Изобретение относится к сварке, а именно к технологии изготовления криволинейных труб, преимущественно из титановых и алюминиевых полупатрубков, полученных методом холодной штамповки из листовой заготовки.
Известен способ изготовления сварных труб из титановых и алюминиевых полупатрубков (Лихачев В.Л. Электродуговая сварка. Пособие для сварщиков и специалистов сварочного производства. - М.: СОЛОН-Пресс, 2006. - 640 с., стр.72, рис.3.28), полученных методом холодной штамповки из листовой заготовки, включающий сборку свариваемых кромок полупатрубков и фиксацию собранной трубы на прихватках, которые выполняются сваркой плавлением. Прихватки выполняют в виде сварных точек диаметром 5…10 мм, устанавливаемых с шагом 40…70 мм. После выполнения прихваток осуществляют сварку неплавящимся электродом в среде защитных газов продольного стыка трубы с подачей присадочной проволоки и защитной обратной стороны шва аргоном.
Существенными недостатками указанного способа сварки являются большая трудоемкость и возможность образования дефектов в виде хрупких окисленных фаз и соединений в зоне прихваток. Наличие таких соединений провоцирует образование негерметичностей и трещин в сварном соединении трубы. В связи с этим необходимо применение сложной дорогостоящей оснастки для обеспечения надежной защиты корня шва или применение прихватки в специальных камерах с контролируемой атмосферой защитного газа.
Наиболее близким по технической сущности к заявленному способу изготовления криволинейных труб является способ, включающий стыковку свариваемых полупатрубков (Патент Японии №53-82631, МКИ В23К 31/00, 1978). Под стыкуемые кромки на всю длину стыка устанавливается подкладка. С помощью контактной сварки подкладка прихватывается к полупатрубкам. Затем осуществляют сварку стыка с полным проплавлением подкладки.
Существенным недостатком прототипа является снижение проходного сечения сварной трубы и увеличение ее массовых характеристик, а также нестабильность качества соединений при наличии вибрационных нагрузок на трубопровод при эксплуатации.
Предлагаемый способ изготовления сварных труб из титановых и алюминиевых полупатрубков направлен на обеспечение сохранения проходного сечения трубы, снижения ее массы и стабильности характеристик сварных соединений трубопроводов при эксплуатации в условиях вибрационного нагружения.
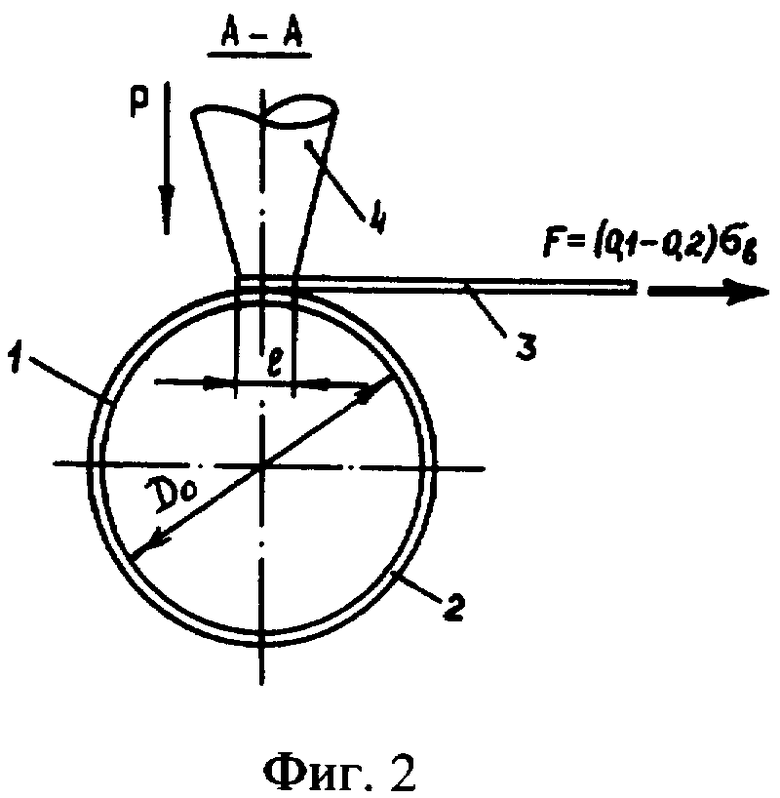
Технический результат, на достижение которого направлено данное изобретение, достигается тем, что прихватку осуществляют одновременно в двух точках с неполным расплавлением проволоки, которую подают в зону прихватки под углом 45-90° к линии стыка, а в момент пропускания через проволоку сварочного тока ее нагружают осевым усилием до отрыва от заготовки.
Подробнее сущность заявляемого способа поясняется чертежами:
на фиг.1, 2, 3 показаны стадии осуществления процесса;
на фиг.4 - циклограмма осуществления прихватки полупатрубков перед сваркой;
на фиг.5 - внешний вид зоны прихватки по заявляемому способу;
на фиг.6 - внешний вид сварного шва на патрубке при его подходе к зоне установки прихватки.
Полупатрубки 1 и 2 собирают по стыкуемым кромкам (фиг.1). Под углом 45-90° к стыку подают присадочную проволоку 3. Присадочную проволоку подают шаговым устройством. Затем электроды 4 и 5 с усилием Р прижимают проволоку 3 к полупатрубкам 1 и 2. После поджатия проволоки к деталям ее нагружают растягивающим осевым усилием (фиг.2). Величину осевого усилия задают в пределах 0,1-0,2 от предела прочности материала присадочной проволоки.
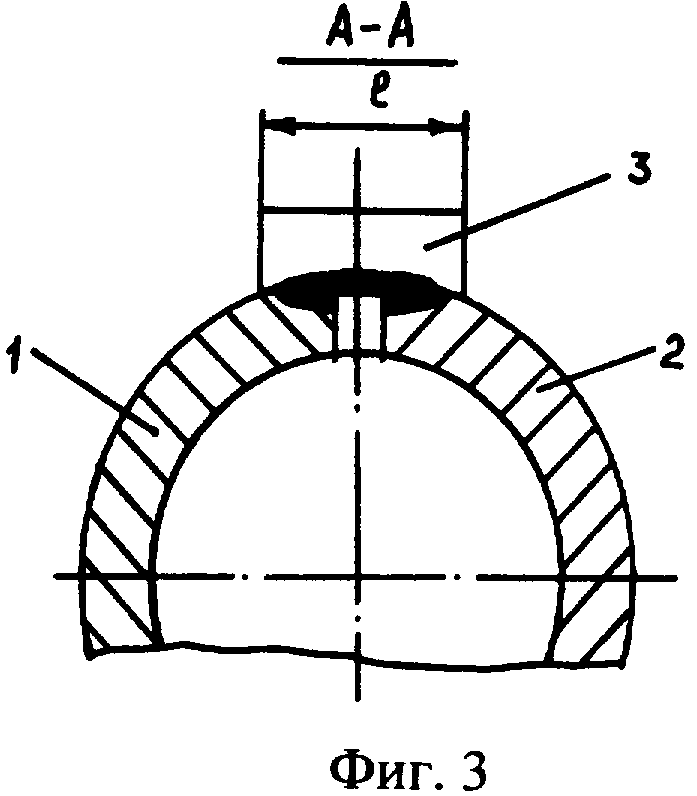
Затем через электроды 4 и 5 пропускают импульс сварочного тока. Так как сопротивление в контакте проволоки 3 и полупатрубков 1 и 2 превосходит сопротивление в контакте между электродом 4 и 5 и проволокой 3. В результате этого проволока частично расплавляется с одновременным расплавлением полупатрубков 1 и 2 в месте контакта с проволокой 3. При кристаллизации образуется соединение между полу патрубками (фиг.3) 1 и 2 и проволокой 3. В результате полупатрубки оказываются зафиксированными относительно друг друга. Прихватки расставляют с определенным шагом В, равным 1,0-2,0 диаметра трубы Do.
При величине шага установки прихваток В менее 1,0 Do наблюдается рост трудоемкости выполнения прихваток, что не вызвано требуемой точностью фиксации свариваемых кромок полупатрубков относительно друг друга. В случае когда величина шага В превышает 2,0 Do, отмечается разрушение отдельных прихваток в процессе сварки шва между полупатрубками и образование депланаций свариваемых кромок, появление которых сопровождается снижением предела выносливости сварного соединения в условиях вибрационного нагружения.
Величину осевого усилия нагружения задают в пределах (0,1…0,2)σв, где σв - предел прочности материала проволоки. При напряжении осевого усилия меньше 0,1σв не происходит разрыва проволоки в момент прохождения импульса тока. Увеличение усилия больше 0,2σв сопровождается отрывом присадочной проволоки 3 от поверхности полупатрубков 1 и 2 и разрушением прихватки.
На фиг.4 приведена циклограмма процесса установки прихваток при изготовлении труб из штампованных полупатрубков, на которой: Vпп - скорость подачи присадочной проволоки; Р - усиление сжатия электродов; Iсв - сварочный ток при прихватке; F - усиление растяжения проволоки. Использование электроконтактной прихватки с подачей проволоки при изготовлении криволинейных труб позволяет надежно зафиксировать полупатрубки относительно друг друга и исключить образование дефектов в прихватках.
При сварке продольных стыков полупатрубков на прихватках скорость подачи присадочной проволоки снижают в 1,5…2 раза. При снижении скорости подачи проволоки на прихватках менее чем в 1,5 раза на этих участках наблюдается образование чрезмерного усиления шва, а также формирование непроплавов, если не производится корректировка тока сварки. Снижение скорости подачи присадочной проволоки более чем в 2 раза приводит к увеличению ширины шва на прихватках с формированием занижений сварного соединения.
Повышение качества соединений при наличии зазоров в стыке достигается за счет применения сварки сканирующей дугой с подачей присадочной проволоки по нормали к сварочной ванне.
В качестве примера конкретного выполнения способа выполняли изготовление криволинейных титановых труб из сплава ОТ4 из штампованных полупатрубков толщиной стенки 1,2 мм диаметром 52 мм.
Перед сваркой стыкуемые кромки собирали с фиксированием полупатрубков хомутами. Затем осуществляли электроконтактную прихватку кромок полупатрубков с подачей присадочной проволоки под электрод в специальном стенде. При прихватке использовали присадочную проволоку ВТ 100 диаметром 1,0 мм.
Прихватку осуществляли с внешней стороны трубы одновременно в двух точках с подачей присадочной проволоки под электроды специальной установки. Расстояние между прихватками составляет (1,0…2,0) диаметра трубы. В конкретном случае расстояние между прихватками составляет 70 мм. При прихватке присадочную проволоку подавали под углом 45…90° к оси стыка. Угол подачи проволоки выбирали в зависимости от величины зазора в стыке. С увеличением зазора угол подачи проволоки между стыком полупатрубков и проволокой изменяют (уменьшают) от 90 до 45°. Шаг подачи проволоки выбирали в пределах 3.…5 мм.
Прихватку полупатрубков осуществляют на режиме, приведенном в табл.1.
Внешний вид зоны расположения прихваток показан на фиг.5.
После прихватки проводили сварку продольных стыков полупатрубков в камере с контролируемой газовой атмосферой.
На прихватках скорость подачи присадочной проволоки снижали с 18…20 до 9…12 м/час. Внешний вид сварного шва полупатрубков при его подходе к прихваткам представлен на фиг.6.
Для повышения качества сварных соединений сварку осуществляют сканирующей дугой с подачей присадочной проволоки по нормали к сварочной ванне. При этом происходит измельчение структуры сварного шва при повышении прочностных свойств сварного соединения по сравнению с ручной сваркой на 45...60 МПа.
Влияние параметров процесса на качество прихваток представлено в табл.2.
Предлагаемый способ изготовления криволинейных труб из штампованных полупатрубков позволяет полностью исключить дефекты в прихватках. Лабораторные исследования показали, что при использовании базового варианта для изготовления партии из 100 труб длиной 500 мм количество дефектных труб по дефектам в прихватках составило 65%. При использовании заявляемого способа количество дефектных швов составляло 2%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ В ИНЕРТНЫХ ГАЗАХ СТЫКОВЫХ СОЕДИНЕНИЙ РАЗНОРОДНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2357841C2 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТЫКОВОГО СОЕДИНЕНИЯ МОНОЛИТНОЙ ЗАГОТОВКИ С ДВУХСЛОЙНЫМ ПАКЕТОМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2336981C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2412034C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2350443C2 |
| СПОСОБ СОЕДИНЕНИЯ ПОРИСТОГО МЕТАЛЛИЧЕСКОГО ИЛИ МЕТАЛЛОКЕРАМИЧЕСКОГО МАТЕРИАЛОВ | 2001 |
|
RU2215629C2 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2292256C2 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Способ дуговой сварки неплавящимся электродом | 1980 |
|
SU941066A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |

Изобретение относится к сварке, а именно к способу изготовления криволинейных труб, преимущественно из титановых и алюминиевых полупатрубков, полученных методом холодной штамповки из листовой заготовки. Способ включает сборку полупатрубков, фиксацию кромок на прихватках и последующую сварку плавлением продольных стыков. Прихватку выполняют контактной точечной сваркой одновременно в двух точках с подачей под электроды присадочной проволоки под углом (45-90)° к линии стыка. Присадочную проволоку прижимают к полупатрубкам. После поджатия проволоку нагружают растягивающим осевым усилием, равным (0,1…0,2)σв, где σв - предел прочности материала проволоки, МПа, но не превышающим усилие ее отрыва от полупатрубка. Затем через электроды пропускают импульс тока и частично проплавляют проволоку с одновременным расплавлением полупатрубков в месте контакта с проволокой, причем шаг прихваток задают равным (1,0…2,0)Do, где Do - диаметр патрубка, мм. 6 ил., 2 табл.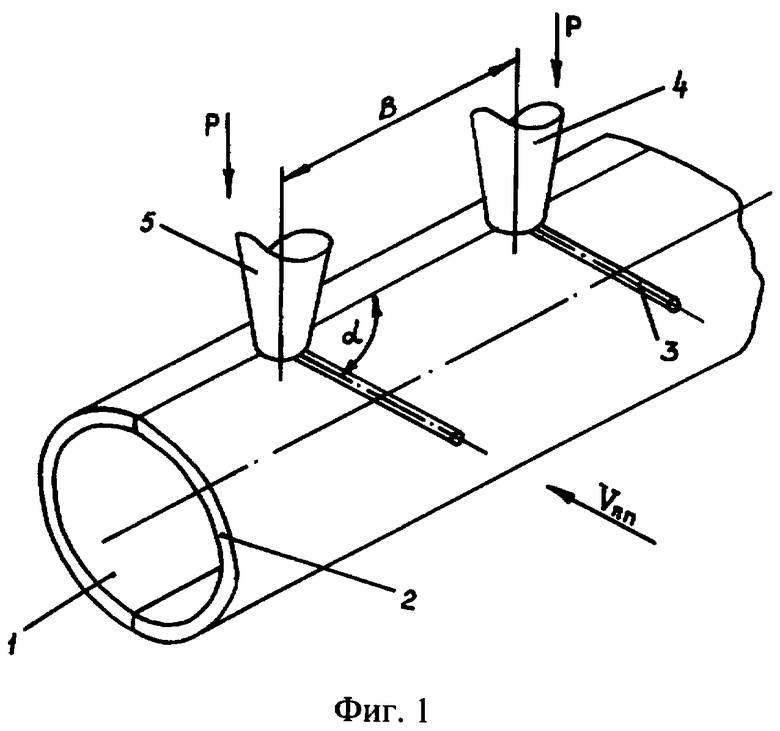
Способ изготовления труб из штампованных полупатрубков из титановых или алюминиевых сплавов, включающий сборку полупатрубков, фиксацию кромок на прихватках и последующую сварку плавлением продольных стыков, отличающийся тем, что прихватку выполняют контактной точечной сваркой одновременно в двух точках с подачей под электроды присадочной проволоки под углом 45-90° к линии стыка, при этом присадочную проволоку прижимают к полупатрубкам, после поджатия проволоку нагружают растягивающим осевым усилием, равным (0,1…0,2)σв, где σв - предел прочности материала проволоки, МПа, но, не превышающим усилие ее отрыва от полупатрубка, затем через электроды пропускают импульс тока и частично проплавляют проволоку с одновременным расплавлением полупатрубков в месте контакта с проволокой, причем шаг прихваток задают равным (1,0…2,0)Do, где Do - диаметр патрубка, мм.
| Куркин С.А | |||
| и др | |||
| «Технология, механизация и автоматизация производства сварных конструкций», Атлас, Машиностроение, 1989, с.188, 190 | |||
| СПОСОБ СВАРКИ ТОЛСТОСТЕННЫХ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2278008C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158668C2 |
| СПОСОБ СБОРКИ И ОДНОСТОРОННЕЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2071888C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1997 |
|
RU2127378C1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| JP 8155640 A, 18.06.1996 | |||
| JP 3013269 A, 22.01.1991 | |||
| JP 58041690 A, 10.03.1983. | |||

