Изобретение относится к области обработки металлов давлением, а более конкретно к оборудованию для совмещенного процесса литье-прокатка, и предназначено для получения сортовых заготовок.
Известен литейно-прокатный агрегат [1] изготовления круглого профиля, содержащий последовательно установленные одноручьевую машину непрерывного литья заготовок и косовалковый планетарный стан, валки которого вращаются в роторе. Планетарный стан обеспечивает интенсивную деформацию непрерывнолитого слитка, в результате чего получается прокат круглого сечения, размеры которого могут изменяться за счет настройки рабочих валков.
Недостатком этой конструкции является то, что можно получать профили только круглого сечения.
Известен литейно-прокатный агрегат [2], конструкция которого принята в качестве прототипа, содержащий последовательно установленную машину непрерывного литья заготовок, ножницы, механизм для удаления затравки, отводящий рольганг, а также планетарный прокатный стан обжимающий слиток с четырех сторон до получения квадратного профиля.
Недостатком этой конструкции является сложность в согласовании скоростей машины непрерывного литья заготовок и прокатного стана, а также большая протяженность агрегата. Кроме этого, невозможно получить профили другого сортамента, т.к. для этого необходимо установить сортовую клеть, например, шаговой прокатки, рабочий орган которой совершает возвратно-поступательные движения вдоль оси прокатки, обеспечивая при этом большую степень деформации, необходимую для совмещения агрегатов.
Установка подобных клетей требует обеспечения возможности рассогласования скоростей машины непрерывного литья заготовок и прокатного стана.
Также к недостаткам известного устройства следует отнести сложность удаления затравки, которую после отделения от слитка необходимо тут же удалить, перемещая вверх дополнительным оборудованием.
Задача, решаемая изобретением, заключается в обеспечении возможности рассогласования скоростей машины непрерывного литья заготовок и прокатного cтана путем включения в состав оборудования петлевого устройства для выходящего из машины непрерывнолитого слитка, а также возможности расширения сортамента готовой продукции.
Эта задача решается следующим образом.
В известном литейно-прокатном агрегате, содержащем машину непрерывного литья заготовок, установлены на выходе из нее отводящий рольганг и устройство отделения затравки, а также прокатный стан, согласно изобретению прокатный стан размещен параллельно машине непрерывного литья заготовок, за устройством для отделения затравки по ходу движения заготовки смонтированы вертикальные направляющие ролики, при этом оппозитно им перед прокатным станом также смонтированы вертикальные направляющие ролики, а между ними установлен поворотный в горизонтальной плоскости рычаг с клещевым захватом.
Кроме этого, первая клеть прокатного стана выполнена с возможностью возвратно-поступательного перемещения рабочего органа вдоль оси прокатки.
На чертеже изображен общий вид предлагаемого агрегата в плане.
Литейно-прокатный агрегат состоит из одноручьевой сортовой машины непрерывного литья заготовок 1, установленного последовательно за ней отводящего рольганга 2, устройства для отделения затравки 3 и прокатного стана 4, установленного параллельно машине непрерывного литья заготовок 1.
На выходе из машины непрерывного литья заготовок 1 за устройством 3 установлены вертикальные направляющие ролики 5, одна пара из которых приводная, а другая - прижимная, при этом оппозитно им на входе в прокатную клеть 4 установлены аналогичные вертикальные направляющие ролики 6.
Между роликами 5, 6 посередине смонтирован рычаг 7, имеющий возможность поворота относительно оси 8 в горизонтальной плоскости и снабженный клещевым захватом 9.
Проем между отводящим рольгангом 2 и осью прокатки перекрыт плитным настилом 10 на уровне роликов рольгана 2.
Непосредственно перед прокатным станом 4 на выходе направляющих роликов 6 установлен индукционный нагреватель 11.
Литейно-прокатный агрегат работает следующим образом.
В исходном положении ролики 5, 6, разведены, клещевой захват 9 подведен к роликам 5, губки захвата 9 также разведены.
Жидкий металл разливается на машине 1 в слиток 12 квадратного сечения. После отрезания переднего конца слитка и отделения затравки, которая откатывается по рольгангу 2, слиток продолжает удлиняться на рольгане 2, ролики 5 и 6 при этом разведены.
После выхода переднего конца слитка 12 за пределы роликов 5 последние сводят и они работают в холостом режиме, далее посредством рычага 7 подводят к переднему концу слитка 12 клещевой захват 9 и зажимают его.
По мере роста слитка его передний конец начинает отгибаться относительно оси 8 рычага 7, который вместе с клещевым захватом и зажатым концом слитка 12 описывает дугу окружности 180o, подводя передний конец слитка 12 к направляющим роликам 6.
После того как передний конец слитка 12 окажется между роликами 6, они сводятся, изогнутая часть слитка 12 при этом опирается на настил 10, а ролики 5, 6 воспринимают нагрузку от изгиба слитка.
Затем разводят клещевой захват 9, включают привод роликов 6 и слиток через индукционный нагреватель 11 подается к сортовой четырехвалковой прокатной клети 4 шаговой прокатки, совершающей возвратно-поступательное движение рабочего органа вдоль оси прокатки.
После захвата переднего конца слитка валками рабочей клети ролики 6 работают в холостом режиме и происходит совмещенный процесс разливки на машине 1 и прокатки в клети 4, при этом скорости разливки и прокатки не совпадают, а петля слитка 12 увеличивается или уменьшается.
После окончания разливки на машине 1 для выталкивания заднего конца слитка 12 на плитный настил 10 включают привод роликов 5 и далее после выхода заднего конца слитка 12 из роликов 6 рычаг 7 с клещевым захватом 9 поворачивают в исходное положение к роликам 5.
Предлагаемый агрегат обеспечивает возможность рассогласования скоростей разливки и прокатки, что в общем случае позволят исключить сложность с регулированием этих скоростей. Кроме этого, упомянутая возможность позволяет использовать клети шаговой прокатки в совмещенных агрегатах, что расширяет сортамент изделий, получаемых при совмещенном процессе.
Источники информации
1. Патент Германии 19720058 А1, МКИ В 21 В 1/46
2. Литейно-прокатный агрегат. Тяжелое машиностроение 5, 1997 г., рис. 5, стр. 6-7.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 2003 |
|
RU2233718C1 |
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОСОРТОВОГО ПРОКАТА В СОВМЕЩЕННОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2134179C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2007 |
|
RU2356663C1 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
Изобретение относится к области обработки металлов давлением, а более конкретно к оборудованию для совмещенного процесса литье-прокатка и предназначено для получения сортовых заготовок. Задача изобретения - расширение сортамента продукции. Литейно-прокатный агрегат содержит машину непрерывного литья заготовок, установленные на выходе из нее отводящий рольганг и устройство для отделения затравки, а также прокатный стан, размещенный параллельно машине непрерывного литья заготовок, при этом за устройством для отделения затравки по ходу движения заготовки смонтированы вертикальные направляющие ролики, оппозитно им перед прокатным станом также смонтированы вертикальные направляющие ролики, а между ними установлен поворотный в горизонтальной плоскости рычаг с клещевым захватом. Изобретение обеспечивает возможность рассогласования скоростей разливки и прокатки, что позволяет использовать в совмещенных агрегатах клети шаговой прокатки. 1 ил.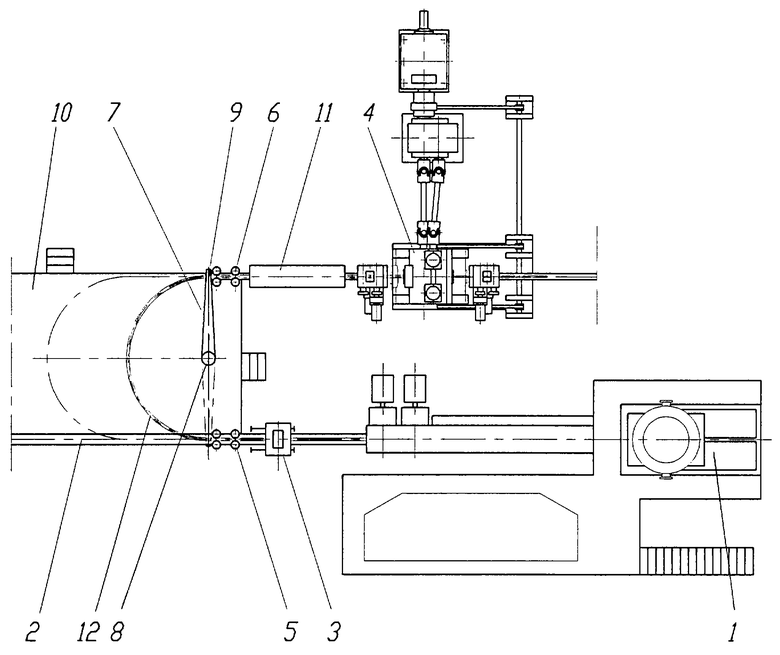
Литейно-прокатный агрегат, содержащий машину непрерывного литья заготовок, установленные на выходе из нее отводящий рольганг и устройство для отделения затравки, а также прокатный стан, отличающийся тем, что прокатный стан размещен параллельно машине непрерывного литья заготовок, за устройством для отделения затравки по ходу движения заготовки смонтированы вертикальные направляющие ролики, при этом оппозитно им перед прокатным станом также смонтированы вертикальные направляющие ролики, а между ними установлен поворотный в горизонтальной плоскости рычаг с клещевым захватом.
| Литейно-прокатный агрегат | |||
| Тяжелое машиностроение, № 5, 1977, рис | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ НЕПРЕРЫВНО ОТЛИВАЕМЫХ ЗАГОТОВОК И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1248110A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС | 1989 |
|
RU2044581C1 |
| СПОСОБ РАСКАТКИ ГОРЯЧЕЙ ШИРОКОЙ ПОЛОСЫ ИЗ ТОНКИХ СЛЯБОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2108878C1 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| Устройство для измерения погрешности перемещения рабочих органов станков | 1977 |
|
SU724920A1 |

