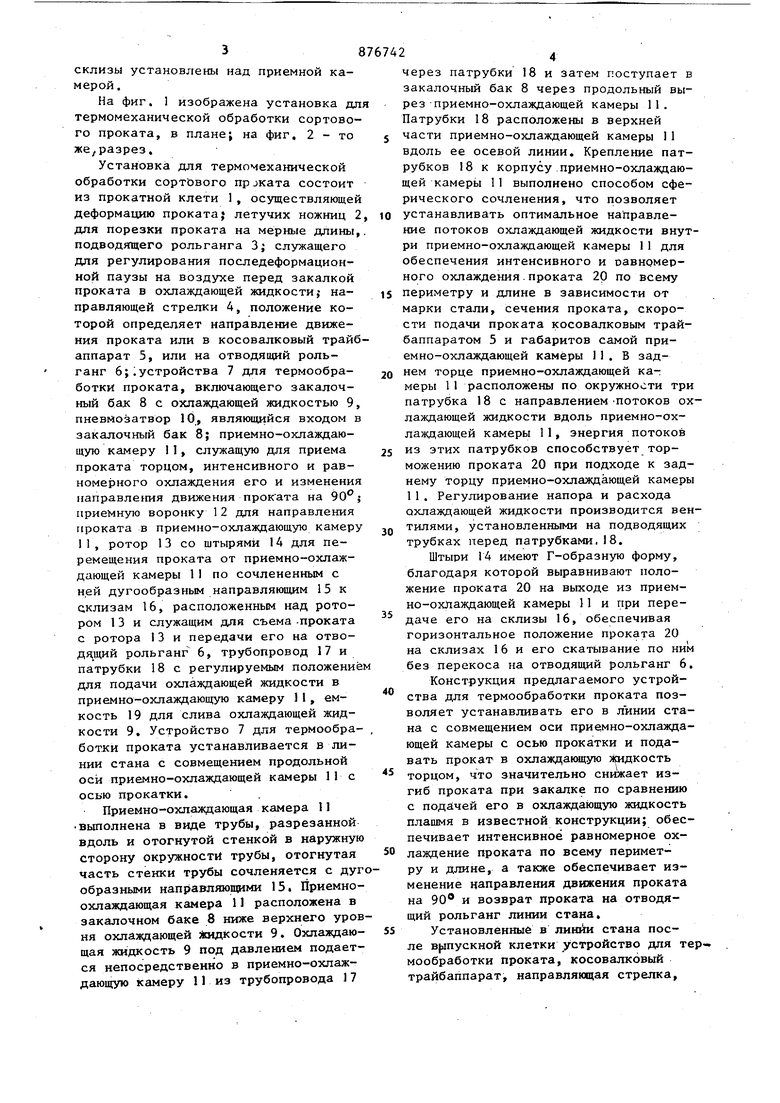
(54) УСТАНОВКА ДЛЯ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА Изобретение относится к термической обработке металлов, а также к ус ройствам для термомеханической обраб ки (ТМО) сортового проката. Изобретение наиболее эффективно м жет быть использовано для термомеханическбй обработки сортового проката с прокатного нагрева непосредственно в линии стана. Известна установка для термообработки проката, содержащая охлаждающие секции с транспортирующими роликами 1.. Недостатками данной установки является то, что она занимает большие производственные площади, при этом требуется большой расход воды и Возд ха, а в итоге получается неполное ох ламсдение- проката. . Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является установка для термомеханической обработки проката, содержащая закалочный бак с охладителем, ротор со штуцерами и склизы 23 Недостатки такой установки заключаются в том, что вход проката в воду осуществляется в поперечном направлении, что приводит к неравномерному, охлаждениюпроката и его изгибу в продольном направлении; а также в- сложности механизмов зажима проката. Цель изобретения - повышение качества термомеханической обработки и совмещения процессов прокатки и обработки. Поставленная цель достигается тем, что известная установка, содержащая закалочный бак с охладителем, ротор со штьфями и склизы, снабжена последовательно установленными перед баком подводящим рольгангом стрелкой, трайбаппаратом. и расположенной в закалочном баке приемной камерой с патрубками и направляющими, при этом штыри ротора выполнены Г- образными, а 3 склизы установлены над приемной камерой. На фиг. 1 изображена установка дл термомеханической обработки сортового проката, в плане; на фиг. 2 - то же/разрез. Установка для термомеханической обработки сортового npjKaTa состоит из прокатной клети 1, осуществляющей деформацию проката; летучих ножниц для порезки проката на мерные длины подводящего рольганга 3; служащего для регулирования последеформационной паузы на воздухе перед закалкой проката в охлаждающей жидкости,- направляющей стрелки 4, положение которой определяет направление движения проката или в косовалковый трайб аппарат 5, или на отводящий рольганг 6; устройства 7 для термообработки проката, включающего закалочный бак 8 с охлаждающей жидкостью 9 пневмозатвор 10, являющийся входом в закалочный бак 8; приемно-охлаждающую камеру 11, служащую для приема проката торцом, интенсивного и равномерного охлаждения его и изменения иаправле гия движения проката на 90 приемную воронку 12 для направления проката в приемно-охлаждающую камеру 11, ротор 13 со штырями 14 для перемещения проката от приемно-охлаждающей камеры 11 по сочлененным с ней дугообразным направляющим 15 к склизам 16, расположенным над ротором 13 и служащим для съема .проката с ротора I3 и передачи его на отводящий рольганг 6, трубопровод 17 и патрубки 18 с регулируемым положение для подачи охлаждающей жидкости в приемно-охлаждающую камеру 1I, емкость 19 для слива охлаждающей жидкости 9. Устройство 7 для термообработки проката устанавливается в линии стана с совмещением продольной оси приемно-охлаждающей камеры 11с осью прокатки. Приемно-охлаждающая камера 11 выполнена в виде трубы, разрезанной вдоль и отогнутой стенкой в наружную сторону окружности трубы, отогнутая часть стенки трубы сочленяется с дуг образными направляющими 15. Приемноохлаждающая камера 11 расположена в закалочном баке 8 ниже верхнего уров ня охлаждающей зйодкости 9. Охлаждающая жидкость 9 под давлением подается непосредственно в приемно-охлаждающую камеру 11 из трубопровода 17 через патрубки 18 и затем поступает в закалочный бак 8 через продольный вырез приемно-охлаждающей камеры 11. Патрубки 18 расположены в верхней части приемно-охлаждающей камеры 11 вдоль ее осевой линии. Крепление патрубков 18 к корпусу .приемно-охлаждающей камеры 11 выполнено способом сферического сочленения, что позволяет устанавливать оптимальное направление потоков охлаждающей жидкости внутри приемно-охлаждающей камеры 11 для обеспечения интенсивного и оавномерного охлаждения.проката 20 по всему периметру и длине в зависимости от марки стали, сечения проката, скорости подачи проката косовалковым трайбаппаратом 5 и габаритов самой приемно-охлаждающей камеры 11. В заднем торце приемно-охлаждающей камеры 11 расположены по окружности три патрубка 18 с направлениемПотоков охлаждающей жидкости вдоль приемно-охлаждающей камеры 11, знергия потоков из этих патрубков способствует торможению проката 20 при подходе к заднему торцу приемно-охлаждающей камеры 11. Регулирование напора и расхода охлаждающей жидкости производится вентилями, установленными на подводящих трубках перед патрубками,18. Штыри 14 имеют Г-образную форму, благодаря которой выравнивают положение проката 20 на выходе из приемно-охЛаждающей камеры 11 и при передаче его на склизы 16, обеспечивая горизонтальное положение проката 20 на склизах 16 и его скатывание по ним без перекоса на отводящий рольганг 6. Конструкция предлагаемого устройства для термообработки проката позволяет устанавливать его в линии стана с совмещением оси приемно-охлаждающей камеры с осью прокатки и подавать прокат в охлаждающую зшдкость торцом, что значительно снижает изгиб проката при закалке по сравнению с подачей его в охлаждак)щую жидкость плашмя в известной конструкции; обеспечивает интенсивное равномерное охлаждение проката по всему периметру и длине, а также обеспечивает изменение направления движения проката на 90® и возврат проката на отводящий рольганг линии стана. Установленные в линии стана после вртускной клетки устройство для термообработки проката, косовалковый трайбаппарат, направляющая стрелка. рольганги, подводящий и отводящий, летучие ножницы позволяют осуществить термомеханическую обработку сор тового проката с прокатного нагрева с обеспечением стабильных свойств по длине и сечение проката при полной механизации всех операций. Регламентация температурно-скоростного режим термомеханической обработки сортового проката осуществляется путем изме нения скоростного режима косовалково го трайбаппарата и ротора, количества подаваемой в приемно-охлаждающую камеру охлаждающей жидкости, а также временем последеформационной паузы на подводящем рольганге. Установка для термомеханической обработки сортового проката работает следующим образом. Сортовой прокат 20 после деформации в выпускной клети 1 и порезки на мерные длины на летучих ножницах 2 поступает на подводящий рольганг 3, на котором создается необходимая.по технологий последеформационная пау-. за на Воздухе перед закалкой проката 20 в охлаждающей жидкости 9, Затем .подводящий рольганг 3 подает прокат 2() S косовалковый трайбаппарат 5, который придает прокату 20 вращатель но-поступательное движение и подает его через пневмозатвор 10 в приемную воронку 12 в приемно-охлаждающую камеру 11, вкоторой вращение потоко охлаждающей жидкости из патрубков 18 направлено встречно вращению проката 20 с целью улучшения условий охлаждения проката. Прокат 20 входит в приемно-охлаждающую камеру 11 торцом, тормозитсяза счет потери кине тической энергии и под собственным в сом с помощью энергш потока охлаждающей жидкости 9 скатывается по наклонной стенке приемно-охл дп1ающей камеры 1, изменив направление движения на 90, к транспортирующим штырям 14 ротора 13. Ротор 13 транспортирует прокат 20 по дугообразным направляющим 16 поштучно в охлаждающей лядкости 9 к склизам 16. Скорость вращения ротора 13 согласовьшается со скоростью подачи проката 20 косовалковым трайбаппаратом 5. Далее охлаж2«денный прокат 20 снимается с ротора 13 склизами 16 и пс ним скатывается на отводящий рольганг 6, которым транспортируется к средствам уборки проката в линии стана. В случае обычной прокатки, без термомеханической обработки проката, прокат 20 направляющей стрелкой 4 направляется с подводящего рольганга 3 на отводящий рольганг 6, являющийся продолжением подводящего рольганга 3, вОбход устройства 7 для термообработки проката. Все операции механизированы, электропривод может быть полностью автоматизирован. Предлагаемая установка для термомеханической обработки сортового проката позволяет производить термомеханическую обработку сортового проката в потоке стана с прокаточного нагреа с полной механизацией и автоматизацией всех операций, обеспечивает стабильность механических характеристик проката, снижает до минимума разброс характеристик механических свойств мехуду штуками проката в партии и в партии в целом. Формула изобретения Установка для термомеханической обработки проката, содержащая закалочный бак с охладителем, ротор со штырями и склизы, отличающаяся тем, что, с целью повышения качества термомеханической обработки и совмещения процессов прокатки и обработки, она снабжена последовательно установленными перед баком подводящим рольгангом, стрелкой, трайбаппаратом и расположенной в закалочном баке приемной камерой с патрубками и направлякнчими, при этом штыри ротора выполнены Г-образными, а склизы ycтa новлены над приемной камерой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 389148, кл. С 21 О 1/02, 1971. 2.Авторское свидетельство СССР №276124, кл. С 21 D 1/62, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для охлаждения сортового проката | 1972 |
|
SU487140A1 |
| Устройство для охлаждения толстолистового проката | 1981 |
|
SU1092190A1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2530429C1 |
| Способ термомеханической обработки стальных листов | 1987 |
|
SU1528800A1 |
| СПОСОБ И ПРОКАТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ, ПРУТКОВ ИЛИ БЕСШОВНЫХ ТРУБ | 2003 |
|
RU2274503C2 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Устройство для термической обработки длинномерных прокатных изделий круглого сечения | 1991 |
|
SU1792986A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2001 |
|
RU2224606C2 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО СОРТОВОГО ПРОКАТА ИЗ ПОДШИПНИКОВЫХ СТАЛЕЙ | 2005 |
|
RU2307176C2 |

