(54) УСТЮЙСТВО ДЛЯ ХОНИНГОВАНИЯ
НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ | 1994 |
|
RU2069141C1 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1978 |
|
SU935258A1 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1985 |
|
SU1234164A2 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Станок для шлифования и полирования металлических листов | 1965 |
|
SU440243A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2236933C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2235012C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440881C2 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1982 |
|
SU1021580A1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440880C2 |
«
Изобретение относится к машиностроению и приборостроению и предназначено для чистовой обработки точных цилиндрических и конических поверхностей деталей.
По основнмоу авт. ев . № 296639 известно устройствоа для хонингования наружных пбверхт ностей тел вращения, содержащее механизм поперечной подачи и механизм осцилляции кареток, несущих абразивнь е бруски, причем Kapefки вьшолнены поворотными. Механизм- попереч-. ной подачи включает ходовой винт с рглноименными резьбами, а в механизм осцилляции входит двуплечий рычаг, ось которого закреплена неподвижно в корпусе устройства 1.
Недостатком известного устройства является то, что оно не обеспечивает возвратно-поступательного движения продольной подачи кареток, несущих абразивные бруски, в их же направляющих Следствием этого является- образование лунок на направляющих качения и их повышенный износ при осшишяции с малыми амплитудами и большими частотами, обеспечивающими наиболее эффективную обработку. Указанное явление связано с тем, что в таких условиях
,тела качения, например шарики, не перекатываются по направляющим, а лишь покачиваются вблизи некоторого среднего положения. Повышенный износ направляющих с образованием яа них лунок вызывает толчки и удары, что сннжает точность обработки. Использование дополнительного возвратно-поступательного движения продольной подачи от соответствующего механизма базового станка, например гидравлического механизма подачи стола, несущего пе10реднюю и заднюю бабки с обрабатываемым изделием, не способствует снижению износа направляющих кареток осцилляции, так как осуществляется в других направляющих. Такой механизм не позволяет передать движение про15дольной подачи одновременно двум диаметрально расположенным кареткам, несущим абразивные бруски и установленным параллельно соответствующим образующим конической поверхности, что существенно снижает технологичес20кие возможности устройства.
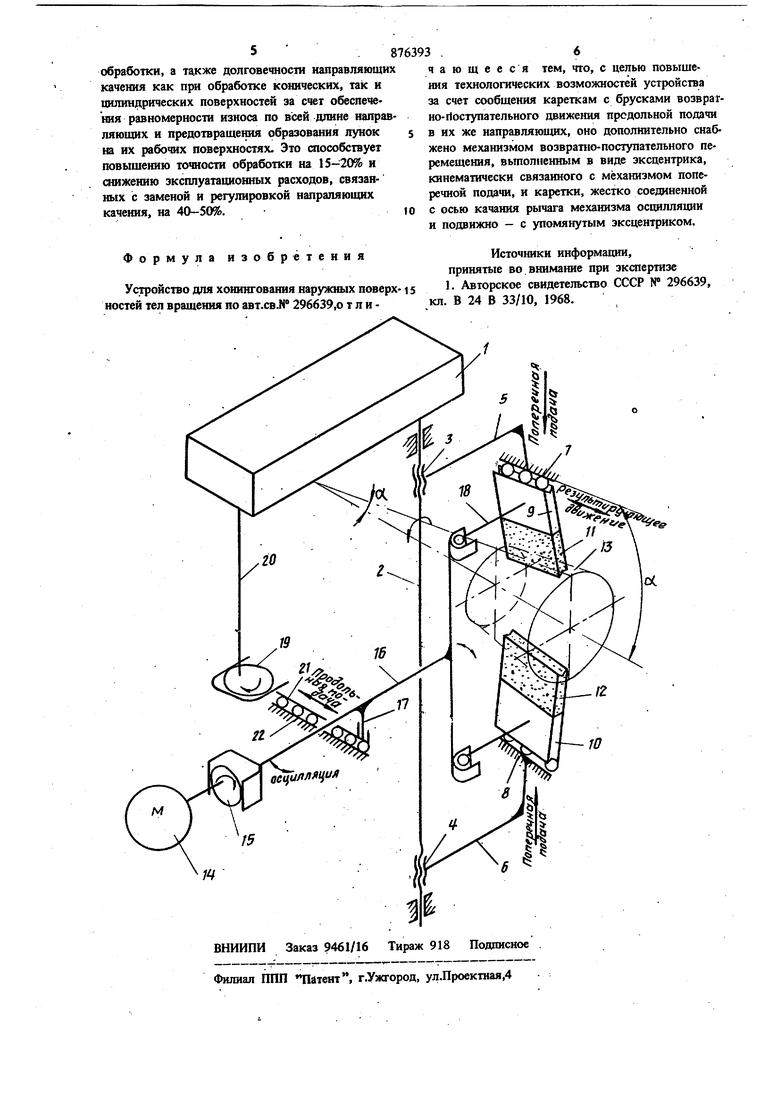
Цель изобретения - повьппение технологических возможностей устройства за счет сообщения кареткам с абразивными брусками возвратно-поступательного движения продольной подачи в их же направляющих. Поставленная цель достигается тем, что уст.ройствЬ дополнительно снабжено механизмом возвратно-поступательного перемещения, выполненным в виде эксцентрика, кинематически свя занного с механизмом поперечной подачи, и ка ретки, жестко соединенной с осью качания рычага механизма осцилляции и подвижно - с з юмянутым эксцентриком. На чертеже приведена кинематическая схема предлагаемого устройства применительно к хоникгованию конической поверхности. Устройствосодержит механизм поперечной подачн, механизм ооцнлляции и механизм допо нительного возвратно-поступательного движения продольной подачи абразивных брусков. Механизм поперечной подачи состоит из привода 1, ходового винта 2 с разноименными резьбами, взаимодействующими с гайками 3 и 4 соответственно суппортов 5 и 6, на которых установлены направляющие 7 и 8 качения кареток 9 и 10, несущих абразивные бруски 11 и 12. Направляющие 7 и 8 выполнены поворотными с возможностью установки их параллельно соответствующим образующим цилиндрической или конической поверхности обрабатываемой дета- ли 13. В механизм осцилляции входят электродвигатель 14, эксцентрик 15, двуплечий рычаг установленный подвижно относительно оси 17 качания, и каретки 9 и 10, связанные с рычагом 16 с помощью пальцев 18, жестко соединенных с каретками 9 и 10 и подвижно с обращенным к обрабатываемой детали 13 вил чатым концом рычага 16. Другой конец рычага 16 подвижно связан с эксцентриком 15. Ме ханизм дополнительного возвратно-поступательного движения продольной подачи состоит из эксцентрика 19, жестко соеданенного с валом 20 привода 1 механизма поперечной подачи, и дополнительной каретки 21, jkecxKo связанной с осью 17 качания рычага 16 механизма осцилляции и подвижно связанной с упомянутым эксцентриком 19 через упоры, установленные на Каретке 21 (на схеме упоры условно показаны в виде вилки, вьшолненной заодно с .кареткой 21). Каретка 21 установлена в направляющих 22, закрепленных в корпусе устройств (не показан). Устройство работает слеудющим образом. Направляющие 7 и 8 вместе с соответствующими каретками 9 и 10, несущими абразивны бруски 11 и 12, устанавливают параллельно об разующим обрабатываемой детали 13. В данном (показанном на схеме) случае обработки конической поверхности направляющие 7 вместе с кареткой 9 и абразивным бруском 11 поворачивают против часовой стрелки из исходного положения, при котором упомянутые направля ющис были параллельны оси вращения обрабатываемой детали 13, и устанавливают наклонно к этой оси под углом а, равным половине угла при верщине обрабатьгоаемой коническойповерхности. Направляющие 8 вместе с кареткой 10 и брусками 12 поворачивают по часовой стрелке и устанавливают под тем же углом к оси детали. От электродвигателя 14 через эксцентрик 15 рычаг .16 получает качательное движение относительно оси 17 с относительно больщой частотой, например 2000-2500 колебаний в минуту, и малой амплитудой, например 1-2 мм. Тогда при равенстве плеч рычага 16 такие же перемещения получит второй конец рычага, взаимодействующий с пальцами 18, через которые осциллирующее движение сообщается несущим абразивные бруски 11 и 12 кареткам 9 и 10, смонтированным соответственно в направляющих 7 и 8. Одновременно от привода 1 через вал 20 с помощью эксцентрика 19 дополнительной каретке вместе с установленной на ней осью 17 качания рычага 16 сообщается дополнительное возвратно-поступательное движение продольной подачи с относительй) малой частотой, например 50-100 ходов в минуту, и сравнительно большой амплитудой, например 15-40 мм, в дополнительных направляющих 22. В результате рычаг 16 вместе с осью 17 качения соверщает возвратно-поступательное движение подачи и одновременно качательное движение относительно той же оси. Оба движения от рычага 16 через пальцы 18 сообщаются несущим абразивные бруски 11 и 12 кареткам 9 и 10, при этом качательное движение рычага 16 через пальцы 18 преобразуется в прямолинейное осциллирующее движение кареток 9 и 10 соответственно в направляющих 7 и 8. Таким образом, каждая из кареток, например 9, получает сложное движение, состоящее из комбинации сравнительно медленного движения продольной подачи с относительно больщой амплитудой и осциллирующего движения с высокой частотой и малой амплитудой. В результате сообщения кареткам, несущим абразивные бруски, одновременно двух движений (осцилляции и продольной подачи), причем в тех же направляющих технологические возможности устройства существенно повыщаются. Это проявляется прежде всего в том, что устройство позволяет сообщить оба указанных движения двум несущим абразивные бруски кареткам, расположенным диаметрально и установленным параллельно образующим обрабатьшаемой конической поверхности, что способствует повыщению точности на 25-30% и производительности на 20-30%, особенно применительно к коническим поверхностям относительно больщой протяженности. Кроме того, применение данного устройства способствует повыщению точности
