(54) СПОСОБ ЗАГРУЗКИ-ВЫГРУЗКИ ЗАГОТОВОК В НАГРЕВАТЕЛЬНУЮ ПЕЧЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная поточная линия для изготовления колес | 1989 |
|
SU1636100A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| Загрузочно-выгрузочная машина нагревательной печи | 1986 |
|
SU1428899A1 |
| Устройство для загрузки-выгрузки изделий | 1979 |
|
SU877276A1 |
| Устройство для загрузки и выгрузки заготовок из кольцевой печи | 1982 |
|
SU1101653A1 |
| Способ укладки заготовок в печи | 1978 |
|
SU676628A1 |
| КОЛЬЦЕВАЯ ПЕЧЬ | 1993 |
|
RU2087815C1 |
| Система управления механизмами участка кольцевой нагревательной печи | 1980 |
|
SU907513A1 |
| Механизированная поточная линия для изготовления штампокатаных колес | 1989 |
|
SU1750822A1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
1
Изобретение относится к металлургии и может быть использовано при ведении процесса нагрева круглых заготовок из сталей и сплавов преимущественно в кольцевых нагревательных печах, например, в производстве проката, в частности труб.
Известен способ загрузки-выгрузки заготовок в кольцевой печи, где с целью улучшения условий нагрева под печи снабжают концентрическими пирсами (выступами.) на которые укладывают заготовку 1.
Однако практика работы кольцевых печей показала, что в результате накопления окалины и разрушения кладки на поде часто образуются радиальные желобки, причем с изменением расположения заготовок разных плавок одни желобки засыпаются и вместо них образуются другие. Укладываемые на под заготовки, попадая на неровности, скатываются и смещаются относительно оси загрузки и, следовательно, не совпадают с осью выгрузочной машины при выгрузке, что приводит к необходимости привода заготовки к оси выг 3узочной машины (под хобот выгрузочной машины) дополнительным поворотом пода и является основным препятствием автоматизации операции выгрузки
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ загрузки - выгрузки заготовок в нагревательную печь, где с целью исключения контакта заготовок с подом печи и повышения равномерности нагрева их, на заготовки одевают шайбыподставки равномерно по длине, затем загружают заготовки вместе с подставками )0 в печь, перемешают их через печь и выгружают заготовки вместе с подставками (2.
Однако при этом способе невозможно соблюдать соосность расположения заготовок и выгрузочной машины на кольцевых 15 печах, что не позволяет автоматизировать процесс загрузки-выгрузки заготовок в печь.
Цель изобретения - автоматизация процесса загрузки-выгрузки за счет обеспечения соосности заготовок и выгрузочной машины.
Поставленная цель достигается тем, что подставки предварительно намагничивают
а извлекают их из печи через технологическое окно.
Во избежании возникновения возможного прогиба заготовки, подбирают необходимое количество подставок. Подставки из печи можно также выгребать скребком, которым также можно производить очистку пода от окалины и разрушенной кладки пода. Расположение в печи заготовок на подставках улучшает у-словия равномерного всестороннего обогрева заготовки, Обеспечиваются условия , необходимые для автоматизации выгрузки, требующие поворот пода под заданным углом, обеспечиваюш,им совпадение осей расположения заготовок с осью выгрузочной машины. Извлеченные из печи подставки охлаждают, BiHOBb намагничивают и подают к загрузочному рольгангу для их повторного использования.
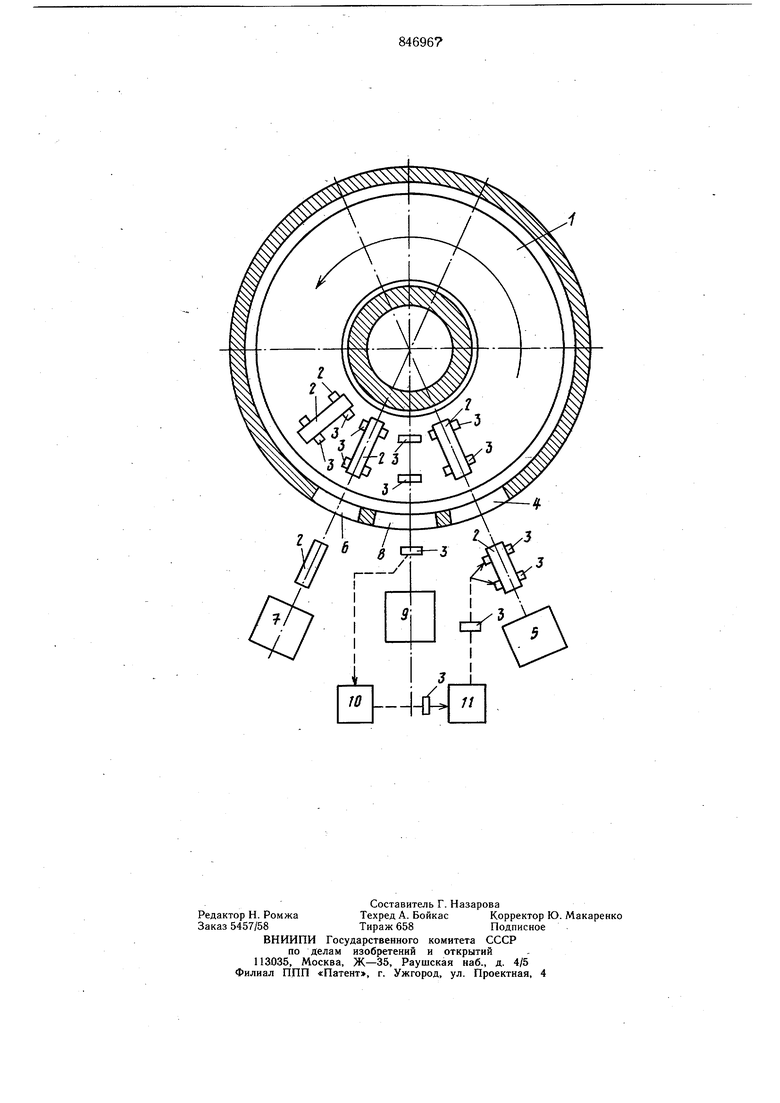
На чертеже изображен один из возможных вариантов реализации способа и обозначены: под 1 кольцевой печи, нагреваемые заготовки 2, подставки 3, окно 4 загрузки, загрузочная машина 5, выгрузочное окно 6, выгрузочная машина 7, окно 8 выгрузки подставок, машина 9, извлекающая подставки, охладитель 10 и индуктор 11 (эл. магнит).
К заготовке 2 перед его загрузкой в печь подают в необходимом количестве намагниченные подставки 3, которые притягиваются к заготовке. Хобот загрузочной машины 5 захватывает заготовку 2 с подставками и продольным перемещением через загрузочное окно 4 вводит в печное пространство (предварительно под печи 1 подворачиваются на величину загрузочного угла). Заготовка 2 опускается на под печи до соприкасания подставок 3 с подом 1. Затем хобот загрузочной машины 5 возвращается в исходное положение. На поде 1 остается заготовка на подставках 3, расположенная под загрузочным углом от предыдущих заготовок. При перемещении через печь подставки 3 нагреваются и теряют магнитные свойства. Перед выгрузкой очередной заготовки под 1 печи поворачивают на угол, соответствующий углу загрузки, тем самым обеспечивая совпадение осей расположения заготовок с осью выгрузочной машины 7. Хобот выгрузочной мащины 7 вводится в пространство печи через выгрузочное окно 6, захватывает нагретую заготовку 2 и выгружает ее из печи. Подставки 3, оставщиеся на поде, после разворота пода на величину угла загрузки, извлекают из печи мащиной 9 через технологическое окно 8, расположенное в промежутке между выгрузочным окном и загрузочным окном.
Машину 9 выгрузки подставок параллельно можно использовать в качестве выгребной машины для очистки пода печи от окалины и продуктов разрушенного пода. Извлеченные из печи подставки 3 транспортируются к охладителю 10, где подставки охлаждаются, а затем транспортируются к индуктору 11. Индуктор И вновь намагничивает подставки 3, которые затем подают к загрузочному рольгангу для их повторного использования.
Формула изобретения
Способ загрузки-выгрузки заготовок в нагревательную печь, преимущественно кольцевую, включающий установку заготовок на подставки, загрузку подставок вместе с заготовками в печь, перемещение их через печь и выгрузку заготовок и подставок, отличающийся тем, что, с целью автоматизации процесса загрузки-выгрузки за счет обеспечения соосности заготовок и выгрузочной машины подставки предварительно намагничивают, а выгружают из их печи через технологическое окно.
Источники информации,
гфинятые во внимание при экспертизе
