I
Изобретение относится .к производству строительных материалов, в частности железобетонных изделий (преимущественно плоских), формуемых горизонтально, например наружных стеновых панелей гражданских и промьппленных зданий.
Известен способ изготовления железобетонных изделий с укладкой бетонной смеси и ее уплотнением,, выравниванием и обработкой поверхности. Механическую обработку поверхносеи осуществляют в процессе обогрева массива бетона заглаживанием брусом, перемещающимся в горизонтальной плоскости, затем поверхность обрабатывают принудительно вращающимся проявив обкатки валком и диском с вертикальной осью вращения, при этом обработку поверхности изделия брусом и валком, валком и диском проводят с интервалами межяУ процессами, равными 1,0-1,5 ч ij.
Недостатками указанного способа являются большая энергоемкость и необходимость выдержки во времени, что усложняет и удлиняет процесс изготовления изделия, так как необходимо обогревать изделие до чистовой обработки поверхности.
Наиболее близким к предлагаемому по технической Сущности и достигаемому результату является способ
to изготовления железобетонных изделий,. включающий укладку бетонной смеси в форму, ее виброуплотнение, последующее выравнивание открытой поверхности изделия полусухой цементноISпесчаной смесью и укатку валком, вращающимся против направления укатки Г2.
Недостатком известного способа является невысокое качество обрабамтываемой поверхности из-за появления волн на укатанной поверхности.
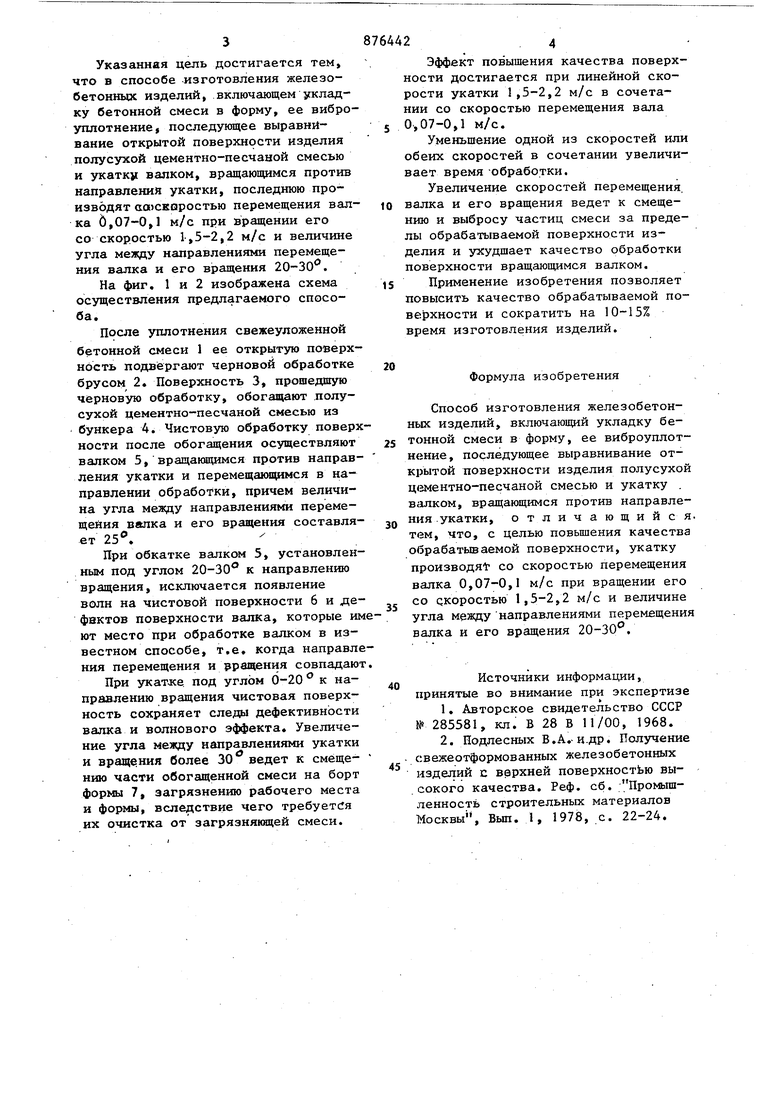
Цель изобретения повьшение качества обрабатываемой поверхности. Указанная цель достигается тем, что в способе изготовления железобетонньос изделий, включающем укладку бетонной смеси в форму, ее виброуплотнение, последующее выравнивание открытой поверхности изделия полусухой цементно-песчааой смесью и укатку валком, вращающимся против направления укатки, последнюю производят адасЕоростью перемещения валка 6,07-0,1 м/с при вращении его со скоростью 1,5-2,2 м/с и величине угла между направлениями перемещения валка и его вращения 20-30. На фиг. 1 и 2 изображена схема осуществления предлагаемого способа. После уплотнения свежеуложенной бетонной смеси 1 ее открытую поверхность подвергают черновой обработке брусом 2. Поверхность 3, прошедшую черновую обработку, обогащают полусухой цементно-песчаной смесью из бункера 4. Чистовую обработку поверх ности после обогащения осуществляют валком 5, вращающимся против направления укатки и перемещающимся в направлении обработки, причем величина угла между направлениями перемещейия валка и его вращения составляет 25. При обкатке валком 5, установленным под углом 20-30° к направлению вращения, исключается появление волн на чистовой поверхности 6 и дефектов поверхности валка, которые им ют место при обработке валком в известном способе, т.е. когда направле ния перемещения и ращения совпадают При укатлсе под углом 0-20 к направлению вращения чистовая поверхность сохраняет следы дефективности валка и волнового эффекта. Увеличение угла между направлениями укатки и враще ния более 30 ведет к смещению части обогащенной смеси на борт формы 7, загрязнению рабочего места и формы, всле;;ствие чего требуетс я их очистка от загрязнянщей смеси. 24 Эффект повышения качества поверхности достигается при линейной скорости укатки 1,5-2,2 м/с в сочетаНИИ со скоростью перемещения вала 0,07-0,1 м/с. Уменьшение одной из скоростей или обеих скоростей в сочетании увеличивает время обработки. Увеличение скоростей перемещения. валка и его вращения ведет к смещению и выбросу частиц смеси за пределы обрабатываемой поверхности изделия и ухудшает качество обработки поверхности вращающимся валком. Применение изобретения позволяет повысить качество обрабатываемой поверхности и сократить на 10-15% время изготовления изделий. Формула изобретения Способ изготовления железобетонных изделий, включающий укладку бетонной смеси в форму, ее виброуплотнение, последующее выравнивание открытой поверхности изделия полусухой ц(гментно-песчаной смесью и укатку . вгалком, вращающимся против направления .укатки, отличающийся, тем, что, с целью повышения качества обрабатываемой поверхности, укатку производя со скоростью перемещения валка 0,07-0,1 м/с при вращении его со дкоростью 1,5-2,2 м/с и величине угла между направлениями перемещения валка и его вращения 20-30. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №285581, кл. В 28 В 11/00, 1968. 2.Подлесных В.А.-и.др. Получение свежеотформованных железобетонных изделий с верхней поверхностью вы.сокого качества. Реф. сб. Промышленность строительных материалов Москвы, Вып. 1, 1978, с. 22-24. 123 l Напрабле Hue oSpadk ки (pui.i
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления железобетонных изделий | 1986 |
|
SU1516362A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1970 |
|
SU285581A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ОБЛИЦОВОЧНОГО МАТЕРИАЛА И ИСПОЛЬЗУЕМАЯ В НЕМ ФОРМА | 2007 |
|
RU2351465C1 |
| УСОВЕРШЕНСТВОВАНИЯ МАШИН ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРЕДНАПРЯЖЕННОГО БЕТОНА ИЛИ ЖЕЛЕЗОБЕТОНА | 2007 |
|
RU2470773C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ТРАНСПОРТНОЙ МАГИСТРАЛИ МЕГАПОЛИСА | 1998 |
|
RU2140479C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ МЕТОДОМ ВИБРОПРОКАТА БЕТОННЫХ, ЖЕЛЕЗОБЕТОННЫХ ИЛИ ИНЫХ СТРОИТЕЛЬНЫХИЗДЕЛИЙ | 1962 |
|
SU150397A1 |
| КОЛЬЦЕВАЯ МАГИСТРАЛЬ МЕГАПОЛИСА И СПОСОБ РЕКОНСТРУКЦИИ КОЛЬЦЕВОЙ МАГИСТРАЛИ МЕГАПОЛИСА | 1998 |
|
RU2135672C1 |
| Способ формования бетонных конструкций | 1990 |
|
SU1754459A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2003 |
|
RU2270091C2 |
| ВИБРАЦИОННЫЙ ЛЕНТОЧНЫЙ РАБОЧИЙ ОРГАН | 2008 |
|
RU2368721C1 |

