 и рабочей части 30 (рабочего стержня 31 и опорного бурта 32). Инструмент изготавливают из жаропрочного сплава ЖС6У либо ЖС32, в основе которых лежит никель. Данные сплавы отличаются устойчивостью к высоким температурам и к высоким механическим напряжениям в процессе эксплуатации, а также не имеют химического взаимодействия с титаном в составе свариваемого материала. В хвостовике 29, предназначенном для закрепления в держателе сварочного оборудования, со стороны его верхней части выполнено несквозное отверстие 33, образующее полость предназначенную для циркуляции в ней охлаждающей жидкости.
Сварочный инструмент удерживается в держателе инструмента 20 установочным винтом 34, а держатель инструмента удерживается в переходнике 19 установочными винтами 35.
На фиг. 3 приведена схема, иллюстрирующая циркуляцию охлаждающей жидкости в предлагаемом устройстве и инструменте. Через патрубок 9 охлаждающая жидкость поступает в кольцевую полость 11 и совмещенную с ней полость 21. Через канал патрубка охлаждающая жидкость из полости 21 поступает в полость инструмента 8, затем через центральное отверстие 25 держателя инструмента попадает в каналы для отвода охлаждающей жидкости 26, а затем в полость 12 и штуцер 10. Для предотвращения нежелательных протечек охлаждающей жидкости держатель инструмента устанавливается в полость 20 через резиновые уплотнения 27, а инструмент - через уплотнения 28.
Ниже в примере описан способ сварки трением с перемешиванием листовых заготовок из титанового сплава с использованием предлагаемого сварочного инструмента и устройства, в котором в процессе сварки осуществляют проточное охлаждение зоны сварки: подвод охлаждающей жидкости к внутренней части инструмента. Дополнительно осуществляют подвод инертного газа, например, аргона, к инструменту и зоне сварки заготовок.
Пример. Сварке трением с перемешиванием подвергали листы сплава ВТ1-0 толщиной 2,5 мм с частотой вращения инструмента 900-950 об/мин и скорости сварки 180 мм/мин с применением предлагаемого сварочного инструмента, выполненного из сплава ЖС6У и охлаждения по схеме, приведенной на фиг. 3, что увеличило стойкость инструмента в 2 раза по сравнению с известными, а в сочетании с газовой защитой (аргон) привело к повышению прочности полученного сварного соединения с 80% до 100% от прочности исходного свариваемого материала.
Таким образом, авторы решают проблему обеспечения прочного сварного соединения из титанового сплава за счет выбора инструментального материала, который способен выдержать условия работы, присущие сварке титановых сплавов и при этом лишен недостатков широко применяемых в этих целях инструментальных материалов. А для того, чтобы повысить стойкость инструмента из данных сплавов, авторы предлагают устройство, позволяющее эффективно в процессе сварки трением с перемешиванием титановых сплавов проводить охлаждение инструмента.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Friction-stir welding and processing of Ti-6Al-4V titanium alloy: A review / Mironov, S., Sato, Y. S., & Kokawa, H. // Journal of Materials Science & Technology. - 2018. - Vol. 34, iss. 1. - P. 58-72. doi:10.1016/j.jmst.2017.10.018.
2. Stir zone microstructure of commercial purity titanium friction stir welded using pcBN tool / Zhang, Y., Sato, Y. S., Kokawa, H., Park, S. H. C., & Hirano, S. // Materials Science and Engineering A. - 2008. - Vol. 488, iss. 1-2. - P. 25-30. doi:10.1016/j.msea.2007.10.062.
3. Review: friction stir welding tools / Rai, R., De, A., Bhadeshia, H. K. D. H., & DebRoy, T. // Science and Technology of Welding and Joining. - 2011. - Vol. 16, iss. 4. - P. 325-342. doi: 10.1179/1362171811Y.0000000023.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства литейных прутковых заготовок малого сечения и устройство для его реализации | 2020 |
|
RU2741044C1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| МНОГОЛЕЗВИЙНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ | 2008 |
|
RU2388579C2 |
| СПОСОБ РЕМОНТА ОХЛАЖДАЕМОЙ ЛОПАТКИ ИЗ ЖАРОПРОЧНОГО СУПЕРСПЛАВА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2686499C1 |
| Способ электрохимического полирования внутренних поверхностей металлических трубок и устройство для его реализации | 2022 |
|
RU2785200C1 |
| Способ сварки трением с перемешиванием стыковых соединений алюминиевых сплавов | 2018 |
|
RU2686494C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И СОЕДИНЕНИЕ ДВУХ ДЕТАЛЕЙ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2007 |
|
RU2441735C2 |
| Способ восстановления плиты кристаллизатора машины непрерывного литья заготовок | 2023 |
|
RU2826836C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| Защитно-смазочное покрытие заготовок преимущественно из титановых сплавов для горячей обработки давлением | 1989 |
|
SU1676732A1 |
Изобретение может быть использовано для получения неразъемных соединений сваркой трением с перемешиванием листовых заготовок из титана и его сплавов. Устройство для сварки снабжено системой жидкостного охлаждения в виде каналов и полостей для циркуляции охлаждающей жидкости. Подвод и отвод охлаждающей жидкости осуществляется через штуцеры, смонтированные в полом цилиндрическом корпусе, который жестко закреплен на корпусной неподвижной части шпиндельного узла. Внутри упомянутого корпуса расположен переходник для закрепления держателя сварочного инструмента во вращающийся вал шпиндельного узла. Держатель инструмента имеет сквозное центральное отверстие, в котором размещен инструмент, имеющий внутреннюю полость для охлаждающей жидкости, поступающей через патрубок, проходящий через центральное отверстие держателя. Инструмент выполнен из жаропрочного сплава на основе никеля. Изобретение обеспечивает повышение стойкости инструмента за счет выбора его материала и эффективного охлаждения устройства в процессе сварки. 5 з.п. ф-лы, 5 ил.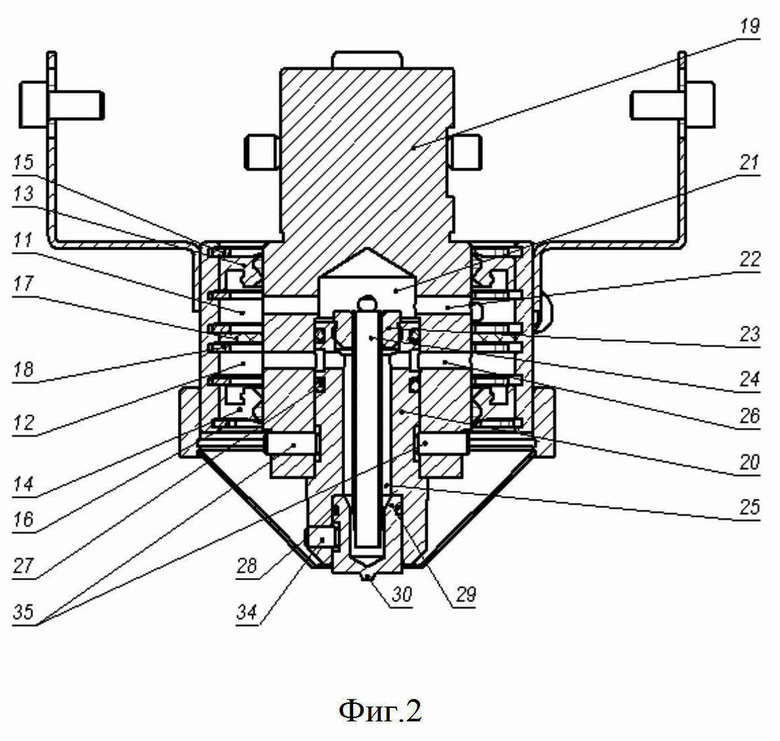
1. Устройство для сварки трением с перемешиванием преимущественно листовых заготовок из титана и его сплавов, содержащее сварочный инструмент c держателем, шпиндельный узел и систему жидкостного охлаждения для циркуляции в устройстве охлаждающей жидкости, отличающееся тем, что оно снабжено полым цилиндрическим корпусом со штуцерами для подвода и отвода охлаждающей жидкости, который жестко закреплен на корпусной неподвижной части шпиндельного узла, и переходником для закрепления держателя сварочного инструмента во вращающийся вал шпиндельного узла, расположенным внутри упомянутого корпуса, при этом переходник выполнен в виде ступенчатого цилиндра с центральным несквозным отверстием, в котором установлен держатель инструмента, имеющий сквозное центральное отверстие, в котором размещен инструмент, имеющий несквозное отверстие, образующее полость внутри инструмента для подвода и отвода охлаждающей жидкости, а система жидкостного охлаждения включает систему каналов и полостей, при этом держатель инструмента установлен в переходнике с образованием полости в верхней части его центрального несквозного отверстия, которая соединена с упомянутой полостью инструмента посредством патрубка, закрепленного с помощью гайки, с возможностью подвода через его центральный канал охлаждающей жидкости, причем патрубок проходит через центральное отверстие держателя с образованием в нем канала для отвода охлаждающей жидкости и входит в несквозное отверстие инструмента, а между внутренней поверхностью неподвижного корпуса и наружной поверхностью переходника сформированы две кольцевые полости, расположенные друг над другом, причем верхняя полость соединена с полостью в верхней части переходника посредством выполненных в нем каналов, обеспечивающих подвод охлаждающей жидкости через центральный канал патрубка, а нижняя полость соединена посредством каналов, выполненных в переходнике и держателе инструмента, с центральным отверстием держателя для отвода охлаждающей жидкости из полости внутри инструмента.
2. Устройство по п.1, отличающееся тем, что в переходнике выполнено четыре канала по два для каждой кольцевой полости, представляющих собой сквозные отверстия, расположенные перпендикулярно оси центрального несквозного отверстия переходника.
3. Устройство по п.1, отличающееся тем, что сварочный инструмент представляет собой цельную цилиндрическую деталь, выполненную из жаропрочного сплава на основе никеля, предпочтительно марки ЖС6У либо ЖС32, состоящую из хвостовика c несквозным отверстием, образующим внутри его полость, и рабочей части, содержащей выступающий стержень и опорный бурт.
4. Устройство по п.1, отличающееся тем, что оно дополнительно снабжено кожухом, соединенным с полым цилиндрическим корпусом и имеющим патрубок для подвода инертного газа, например аргона, к инструменту и зоне сварки.
5. Устройство по п.4, отличающееся тем, что кожух установлен таким образом, что закрывает выступающий за пределы упомянутого корпуса держатель с инструментом, оставляя при этом открытой рабочую часть инструмента.
6. Устройство по п.4 или 5, отличающееся тем, что кожух имеет коническую форму и соединен с упомянутым корпусом жестко или съемным образом.
| CN 207272424 U, 27.04.2018 | |||
| EP 0810056 А2, 03.12.1997 | |||
| СПОСОБ СВАРКИ ТРЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2247639C1 |
| ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ С УСТРОЙСТВОМ ДЛЯ ОХЛАЖДЕНИЯ | 2015 |
|
RU2603341C1 |
| US 7121448 B2, 17.10.2006. | |||

