Известны снособы изготовления железобеТ10, изделий лутем у.кладкн бетонной смеси, ее вибрирования с посладующим выра.вш ва«ие;м и обработкой ,пю(верХ|НОст.и .изделий.
Известные способы не обеспечивают хорошего качества ;иОверхн:0€11И .издел.ий.
Настоящее «зобретеиие .имеет целью получел-ие изделий, имеющих выСО,кО качест1ветну О новерхность и гео метрические раз-меры но толщине.
До.стигается это те.1, что обработку поверхности осуществляют в mpoinecce .обогрева з.аглаж,И|Ва1Н;Ие,м бруюоМ, перемещающим-ся в гозонтальной пло:скост1И, затем поверхность обрабатывают принудительно ,вращающ1им я валкол и диском с вертикально осью врандения. При этом обработку поверхности Иэделия брусом и валком, валком и ди-ском проводят с .шгтepвaлaiми между -процеаса ми, 1ра1вным и 1,0-1,5 час. )К вращают в направлении обкатки со Скоростью 2,4-3,5 м/сек, а затем в :иротивоположнОМ iHaiHpавл0пии со скоростью 5,5-6,5 м/сек.
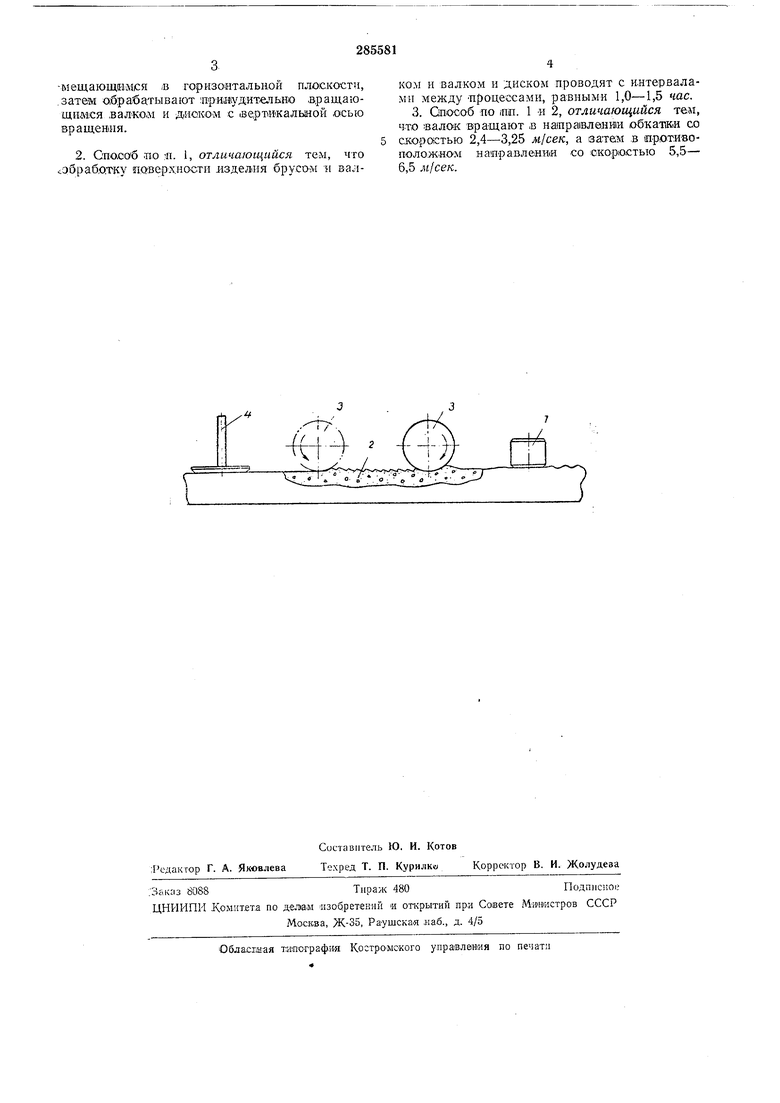
Предлагаемый способ поясняется чертежом.
GвeжeoтфQpмoвalHнoe .из(дел1ие обрабатывают бруСо:м 1, который рлнудительно перемещают в 1пло|ако1ст1и oi6ipai6aiTbBBaeMoro ловерхностного слоя слюси 2. Брус снимает излищюн и предва;рителыно разравнивает бетонную смесь. В дальнейшем ;новерхность смеси обрабатывается цилиндричоскио, нриводным вращающимся валком 3 двумя лоследовательй;,;ми операция-ми. Во время первой олерацмл валок, вращаясь в направлении обкатки по
смеси со скоростью 2,4-3,25 м/сек, превыщпющей скорость обкатки без скольжения, утапливает круллые фра.кцш заатоднителей и выдавливает на поверхность расрворную часть беФанной с.-мбС1И. Во время BTopofi онерацлк вало-к, вращаясь со скоростью 5,5-6,5 м/сек в налравлелли против обкатки, распределяет по HoiBeipxHocTH выдавленную paiHee растворную часть бетонной смеси, создает гор.изонтальиойть н:оверх|ности изделия. Чистовая обработка noiBepx-HocTH производится горизонтальным Д|ис1ка-м 4 с .вертикальной осью с ояновре-менным под-огревоМ .поверх-ности изделия л Отделка на это-м заканчивается.
Пред М е т -и з о б р е т е :н ;и я
1. Способ изготовлеиия железобетонных издел.нй путем укладки бетонной смеси, ее вибрирования с лоследу1ощ. Бьфа1вни-ван1ие-м н
обработкой поверхности изделий, отличающийся тем, что, с целью получения изделий с вы-со.К0)Качест(венн.ой новерхгао-стью л т,очных геометрических разимеров по -толщине изделия, обработку ловер.хности осуществляют в про-ыещающимся в горизойтальной плоскости, .затем обрабатывают принудительно вращающимся валком и ДгИСКОМ с свертажальной осью вращекпя.
2. Способ по 1П. 1, отличающийся тем, что йОбрайотку повер-хности лздел ия брусОМ и валком и валком и диском проводят с и.нтерваламн между Процессами, равными 1,0-1,5 час. 3. Способ по inn. 1 И 2, отличающийся тем, что валок вращают в иа1пра1влеа1ии обкаттки со скоростью 2,4-3,25 м/сек, а затем в противсположиом направлеиган со скорюстью 5,5- 6,5 м/сек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления железобетонных изделий | 1980 |
|
SU876442A1 |
| ВИБРАЦИОННЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ПАНЕЛЕЙ | 1965 |
|
SU168174A1 |
| Рабочая клеть планетарного стана | 1983 |
|
SU1154013A1 |
| ВИБРАЦИОННЫЙ ЛЕНТОЧНЫЙ РАБОЧИЙ ОРГАН | 2008 |
|
RU2368721C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ВЯЗКОПЛАСТИЧНЫХ МАСС | 1992 |
|
RU2027590C1 |
| Способ изготовления кольцевых деталей | 1988 |
|
SU1697953A1 |
| Машина для отделки строительных изделий | 1983 |
|
SU1080979A1 |
| Способ прокатки цилиндрических зубчатых колес | 1977 |
|
SU743764A1 |
| УСТРОЙСТВА И СПОСОБЫ УДЕРЖИВАНИЯ ВЯЗКИХ МАТЕРИАЛОВ В ПРОКАТНОМ ПРОИЗВОДСТВЕ | 2019 |
|
RU2730826C1 |
| ВАЛКОВАЯ (РОЛИКОВАЯ) ПОДАЧА ЗАГОТОВОК В ЗОНУ ОБРАБОТКИ | 1998 |
|
RU2158647C2 |
,9 : о о
