(54) УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ-ВЫГРУЗКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ укладки заготовок в печи | 1978 |
|
SU676628A1 |
| Способ загрузки-выгрузки заготовокВ НАгРЕВАТЕльНую пЕчь | 1978 |
|
SU846967A1 |
| Туннельная печь для термической обработки изделий | 1990 |
|
SU1765655A1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| Способ укладки заготовок при нагреве | 1976 |
|
SU579530A1 |
| КОЛЬЦЕВАЯ ПЕЧЬ | 1993 |
|
RU2087815C1 |
| Манипулятор | 1982 |
|
SU1007967A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
1
Изобретение о.-носится к черной металлургии и предназначено для использования в трубопрокатном производстве, преимущественно на стаках горячей прокатки.
Известно устройство для укладки заготовок в печь, которое содержит рольганг, загрузочный механизм и устройство для выгрузки нагретых заготовок l 3Однако известное устройство не позволяет укладывать подставки в печь для нагрева заготовок из титанистых сплавов. При этом такая укладка заготовок на подину необходима, так как Gea промежуточных подставок мсисет произойти взрыв из-за контакта титана с окалиной, находящейся на подине печи.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устроство для укладки заготовок в печь, которое включает рольганг, загрузочный механизм, подину печи и разгрузочный механизм 2.
Недостатком указанного устройства является его низкая производительность,, так как при транспортироввшш подставок, особенно плоской форм, и их установке на подине печи -еребуются ручнме операции. При нагреве заготовок из сплавов послед- ние необходимо нагревать на нержа10веющих подставках, которые предварительно укладывают на подину печи. Это предохраняет от соприкосновения металла заготовки с окалиной и, следовательнО, отвозможного взрыва.
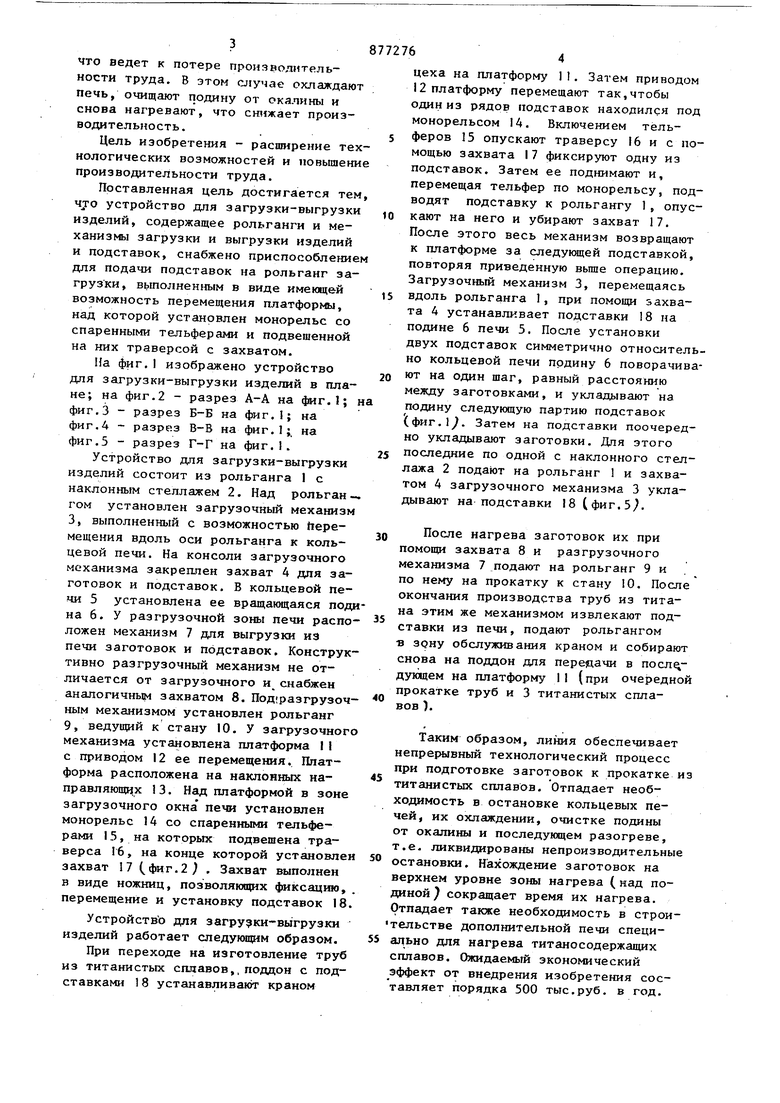
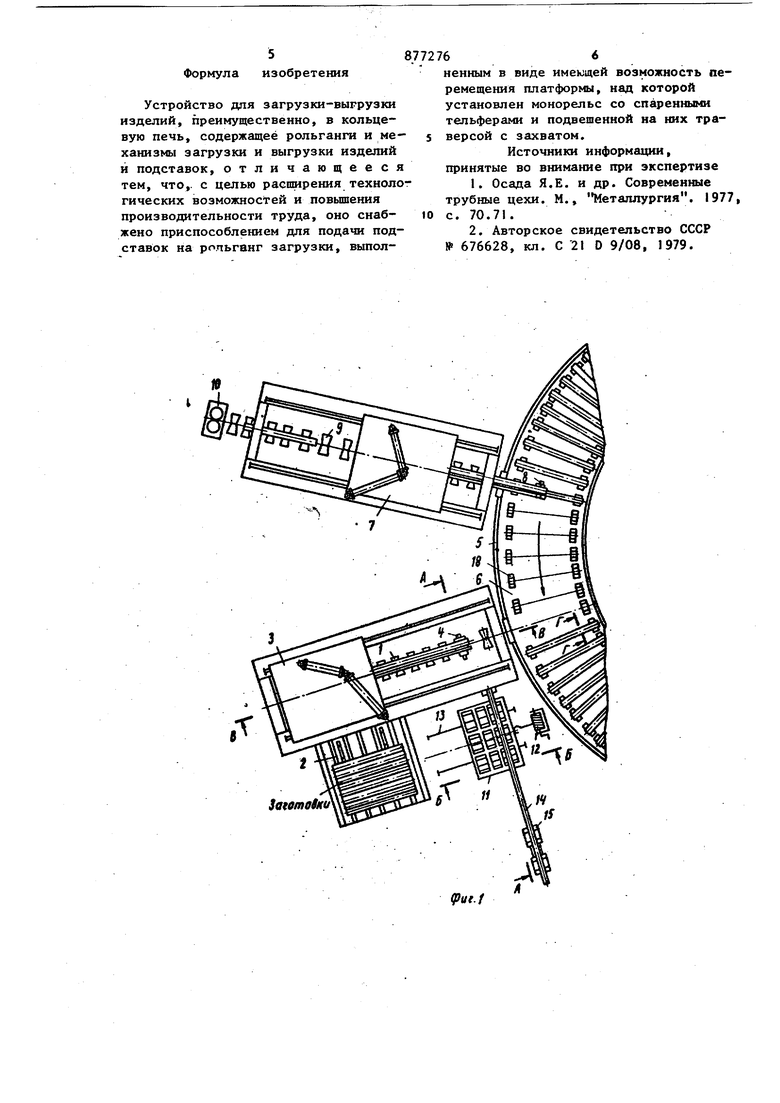
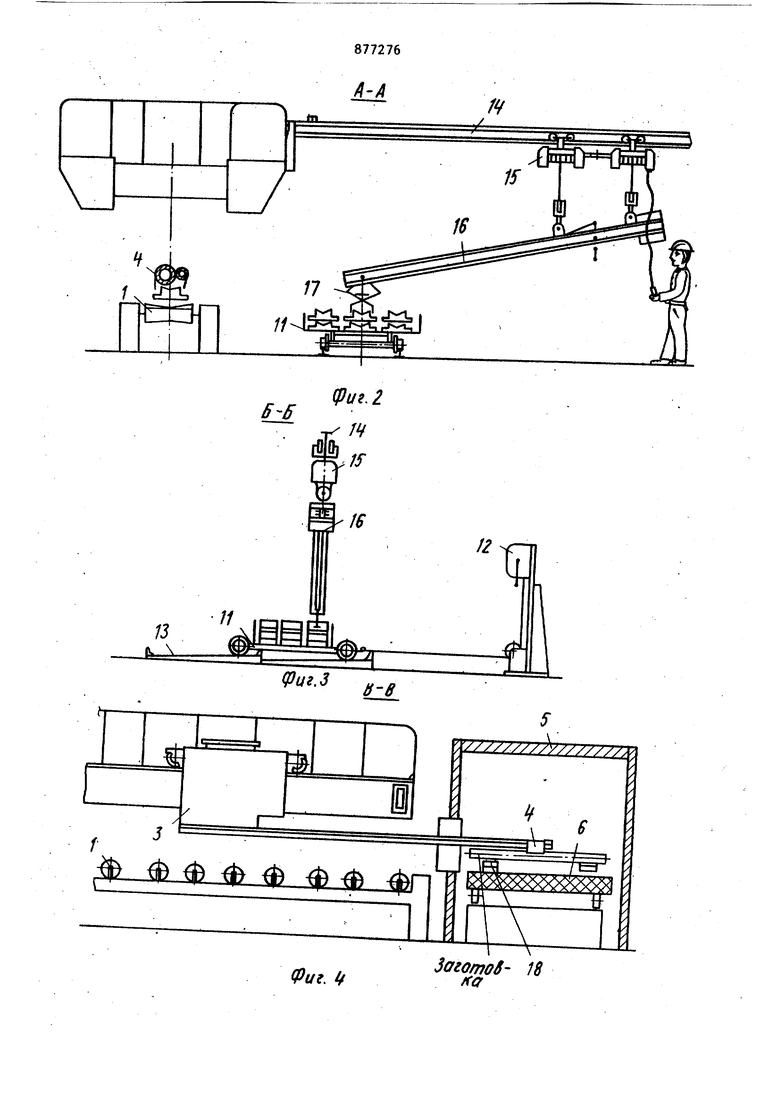
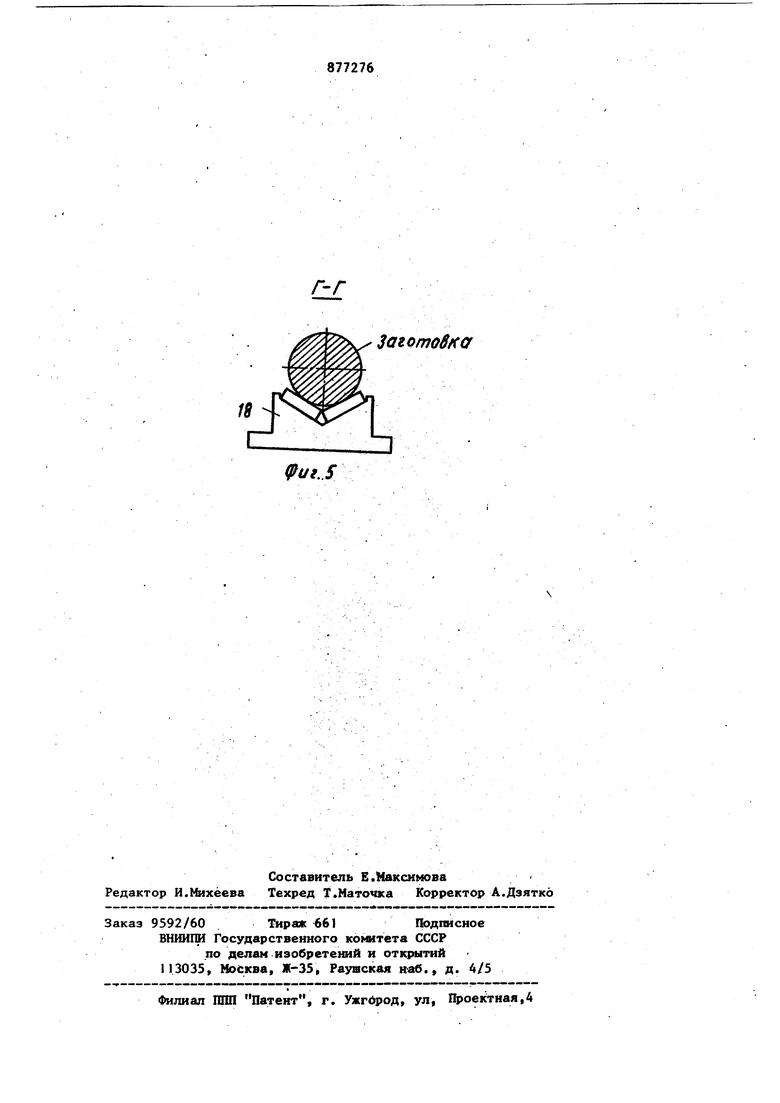
IS Круглые подставки на подине не устойчивы и не исключают провала между ними заготовок, что может привести к соприкосновению с окалиной. Известное устройство не позволяет ме20ханизировать укладку и выгрузку из печи подставок при необходимости перехода на нагрев в кольцевой печи заготовок из титанистых сплавов, что ведет к потере пронзволительности труда. В этом случае охлаждают печь, очищают подину от окалины и снова нагревают, что снижает производительность. Цель изобретения - расширение тех нологических возможностей и повышени производительности труда. Поставленная цель достигается тем 4JO устройство для загрузки-выгрузки изделий, содержащее рольганги и механизмы загрузки и выгрузки изделий и подставок, снабжено приспособление для подачи подставок на рольганг загрузки, выполненным в виде имеющей возможность перемещения платформы, над которой установлен монорельс со спаренными тельферами и подвешенной на них траверсой с захватом. На фиг.I изображено устройство для загрузки-выгрузки изделий в плане; на фиг.2 - разрез А-А на фиг.1; фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1;, на фиг.З - разрез Г-Г на фиг.1. Устройство для загрузки-выгрузки изделий состоит из рольганга 1 с наклоннь}м стеллажем 2. Над рольган гом установлен загрузочный механизм 3, выполненный с возможностью перемещения вдоль оси рольганга к кольцевой печи. На консоли загрузочного механизма закреплен захват 4 для заготовок и подставок. В кольцевой печи 5 установлена ее вращающаяся под на 6. У разгрузочной зоны печи распо ложен механизм 7 для выгрузки из печи заготовок и подставок. Конструк тивно разгрузочный механизм не отличается от загрузочного и снабжен аналогичным захватом 8. Подразгрузоч ным механизмом установлен рольганг 9, ведущий к стану 10. У загрузочног механизма установлена платформа I1 с приводом 12 ее перемещения. Платформа расположена на наклонных направляющцх 13. Над платформой в зоне загрузочного окна печи установлен монорельс 14 со спаренными тельферами 15, на которых подвешена траверса 16, на конце которой установле захват 17 (фиг.2 . Захват выполнен в виде ножниц, позволяющих фиксацию перемещение и установку подставок 1 УстройствЪ для загрузки-выгрузки изделий работает следуюпщм образом. При переходе на изготовление тру из титанистых сплавов,, поддон с под ставками 18 устанавливак)Т краном 6 цеха на платформу 11. Затем приводом 12 платформу перемещают так,чтобы один из рядов подставок находился под монорельсом 14. Включением тельферов 15 опускают траверсу 16 и с помощью захвата 17 фиксируют одну из подставок. Затем ее поднимают и, перемещая тельфер по монорельсу, подводят подставку к рольгангу 1, опускают на него и убирают захват 17. После этого весь механизм возвращают к платформе за следугацей подставкой, повторяя приведенную вьше операцию. Загрузочный механизм 3, перемещаясь вдоль рольганга 1, при помощи захвата 4 устанавливает подставки 18 на подине 6 печи 5. После установки двух подставок симметрично относительно кольцевой печи подину 6 поворачивают на один шаг, равный расстоянию между заготовками, и укладывают на подину следующую партию подставок (фиг.1. Затем на подставки поочередно укладывают заготовки. Для этого последние по одной с наклонного стеллажа 2 подают на рольганг 1 и захватом 4 загрузочного механизма 3 укладывают на подставки 18 (фкг,5). После нагрева заготовок их при помощи захвата 8 и разгрузочного механизма 7 подают на рольганг 9 и по нему на прокатку к стану 10. После окончания производства труб из титана этим же механизмом извлекают подставки из печи, подают рольгангом в зону обслуживания краном и собирают снова на поддон для передачи в посл дующем на платформу И (при очередной прокаТке труб и 3 титанистых сплавов ). Таким образом, линия обеспечивает непрерывный технологический процесс при подготовке заготовок к прокатке из титанистых сплавов. Отпадает необходимость в остановке кольцевых печей, их охлаждении, очистке подины от окалины и последующем разогреве, т.е. ликвидированы непроизводительные остановки. Нахождение заготовок на верхнем уровне зоны нагрева (над подиной 7 сокращает время их нагрева. Отпадает также необходимость в строительстве дополнительной печи специадьно для нагрева титаносодержащих сплавов. Ожидаемый экономический эффект от внедрения изобретения составляет порядка 500 тыс.руб. в год. Формула изобретения Устройство для загрузки-выгрузки изделий, преимущественно, в кольцевую печь, содержащее рольганги и механизмы загрузки и выгрузки изделий и подставок, отличающееся тем, что,, с целью распшрения техноло гических возможностей и повьшения производительности труда, оно снабжено приспособлением для подачи подставок на рольганг загрузки, выпол66ненным в виде имеющей возможность перемещения платформы, над которой установлен монорельс со спаренными тельферами и подвешенной на них траверсой с захватом. Источники информации, принятые во внимание при экспертизе 1.Осада Я.Е. и др. Современные трубные цехи. М., Металлургия. 1977, с. 70.71. 2.Авторское свидетельство СССР № 676628, кл. С 21 D 9/08, 1979.
(риг. 2
6-5
(Риг. tf
3azomoS- IB f(ff
(.S
